 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Вимірювання відхилень від правильного розташування поверхонь і осей
|
|
Вимірювання відхилень від правильного розташування поверхонь і осей деталей провадять з допомогою універсальних вимірювальних засобів.
Контролювання радіального биття і повного радіального биття циліндричних поверхонь здійснюють за допомогою вимірювальних головок при встановленні деталі в центри або на призми при повертанні її на 360°.
При контролюванні радіального биття чи повного радіального биття поверхні 3 деталі 1 відносно її осі (рис. 6, я), деталь закріплюють у центрах 4, а при контролюванні радіального биття поверхні 3 деталі 1 відносно поверхонь 1 і 5 (рис. 6, б), деталь встановлюють на призми 4.

Рисунок 6
Контролювання радіального биття провадять у заданому перерізі, а при контролюванні повного радіального биття вимірювальна головка повинна переміщуватися в осьовому напрямку контрольованої поверхні.
Величину радіального биття визначають як різницю між найбільшим і найменшим показами вимірювального приладу 2.
Контролювання торцьового биття (рис. 7, а) і повного торцьового биття (рис. 7, б) провадять у тих випадках, якщо вказані допуски торцьового биття чи повного торцьового биття.
При контролюванні торцьового биття або повного торцьового биття поверхні деталі 1 відносно базової осі, деталь закріплюють у центрах, а при контролюванні торцьового биття або повного торцьового биття поверхні деталі 1 відносно базової поверхні, деталь встановлюють на призму 6 з упором (рис. 7, а і б)

Рисунок 7
Вимірювання торцьового биття провадять на заданому діаметрі або на найбільшому діаметрі торцьової поверхні.
При контролюванні повного торцьового биття вимірювальна головка З повинна переміщуватися в радіальному напрямку перпендикулярно до осі деталі (рис. 7, б).
Величину торцьового биття А визначають як різницю між найбільшим і найменшим показами вимірювального приладу.
В ремонтній практиці доводиться вимірювати величину торцьового биття поверхні маховика, складеного з колінчатим валом, який встановлюють корінними шийками на обертові диски горизонтального стояка.
На рис. 8 наведено приклад вимірювання відхилення від паралельності плоских поверхонь А і Б. Для цього на одну з поверхонь (А) встановлюють штатив з закріпленою на ньому вимірювальною головкою, вимірювальний наконечник якої приводять до дотикання з відповідним натягом до другої поверхні (Б) і перемішують штатив з приладом. Відхилення від паралельності площин А і Б визначають як різницю показів приладу в крайніх точках вимірювання. Відхилення від паралельності площини і осі (отвору, вала) вимірюють так само, як і відхилення від паралельності площин. Перед вимірюванням (рис.9) в отвір щільно вставляють контрольний валик. Відхилення від паралельності визначають як різницю показів приладу в точках А і Б.

Рисунок 8 -Вимірювання відхилення від паралельності поверхонь А і Б

Рисунок 9 -Вимірювання відхилення від паралельності осі отвору до площини.
На рис.10 наведено приклад вимірювання відхилення від перпендикулярності поверхонь А і Б з допомогою вимірювальної головки. Основа 1 штативу має рухомий стержень 2, який впирається у поверхню Б і фіксується гвинтом 3. Відхилення від перпендикулярності плоских поверхонь А і Б визначають як різницю показів приладу в крайніх точках вимірювання при переміщенні у вертикальному напрямку кронштейна 4 з вимірювальною головкою 5 по стояку 6 штатива
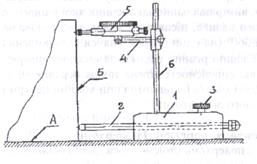
Рисунок 10 -Вимірювання відхилення від перпендикулярності поверхонь А і Б: 1 - основа штатива; 2 - рухомий стержень; 3 - стопорний гвинт; 4 - кронштейн; 5 - індикатор; 6 - стояк.

Рисунок 11 -Вимірювання перпендикулярності осі отвору до площини А:
1- індикаторний пристрій;
2- індикаторна головка.
На рис. 11 наведено індикаторний пристрій для вимірювання відхилення від перпендикулярності осі отвору до площини А. Величину відхилення визначають як різницю показів вимірювальної головки при поверненні пристрою з вимірювальною головкою на один оберт.

Рисунок 11 - Вимірювання відхилення від співвісності циліндричних отворів: 1 і 2 - контрольні валики.
Інколи доводиться вимірювати відхилення від співпадання осей (співвісності) циліндричних отворів, зокрема отворів під підшипники кочення в коробках передач. Для цього в контрольовані отвори щільно встановлюють контрольні валики 1 і 2 (рис. 11). На одному з валиків закріплюють вимірювальну головку, вимірювальний наконечник якої входить в дотикання з поверхнею другого валика, після чого валик з вимірювальною головкою повертають на 360° (на один оберт). Значення відхилення від співвісності ∆ дорівнює половині різниці відліків за шкалою вимірювальної головки. Відхилення від співвісності можна також перевірити за не співпаданням осей валиків, які мають на одному кінці конічні центри і які приводять до дотикання одного до другого.
Дата публикования: 2015-09-17; Прочитано: 1316 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
