 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Класифікація і кодування
|
|
Під класифікацією розуміють сукупність заздалегідь установлених ознак, на основі яких проводять розподіл об'єктів кодованої множини за класифікаційними угрупуваннями. Множиною в цьому випадку є вироби машинобудування і приладобудування.
Сукупність правил, застосованих при класифікації, становить систему класифікації.
Кодування – це створення і привласнення позначення об'єкту класифікації або класифікаційному угрупуванню.
При проектуванні виробу і розробці конструкторських документів кожному виробу (деталі, складальній одиниці) привласнюють найменування і позначення. Позначення, привласнене виробу, є одночасно позначенням його основного конструкторського документа (креслення деталі або специфікації складальної одиниці).
При розробці технологічної документації позначення виробу включають у карти технологічних процесів, що служить основним пошуковим ключем конкретного технологічного документа на вироби.
Крім того, обчислювальні машини при автоматизованій обробці інформації, а також при проведенні технологічних розрахунків теж працюють з позначеннями виробів. Очевидно, що воно виконує комплексну роль, тому і виникла необхідність створення єдиної системи позначень виробів і формування у всіх галузях промисловості єдиної інформаційної мови, зрозумілої і людям, і машинам.
Структура позначення виробів і конструкторських документів наведена на рисунку 1
Код організації розробника ______________XXXX
Код класифікаційної характеристики ______________XXXXXX
Порядковий реєстраційний номер ______________XXX
Рисунок 1 – Структура позначення виробів і конструкторських документів
Код організації-розробника дозволяє відрізнити документацію, розроблену однією організацією, від іншої. Код класифікаційної характеристики за класифікатором виробів (класифікатором ЄСКД) виконує в позначенні основну роль, будучи носієм інформації про виріб, включений до Класифікатора ЄСКД.
Порядковий реєстраційний номер призначає організація – розробник конструкторської документації в межах коду класифікаційної характеристики від 001 до 999.
Класифікатор – це звід найменувань виробів, класифікаційних угрупувань і їх кодових позначень
Методика розробки класифікатора залежить від мети даної класифікації. Так метою Класифікатора ЄСКД є створення єдиної класифікаційної системи позначення, що забезпечує швидкий пошук виробів і конструкторських документів.
Досвід показує, що найбільш раціональна організація використання раніше розробленої конструкторської документації можлива лише при класифікаційній системі позначення. Ця система забезпечує можливість міжгалузевої і галузевої уніфікації виробів. Усі вироби однакового виду одержують у Класифікаторі ЄСКД певну класифікаційну характеристику, а, отже, вона увійде до позначень цих виробів, у якій би галузі вони не розроблялася. При проведенні уніфікації виробів певного виду, користуючись однією і тією ж класифікаційною характеристикою, можна зібрати інформацію від усіх підприємств.
Класифікатор ЄСКД. Процес класифікації полягає в наступному: всю множину виробів спочатку ділять на класи, які є найзагальнішим класифікаційним угрупуванням. Кожен клас об'єднує функціонально-однорідні вироби, незалежно від їх відомчої приналежності.
Так, наприклад, для складальних одиниць загальномашинобудівного використання в Класифікаторі ЄСКД виділений спеціальний клас 30, проте цим класом не обмежені всі складальні одиниці загальномашинобудівного використання.
Складальні одиниці, які представляють галузь техніки із спеціалізованим виробництвом і великою номенклатурою, виділені в інші самостійні класи; для підшипників кочення виділений клас 31, для арматури трубопровідної – клас 49. Вся множина деталей, в яку включаються і загальномашинобудівні, об'єднані в класи 71, 72, 73, 74, 75, 76.
При розробці класифікаторів використовують поняття і методи логіки і математичної логіки, теорії множин, теорії ієрархічних багаторівневих і інформаційно-пошукових систем.
Класифікатор ЄСКД побудований за ієрархічним десятковим принципом, заснованим на дедуктивному логічному діленні класифікаційної множини. Цим досягається конкретизація ознак виробів на кожному подальшому ступені класифікаційного ділення.
Конкретизація ознак повинна забезпечувати створення розпізнавального образу, необхідного для пошуку виробу. Виходячи з десяткового принципу класифікації кожен клас послідовно ділиться на 10 підкласів, кожен підклас – на 10 груп, кожна група – на 10 підгруп, кожна підгрупа – на 10 видів.
Класифікаційна характеристика складається з п'яти ступенів класифікації і має структуру, наведену на рисунку 1.2
Клас_____________________ХХ
Підклас_____________________Х
Група________________________Х
Підгрупа_______________________Х
Вид_____________________________Х
Рисунок 2 – Ступені класифікації
Шестизначне число, складене з цифр, що послідовно позначають номер класу, підкласу, групи, підгрупи і виду виробу (деталі, складальної одиниці), що класифікується, є кодом класифікаційної характеристики.
З позицій понять логіки і теорії множини, класифікація виробів проводиться за такими правилами:
- дотримання єдності підстави ділення, тобто на одному ступені класифікації можна застосовувати лише одну ознаку або одне і те ж поєднання ознак. Наприклад, правильно: редуктори циліндричні, конічні, черв'ячні. Неправильно: редуктори циліндричні, конічні, багатоступінчасті.
Це правило забезпечує можливість віднесення виробу лише до одного класифікаційного групування і не допускає перетину множини; - члени ділення на кожному ступені класифікації повинні вичерпувати обсяг ділимої множини.
Наприклад, кріплення різьбове, нерізьбове.
Якщо вибрані ознаки не дозволяють однозначно визначити, чи вичерпаний об'єм ділимої множини, - додають угрупування «інші».
Наприклад, кріплення різьбові: болти, гвинти, гайки, шпильки, інші;
- вироби класифікують послідовно без пропуску чергового ступеня класифікації;
- на жодному зі ступенів класифікації, у тому числі і на останньому, не повинно бути конкретних виробів, тобто будь-яке класифікаційне угрупування повинне охоплювати сімейство виробів, що мають спільну ознаку, використану при класифікації. Ознаки класифікації вибирають виходячи з призначення класифікатора і основних завдань, при вирішенні яких його застосовують.
Складальні одиниці загальномашинобудівного застосування в класі 30 ділять на підкласи за виконуваною функцією, а саме: за пособом кріплення, передачі руху, направленні і обмеженні руху, захисту, облицьовування, ущільнення і ін. Подальшу класифікацію підкласів на групи проводять за функціональною і конструктивною ознакою.
У тих випадках, коли обидві ці ознаки можна замінити, а також однозначно визначити вид виробу або найменування, як ознаку класифікації використовують найменування.
У таблиці 1.6 наводиться класифікація загальномашинобудівних складальних одиниць класу 30 на підкласи і групи.
Кожну групу складальних одиниць класифікують до виду за ознаками, які є найбільш об'єктивними в даній групі виробів. Так, групу «редуктори» класифікують на підгрупи за конструктивною ознакою (табл. 1.7), а кожну підгрупу на види — за параметричною. При цьому вказані інтервали міжосьових відстаней пари зубчастих коліс, або номінального діаметру основи ділильного конуса зубчастого колеса, або радіусу водила планетарної передачі і т. п.
При виділенні об'єктивних ознак деталей, що несуть про них найбільш суттєву інформацію, встановлюють головні, визначувані геометричною формою, конструктивною характеристикою окремих елементів, взаємним розташуванням елементів, параметрами і виконуваною функцією. Ці ознаки не лише визначають деталь, але й беруть участь у вирішенні тих або інших конструкторсько-технологічних завдань.
Геометричний аналіз деталей показує, що різноманітність конфігурацій деталей може бути зведена до елементарних простих форм. Сукупні комбінації цих простих форм досить чітко характеризують і визначають деталь, що дає можливість об'єднати їх у конструктивно подібні угрупування.
Для деталей, які мають сталі найменування (болт, гвинт, шплінт, зубчасте колесо, пружина, вал і т. п.), доцільно використовувати його як класифікаційну ознаку. Найменування цих деталей виражають геометричну форму, тобто еквівалентні ознаці геометричної форми.
Вся множина деталей за геометричною формою ділиться на дві категорії: тіла обертання і нетіла обертання. Виходячи з цього, класи деталей сформовані таким чином:
клас 71 — «Деталі – тіла обертання типу кілець, дисків, котушок стрижнів, шківів, втулок, стаканів, валів і т.п.»;
клас 72 — «Деталі – тіла обертання з елементами зубчастого зачеплення, труби, сектори, корпусні опорні, підшипників»;
клас 73 — «Деталі — не тіла обертання — корпусні, опорні, ємнісні»;
клас 74 — «Деталі — не тіла обертання — площинні, шарнірно-важільні, вантажні, тягові, профільні»;
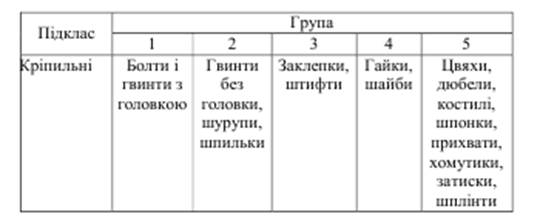
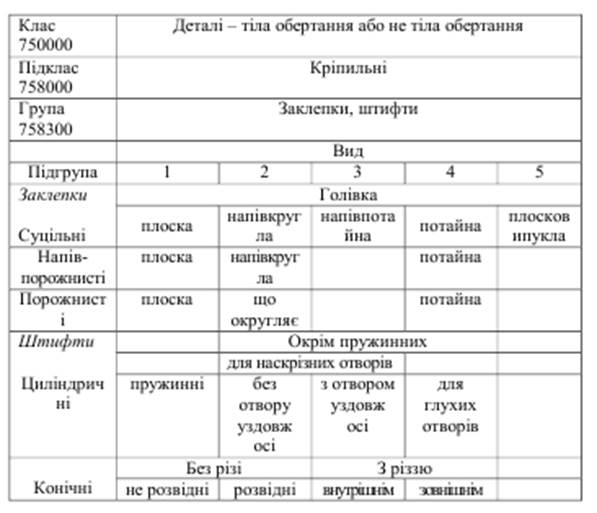
клас 75 — «Деталі — тіла обертання або не тіла обертання — кулачкові, карданні, кріпильні і т. п.».
У таблиці 1.12 наведена класифікація болтів і гвинтів з голівкою на групи у вигляді класу 75.
Таблиця 1 – Класифікація підкласу кріпильних деталей
Основна мета конструкторсько-технологічної класифікації деталей — зниження трудомісткості технологічної підготовки виробництва і скорочення виробничого циклу. При цьому робота з класифікації направлена на вирішення таких завдань:
- групування деталей за конструкторсько-технологічною подібністю для розробки групових і типових технологічних процесів;
- подетальна спеціалізація виробничих підрозділів;
- підвищення серійності за рахунок організації виробництва;
- уніфікації і стандартизації технологічних процесів;
- вибору типів технологічного устаткування;
- адресації деталей до раніше розроблених типових або групових технологічних процесів.
Вибір ознак конструкторсько-технологічної класифікації деталей ґрунтується на визначенні ступеня участі кожної ознаки у вирішенні вказаних і інших виробничих завдань.
В результаті аналізу визначені наступні основні ознаки конструкторсько-технологічної класифікації деталей:
1) геометрична форма; 2) конструктивна характеристика окремих елементів деталі; 3) параметричний; 4) взаємне розташування елементів деталі; 5) функція; 6) найменування; 7) розмірна характеристика; 8) група матеріалу; 9) вид деталі за технологічним процесом; 10) клас точності; 11) вид початкової заготовки; 12) клас шорсткості; 13) характеристика технологічних вимог; 14) характеристика маси; 15) додаткова інформація (термічна обробка, вид покриття і т. д.).
Перші шість ознак закладено у Класифікатор ЄСКД і утворюють інформацію про деталь в позначенні креслення.
Конструктивна характеристика деталі є тією спільною інформацією, яка необхідна для вирішення як конструкторських, так і технологічних завдань, що є передумовою для встановлення тісного зв'язку між двома класифікаторами — Класифікатором ЄСКД і Технологічним класифікатором деталей. Органічність такого зв'язку очевидна, оскільки конструювання деталі і втілення її в матеріалі є двома сторонами одного процесу — створення деталі.
Враховуючи це, в Технологічний класифікатор деталей (включені ознаки 7 — 15), а перші шість відомі з креслення деталі.
Зв'язок між класифікаторами здійснюють таким чином: класифікаційна характеристика, що призначається за Класифікатором ЄСКД, продовжується і доповнюється за Технологічним класифікатором деталей для спільного використання при підборі деталей за їх конструкторсько-технологічною подібністю.
Технологічний класифікатор побудовано за принципом багатоаспектної класифікації, заснованої на незалежній класифікації деталей за декількома різними ознаками; кодування здійснюють буквено-цифровим кодом.
Код класифікаційної характеристики деталі за Класифікатором ЄСКД і за Технологічним класифікатором деталей є конструкторсько-технологічним кодом деталі.
Технологічний код складається з 14 розрядів і поділяється на постійну і змінну частини.
Встановлено, що ознаки: розмірна характеристика, група матеріалу, вид деталі за технологічним процесом — є основними ознаками технологічної класифікації, властивими різним технологічним процесам. Вони характеризуються об'єктивними даними креслення, не залежать від конкретних виробничих умов виготовлення деталей, спільно з кодом класифікаційної характеристики за Класифікатором ЄСКД використовуються при вирішенні всього комплексу виробничих завдань і багато в чому визначають раціональність технологічних процесів виготовлення деталі.
Зв'язок між класифікаторами здійснюють таким чином: класифікаційна характеристика, що призначається за Класифікатором ЄСКД, продовжується і доповнюється за Технологічним класифікатором деталей для спільного використання при підборі деталей за їх конструкторсько-технологічною подібністю.
Технологічний класифікатор побудовано за принципом багатоаспектної класифікації, заснованої на незалежній класифікації деталей за декількома різними ознаками; кодування здійснюють буквено-цифровим кодом.
Код класифікаційної характеристики деталі за Класифікатором ЄСКД і за Технологічним класифікатором деталей є конструкторсько-технологічним кодом деталі.
Технологічний код (рисунок 3) складається з 14 розрядів і поділяється на постійну і змінну частини.
Встановлено, що ознаки: розмірна характеристика, група матеріалу, вид деталі за технологічним процесом — є основними ознаками технологічної класифікації, властивими різним технологічним процесам. Вони характеризуються об'єктивними даними креслення, не залежать від конкретних виробничих умов виготовлення деталей, спільно з кодом класифікаційної характеристики за Класифікатором ЄСКД використовуються при вирішенні всього комплексу виробничих завдань і багато в чому визначають раціональність технологічних процесів виготовлення деталі.
Ознака «вид деталі за технологічним процесом» є сполучною ланкою між основними ознаками технологічної класифікації деталей і групою технологічних ознак, які характеризують конструктивно-технологічні особливості деталі стосовно конкретного виду деталі за технологічним процесом.

Рисунок 3 – Структура технологічного коду деталі
Наведемо приклад формування конструкторсько-технологічного коду деталі, що обробляється різанням, вал шліцьовий:
Конструкторсько-технологічна класифікація деталей розрахована на застосування засобів обчислювальної техніки при групуванні деталей.
Структура коду забезпечує обробку інформації в різних кодових комбінаціях для вирішення виробничих завдань, допускає використання частин коду або їх поєднань залежно від характеру завдань, а також введення додаткових ознак і кодів.
У пам'ять ЕОМ заздалегідь мають бути введені всі найменування класифікаційних угрупувань і їх коди за класифікатором, що дозволяє автоматизувати процес кодування
шляхом занесення інформації з креслень в абсолютному вираженні (розміри, матеріал і т.д.). Ця інформація в ЕОМ зіставляється з кодами за класифікатором і видається потім в кодах без ручного попереднього кодування даних креслення.
За конструкторсько-технологічними кодами ЕОМ зможе провести групування деталей з метою утворення груп, які мають найбільшу подібність за технологією виготовлення, і подальшої розробки групових і типових технологічних процесів. При цьому має бути створена інформаційно-пошукова система для пошуку спроектованих технологічних процесів під час вступу до технологічних служб креслень знову спроектованих деталей.
Інформація про деталь у закодованому вигляді передається в обчислювальний центр, а після обробки її на ЕОМ технологові видається машинограма із вказівкою позначення розробленого раніше технологічного процесу
Питання для самоперевірки
1. В чому полягає комплексна і?
2. В чому полягає випереджаюча стандартизація?
3. Що розуміють під класифікацією і кодуванням?
4. Основна мета конструкторсько-технологічної класифікації деталей?
5. З яких частин складається технологічний код деталі?
Дата публикования: 2015-09-17; Прочитано: 2702 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
