 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Определение размеров зубчатых колес
|
|
Предположим, что колеса изготовляются по методу обкатки (огибания) инструментом реечного типа (инструментальной рейкой, червячной фрезой), который профилируется на основе исходного контура (ГОСТ 13755-81) (рис. 5.4).
Процесс изготовления зубчатого колеса инструментальной рейкой по методу обкатки заключается в том, что рейка в движении по отношению к обрабатываемому колесу перекатывается без скольжения одной из своих делительных прямых или средней прямой по делительной окружности колеса (движение обкатки) и одновременно совершает быстрые возвратно-поступательные перемещения вдоль оси колеса, снимая при этом стружку (рабочее движение).

Рис. 5.4. Нарезание зубьев методом обкатки
Для осуществления такого перекатывания нужно рейке сообщить поступательное движение влево со скоростью υ, определяемой по формуле
υ = r ω, (5.1)
где ω - угловая скорость колеса;
r - радиус делительной окружности колеса.
Расстояние между модульной прямой рейки и той делительной прямой, которая в процессе обкатки перекатывается по делительной окружности колеса, называется смещением b рейки. Смещение считается положительным, если средняя прямая отодвинута в направлении от центра нарезаемого колеса. Величина смещения b определяется формулой [8]
b = ξ т, (5.2)
где ξ - коэффициент смещения, который может иметь положительное или отрицательное значение.
Зацепление, образованное зубчатыми колесами, изготовленными без смещения инструментальной рейки, называют нулевым; изготовленными при положительном смещении рейки – положительным, при отрицательном смещении – отрицательным.
Для любых зубчатых колес, изготовленных одной и той же инструментальной рейкой, может быть образовано правильное плотное зубчатое зацепление, т.е. зацепление без боковых зазоров между зубьями.
Основной величиной, характеризующей зацепление, является угол зацепления a, который определяется по формуле [8]
 , (5.3)
, (5.3)
где  - профильный угол инструментальной рейки, рад.;
- профильный угол инструментальной рейки, рад.;
 ;
;
 ; (5.4)
; (5.4)
 ; (5.5)
; (5.5)
 . (5.6)
. (5.6)
В зависимости от значения ξ с зубчатые зацепления классифицируются следующим образом:
1. Еслиξ с = 0, причем ξ1=ξ2= 0, то зацепление называется нормальным (нулевым).
2. Если ξ с = 0, причем, ξ1=-ξ2=ξ>0, то зацепление называется равносмещенным (компенсированным).
3. Если ξс≠0, то зацепление называется неравносмещенным, причем при ξс > 0 зацепление называется положительным неравносмещенным, а при ξс < 0 - отрицательным неравносмещенным.
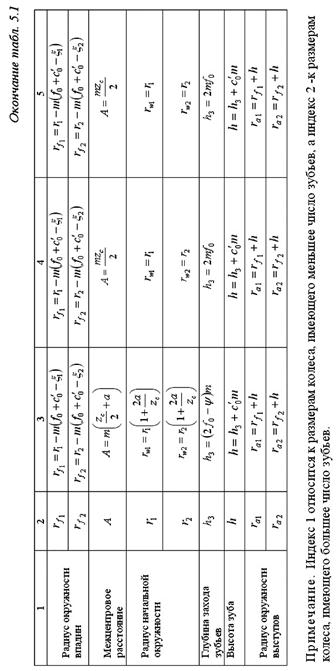
В таблице 5.1помещены формулы [8], необходимые для определения геометрических размеров всех перечисленных зацеплений. При пользовании таблицей необходимо учесть, что z2>z1 и инструментальные данные: 
 ;
;  .
.
В формулах для расчета размеров зубчатых колес неравносмещенного зацепления введены коэффициенты а (отклонения межцентрового расстояния) и Ψ (обратного смещения), Коэффициент а определяет расстояние am между делительными окружностями на линии центров, а коэффициент Ψ - уменьшение Ψ m высоты h зуба по сравнению с высотой зуба в нормальном и равносмещенном зацеплениях.
Характерной особенностью неравносмещенного зацепления является также то, что в нем угол зацепления aне равен углу a0и что делительные окружности не совпадают с начальными. Угол зацепления a определяется по формуле (5.3), для чего необходимо воспользоваться таблицами инволют (эвольвентных функций) (таблица 5.7).

При заданных числах зубьев колес качественные характеристики зубчатого зацепления зависят от величины коэффициентов смещения ξ1 и ξ2 инструментальной рейки.
В связи с этим возникает задача такого подбора величин коэффициентов смещения ξ1 и ξ2, в результате которого предельно улучшились бы характеристики зубчатого зацепления, обусловливающие его прочность и долговечность в данных условиях работы, при одновременном сохранении в допускаемых пределах величины других характеристик.
Во-первых, не должно быть подрезания зубьев колес при обработке их инструментальной рейкой. Суть явления подрезания заключается в том, что зуб инструментальной рейки, проворачиваясь во впадине изготовляемого колеса, срезает своей режущей кромкой часть эвольвентного профиля зуба. В результате этого нарушается геометрия зуба и как следствие - уменьшается прочность зуба у основания. Подрезание имеет место в том случае, если делительная прямая АВ рейки пересекает теоретическую линию зацепления в станочном зацеплении за точкой N (рис. 5.4). Коэффициент смещения рейки, при котором прямая АВ проходит через точку N, обозначается ξmin и определяется по формуле (при α 0 = 20°)
 . (5.7)
. (5.7)
Отсюда следует, что подрезание будет устранено, если коэффициент смещения ξ, принятый при обработке заготовки, удовлетворит неравенству
ξ ≥ ξ min. (5.8)
Во-вторых, нельзя допустить чрезмерного заострения зубьев колес, так как при этом уменьшается прочность головок зубьев. Заострение зубьев колеса усиливается вместе с увеличением коэффициента смещения, принятого при его изготовлении. Заострение зуба обычно характеризуется его толщиной δ a на окружности выступов. Во многих случаях расчета требуется, например, чтобы величина δ a удовлетворяла неравенству
δ a > 0,3 m. (5.9)
Коэффициент смещения, при котором δ a = 0,3 т, обозначают ξо,з. Следовательно, коэффициент смещения, принятый при обработке колеса в этом случае, должен удовлетворять неравенству
ξ ≥ ξо,з (5.10)
Из формул (5.8) и (5.10) следует, что коэффициент смещения, задаваемый для обработки данного колеса, должен быть выбран в границах, определяемых неравенствами
ξо,з ≥ ξ ≥ ξ min. (5.11)
В-третьих, должно быть выполнено требование, чтобы коэффициент перекрытия ε удовлетворял неравенству
ε ≥ 1,1. (5.12)
Так как величина коэффициента перекрытия зависит от двух коэффициентов смещения, то третье требование приводит к необходимости такого подбора этих коэффициентов, при котором они, удовлетворяя каждый в отдельности неравенствам (5.11), обеспечили бы неравенство (5.12).
В-четвертых, должна быть исключена возможность заклинивания зацепления, при котором головка зуба одного из колес упирается своей крайней точкой в галтель другого колеса. Коэффициенты смещения ξ1 и ξ2 нужно выбрать таким образом, чтобы исключить возможность заклинивания.
Подбор коэффициентов смещения, удовлетворяющих всем перечисленным требованиям, представляет собой сложную задачу. Эта задача еще более усложняется при выполнении дополнительных требований к зацеплению, обусловленных спецификой его работы в определенных условиях.
В таблицах 5.2 - 5.5 приведены значения коэффициентов смещения для неравносмещенного зацепления, в таблице 5.6– для равносмещенного зацепления [8].
Таблица 5.2
Дата публикования: 2014-11-02; Прочитано: 2455 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
