 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Унифицированные функциональные модули и микромодули
|
|
Увеличение сложности современной радиоэлектронной аппаратуры и повышение ее надежности при уменьшении размеров, объема и потребляемой мощности потребовали создания новых методов ее конструирования и производства.
В результате исследовательских работ конструкторами был разработан функционально-узловой метод конструирования, в основе которого лежит разделение сложной радиоэлектронной схемы на ряд простейших типовых схем, выполняющих функции законченных узлов радиоаппаратуры (например, каскад усилителя, мультивибратор, триггер и др.). Дальнейшим развитием этого метода конструирования явилась унификация функциональных узлов электрических схем и их конструкций. Были созданы стандартизованные унифицированные функциональные узлы и блоки, наименьшей конструктивной единицей которых является не отдельный радиоэлемент, а функциональный узел с определенными электрическими параметрами, или модуль.
Модулем называется конструктивно законченный элемент, который образует узел, изготовленный в едином технологическом процессе и выполняющий определенную функцию электрической схемы.
В настоящее время разработаны и серийно выпускаются унифицированные функциональные модули, имеющие плоскую или объемную конструкцию. Наибольшее распространение получили плоские модули (рис. 3.2).
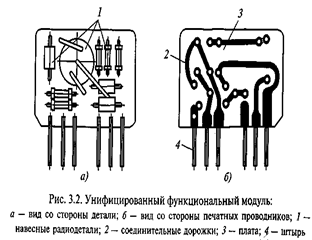 В плоских модулях навесные радиодетали 1 расположены на одной стороне платы 3 и закреплены на специальных держателях или с помощью подгибки концов выводов деталей на плате. В объемных модулях детали расположены между платами. Для сборки отдельных модулей в узлы и блоки в платы запрессовывают штыри 4.
В плоских модулях навесные радиодетали 1 расположены на одной стороне платы 3 и закреплены на специальных держателях или с помощью подгибки концов выводов деталей на плате. В объемных модулях детали расположены между платами. Для сборки отдельных модулей в узлы и блоки в платы запрессовывают штыри 4.
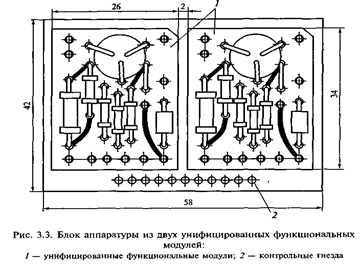 Блок аппаратуры, изготовленный из двух одинаковых унифицированных функциональных модулей 1, показан на рис. 3.3. Для проверки режимов работы модулей и узлов, собранных из них, платы имеют специальные контрольные гнезда 2.
Блок аппаратуры, изготовленный из двух одинаковых унифицированных функциональных модулей 1, показан на рис. 3.3. Для проверки режимов работы модулей и узлов, собранных из них, платы имеют специальные контрольные гнезда 2.
Пайка модулей осуществляется автоматизированным способом — волной припоя или погружением в расплавленный припой. Для защиты модулей от воздействия внешней среды, а также для повышения механической прочности и надежности их покрывают специальным лаком или заливают компаундами.
При использовании печатных плат с двусторонним монтажом плотность компоновки элементов повышается. В связи с тем что часть электрических соединений осуществляется внутри самого модуля, объем, занимаемый коммутацией, сокращается, что приводит к упрощению сборочно-монтажных работ и, как следствие, к снижению требований к квалификации рабочих. Кроме того, значительно упрощаются регулировка и настройка аппаратуры,
так как модули, из которых состоит аппаратура, имеют стандартизованные входные и выходные электрические параметры.
Одинаковая стандартная форма модулей позволяет проводить широкую унификацию и стандартизацию конструктивных элементов узлов и блоков аппаратуры. Собранные из этих модулей ячейки объединяют в функционально-законченные узлы и блоки. Унифицированные функциональные модули выпускаются централизованно крупными сериями. Производство модулей осуществляется на специальном оборудовании поточной линии.
 Дальнейшее развитие модульного метода конструирования привело к созданию микромодулей.
Дальнейшее развитие модульного метода конструирования привело к созданию микромодулей.
Микромодуль — это функциональный узел радиоэлектронной аппаратуры, собранный из микроэлементов (субминиатюрных радиодеталей), объединенных в общую конструкцию, обеспечивающую его герметизацию и защиту от механических воздействий.
Микромодуль собирают с помощью уплотненного монтажа из субминиатюрных радиодеталей обычной формы. Наибольшее распространение получили микромодули этажерочного типа, основой конструкции которых является собранный в пакет (этажерку) и соединенный между собой с помощью пайки соединительными проводниками набор микроэлементов и перемычек на стандартных микроплатах.
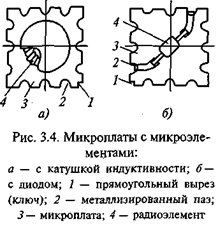
На микроплатах (рис. 3.4) размещают как пассивные радиодетали (резисторы, конденсаторы, катушки индуктивности, трансформаторы, фильтры), так и активные (диоды, транзисторы, фоторезисторы), изготовленные в субминиатюрном исполнении. Для изготовления микроплат применяется радиокерамика (ультрафарфор, миналунд, стеатит).
Микроплаты обычно имеют в одном из углов прямоугольный вырез — ключ 1, служащий для ориентации микроэлементов по отношению друг к другу при их сборке в микромодуль. В каждой стороне микроплаты имеется по три металлизированных паза 2. Пазы облужены и служат для электрического и механического соединения микроэлементов микромодуля друг с другом. Высота микроэлементов может быть различной и указывается в справочных данных на конкретный вид микроэлемента.
Рассмотрим кратко технологию изготовления отдельных типов микроэлементов, методы их монтажа в микромодули, а также способы регулировки параметров микроэлементов в процессе монтажа.
Микромодульные резисторы (микрорезисторы) изготовляются нанесением на микроплату тонких проводящих пленок углерода, металлов (с большим удельным сопротивлением) и металло-диэлектрических смесей (керметов). Для нанесения углеродистых пленок используется метод отложения соединений углерода в атмосфере водяного пара при высокой температуре. Требуемое значение сопротивления обеспечивается путем изменения с помощью шлифовки геометрии и толщины пленки. Пленку из металлов наносят методом восстановления металла из раствора солей при их нагреве или методом напыления расплавленного металла через трафарет («маску») в специальных вакуумных установках. Эти методы позволяют получить микромодульные резисторы с сопротивлением от единиц ом до нескольких мегаом.
Промышленностью выпускается большая номенклатура микрорезисторов, в том числе пленочных (типа СКПМ), проволочных (типа СП5-6), ниточных (типов СКНП и ССНМ) и терморезисторов (типов СТ2 и СТЗ).
Микромодульные конденсаторы изготовляются несколькими способами. Наиболее широко используется нанесение различными методами на микроплату металлических и диэлектрических пленок. Для получения конденсаторов емкостью до нескольких десятков пикофарад применяются металлодиэлектрические пленки толщиной в несколько десятков микрон. Из них изготовляют многослойные галеты, которые затем монтируют на микроплатах. При использовании в качестве пленки окиси тантала галетным способом можно получить танталовые конденсаторы с емкостью до 15,0 мкФ.
Для изготовления микромодульных конденсаторов широко используется также вакуумное напыление диэлектриков на металлизированные подложки (микроплаты). В качестве таких диэлектриков могут служить окись алюминия и окись кремния, а в качестве обкладок конденсаторов — металлизированные подложки из хрома, золота, меди и серебра. Промышленностью серийно выпускается большая номенклатура микромодульных конденсаторов как постоянной емкости типа КОПМ (конденсаторы окисно-по-лупроводниковые микромодульные), так и подстроечных. Конденсаторы КОПМ выпускаются с номинальной емкостью от 0,047 до 10,0 мкФ и с рабочим напряжением от 6 до 30 В.
Номенклатура транзисторов и диодов, применяемых в микромодулях, достаточно широкая. Транзисторы устанавливаются на микроплату в специальном металлостеклянном корпусе. Диоды выпускаются двух типов в круглом металлостеклянном и таблеточном корпусах.
Радиоэлементы, которые не поддаются микроминиатюризации и не могут размещаться на стандартных микроплатах (например, конденсаторы большой емкости, трансформаторы, реле, переменные резисторы, катушки индуктивности), выпускаются в малогабаритном исполнении простой геометрической формы, при этом размеры их выбираются кратными стороне микромодуля.
 Для сборки микроплат и микроэлементов в пакет микромодуля и их фиксации относительно друг друга применяют универсальные и специальные приспособления — сборники (гребенки) с пазами. Специальные сборники собирают из пластин различной толщины в соответствии со схемой сборки, толщиной микроплаты и высотой микроэлемента. Микроэлементы вставляют в пазы сборника в ориентированном положении по ключу согласно схеме сборки. Расстояние между соседними микроэлементами должно быть не менее 0,2 мм и зависит от вида сборочного устройства и конструкции микромодуля.
Для сборки микроплат и микроэлементов в пакет микромодуля и их фиксации относительно друг друга применяют универсальные и специальные приспособления — сборники (гребенки) с пазами. Специальные сборники собирают из пластин различной толщины в соответствии со схемой сборки, толщиной микроплаты и высотой микроэлемента. Микроэлементы вставляют в пазы сборника в ориентированном положении по ключу согласно схеме сборки. Расстояние между соседними микроэлементами должно быть не менее 0,2 мм и зависит от вида сборочного устройства и конструкции микромодуля.
Раскладка микроэлементов при изготовлении микромодулей является ответственной и трудоемкой работой. С целью значительного снижения трудоемкости используются персональные компьютеры (ПК) и специальное технологическое оборудование. На раскладку одного модуля по технологической карте с помощью ПК затрачивается меньше 1 мин, причем полностью исключаются ошибки, которые могут быть допущены конструктором. Информацию, выдаваемую ПК в данном случае, используют в автоматизированных устройствах сборки и контроля микромодулей. Пайка микромодулей может осуществляться вручную (рис. 3.5, а) специальным малогабаритным паяльником (рис. 3.6) или с помощью специальных установок, состоящих из нагревательных элементов 1 (см. рис. 3.5, б) и понижающих трансформаторов 2.
Для обеспечения механической прочности конструкции и защиты микроэлементов от воздействия внешней среды микромодуль герметизируют, заливая эпоксидным компаундом ЭК-16Б в специальных формах.
В связи с тем что изготовленные микромодули не подлежат разборке и ремонту, необходимо в процессе их производства обязательно проводить пооперационный контроль, включающий в себя проверку электрических параметров микроэлементов перед сборкой микромодуля, а также проверку правильности сборки и монтажа микромодуля. Чаще всего такой контроль проводится автоматически на специальной поверочной аппаратуре. Кроме того, визуально, с помощью оптических приборов, необходимо проверять микроплаты на отсутствие трещин и сколов. Таким же образом проверяются правильность расположения выводов микроэлементов и качество металлизации пазов.

После герметизации и контроля микромодули поступают на технологическую тренировку. Для выявления скрытых дефектов тренировка проводится с максимально допустимыми параметрами. После тренировки и проверки соответствия параметров техническим условиям микромодули поступают на узловую сборку аппаратуры. Промышленность выпускает микромодули для телевизионных и приемно-усилительных и передающих устройств, а также для ПК.
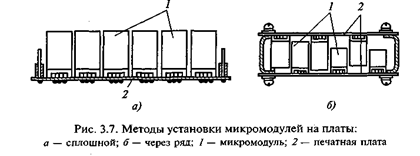
Микромодули устанавливают на плату с печатным монтажом, образуя микроблоки. Установка может быть сплошной (рис. 3.7, а) или через ряд (рис. 3.7, б). Обычно печатные платы имеют толщину от 1 до 2 мм в зависимости от механических нагрузок. В качестве материала используется низкочастотный фольгированный диэлектрик НФД-180-1 или фольгированный стеклотекстолит СФ-1. Микромодули крепятся на плате микроблока, для чего выводы пропус  каются в отверстия, а затем пропаиваются волной припоя. Конструкции микроблоков с установкой микромодулей через ряд характеризуются хорошими плотностью компоновки, технологичностью и ремонтоспособностью. Такая компоновка при многоблочной конструкции обеспечивает наилучшее заполнение объема.
каются в отверстия, а затем пропаиваются волной припоя. Конструкции микроблоков с установкой микромодулей через ряд характеризуются хорошими плотностью компоновки, технологичностью и ремонтоспособностью. Такая компоновка при многоблочной конструкции обеспечивает наилучшее заполнение объема.
Для объединения микроблоков в субблоки (несколько блоков, расположенных на одной плате) используют объемный монтаж с различными соединительными разъемами. Несущие конструкции микроблока и субблока могут выполняться штамповкой, литьем и прессованием. На рис. 3.8 показана унифицированная конструкция каркаса субблока с установленными на нем микроблоками 1 и экранами 2.
Изготовленные микроблоки после проверки покрывают лаком для защиты от атмосферных воздействий. Части схемы, требующие экранировки, выделяют отдельно и экранируют общим экраном.
Дата публикования: 2014-10-25; Прочитано: 4223 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
