 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Вимірювання відхилень від правильної геометричної форми
|
|
Вимірювання відхилень від правильної геометричної форми поверхонь деталей провадять приладами, призначеними для відносних вимірювань. Межі вимірювання вимірювальної головки при цьому повинні перевищувати передбачувані відхилення форми.
У виробничих умовах, зокрема у ремонтному виробництві, найчастіше доводиться вимірювати відхилення форми плоских поверхонь (відхилення від прямолінійності і відхилення від площинності) і циліндричних поверхонь (овальність, огранювання - в поперечному перерізі; конусоподібність, бочкоподібність, вгнутість і відхилення від прямолінійності осі (зігнутість) - у повздовжньому перерізі).
Відхилення від прямолінійності і відхилення від площинності плоских поверхонь вимірюють лекальною (повірочною) лінійкою, вимірювальною головкою, повірочними плитами, «контролювання на фарбу», оптичними лінійками тощо.
Лекальну лінійку 2 (рис. 2) прикладають до деталі 1 в одному (при контролюванні прямолінійності) або в декількох напрямках (при контролюванні площинності). Точність (відхилення) профілю (площини) визначають за просвітом на око. або за допомогою щупів. При точних вимірюваннях роблять зразки зазорів за допомогою кінцевих мір довжини.


Рисунок 2 Рисунок 3
Для цього на повірочну плиту чи широку лекальну лінійку (брусок) ставлять дві кінцеві міри довжини однакового розміру (рис. 2), на які ставлять лекальну лінійку. Потім на цей брусок ставлять кінцеві міри довжини різного розміру, розміри яких менші за розміри крайніх мір. Зазори, утворені між цими мірами і лезом лекальної лінійки, використовують як зразкові.
За величину відхилень від прямолінійності чи площинності Д приймають найбільшу відстань від точок реальної поверхні до леза лекальної лінійки, яке в даному випадку відіграє роль прилеглої прямої.
При вимірюванні відхилень від прямолінійності плоских поверхонь 2 (рис. 3) за допомогою вимірювальних головок 1 останні переміщуються на повірочній плиті 3 за допомогою штативу.
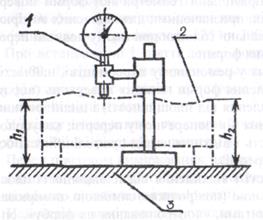
Рисунок 4 -Вимірювання відхилення від прямолінійності плоскої поверхні: 1 - вимірювальна головка; 2 - поверхня деталі; 3 - повірочна плита
Відхилення від прямолінійності визначають як різницю між найбільшим і найменшим показами приладу.
Відхилення від площинності можна виміряти як відхилення від прямолінійності, визначене в декількох взаємно перпендикулярних напрямах Відхилення від площинності плоских поверхонь контролюють також методом фарби. Для цього повірочну плиту покривають тонким шаром фарби, а потім на неї кладуть деталь, плоску поверхню якої перевіряють, і переміщують її по плиті (або плиту по деталі). Про відхилення від площинності судять за кількістю плям фарби на контрольованій поверхні і їх розмірах.
Відхилення від округлості циліндричних поверхонь вимірюють універсальними вимірювальними засобами. Для цього циліндричну поверхню вимірюють декілька разів у взаємно перпендикулярних напрямах в заданому перерізі. За величину відхилення від округлості приймають різницю між найбільшим і найменшим показами вимірювального приладу.

Рисунок 5
Огранювання з непарним числом граней вимірюють триконтактним способом у вигляді призми 2 вимірювальною головкою 1 (рис. 5, а).
Вимірювання овальності і огранювання з парним числом граней можна провадити з допомогою двоконтактних вимірювальних приладів, наприклад, вимірювальними головками (індикаторами 1, закріпленими в спеціальних тримачах 2, рис. 5, б).
Деталі типу валів повертають між вимірювальними поверхнями вимірювального приладу (наприклад, на столику стояка, рис. 5, б, під наконечником вимірювальної головки або між вимірювальними поверхнями гвинта і п'ятки важільного мікрометра, важільної чи індикаторної скоб) до одержання найбільшого або найменшого відліку за шкалою приладу. Потім вал повертають ще на 90° і визначають розмір в цьому напрямі.
Найбільш точно відхилення від округлості циліндричних поверхонь визначають за допомогою кругломіра 3 з обертовим столом 2 та вимірювальною головкою 1 (рис.5, в).
Овальність і оіранювання приймають рівною різниці одержаних значень діаметра.
Овальність отворів визначають з допомогою двоконтактних мікрометричних або індикаторних внутрішньомірів.
Конусоподібність визначають шляхом вимірювання діаметрів деталі у двох перерізах, розташованих біля торців.
Для визначення бочкоподібності (опуклості) і сідлоподібності (ввігнутості) необхідно виміряти також діаметр деталі посередині її довжини
Виміряти відхилення форми циліндричних поверхонь деталей у повздовжньому перерізі можна також при встановленні деталі у центрах горизонтального стояка (рис. 6, а). Для цього потрібно при нерухомій деталі переміщувати вимірювальну головку з штативом вздовж осі деталі, попередньо налагодивши її на нуль біля одного з торців деталі.
Якщо деталь не має відхилень форми в повздовжньому перерізі, то при переміщенні вимірювальної головки стрілка не буде відхилятися від її нульового положення.
Якщо деталь має конусоподібну форму, то при перміщені вимірювальної головки від одного кінця деталі до другого, стрілка вимірювальної головки буде плавмо відхилятися вправо чи вліво, залежно з якого боку розташована мала основа конуса. Якщо ж деталь має бочкоподібну форму, то найбільше відхилення стрілки вправо буде у середній частині довжини деталі, а при наявності вгнутості - відхилення стрілки вліво буде найбільшим у середній частині.
Відхилення від прямолінійності осі (зігнутість) валів можна визначити при повертанні деталі на двох ножових опорах або на плоскому столі під наконечником вимірювальної головки. Зігнутість А деталі в першому випадку дорівнює піврізниці, а в другому випадку - різниці найбільшого і найменшого показів приладу з урахуванням знаку відхилення стрілки. Для вимірювання зігнугості осі отворів існують спеціальні пневматичні чи оптико-механічні вимірювальні прилади.
Якщо при вимірюванні відхилень форми потрібно враховувати оберти великої стрілки, особливо при вимірюванні великих партій деталей, то краще, якщо маленька стрілка індикатора буде встановлена на нуль. При використанні індикаторних скоб чи індикаторних внутрішньомірів ця операція виконується в процесі з'єднання індикаторної головки з приладом, а при використанні стояків необхідний натяг створюється в два прийоми. Спочатку вимірювачьну головку опускають настільки, щоб маленька стрілка збігалася з нульовою позначкою маленької шкали. Після цього повертанням циферблату нульову позначку основної шкали сумі-щують з кінцем великої стрілки і задають необхідний натяг приладові.
При визначені числових значень відхилень поверхонь деталей від правильної геометричної форми користуються різницею показів вимірювальної головки, тобто: ∆ = ∆δ- ∆м, мм,
де ∆ — абсолютне значення відхилення форми, мм;
∆δ і ∆м - найбільший і найменший покази приладу, мм, з урахуванням знаку відхилення стрілки.
Дата публикования: 2015-09-17; Прочитано: 2240 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
