 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Экструдированных заготовок
|
|
В настоящее время промышленное производство полых изделий методом раздува термопластичных заготовок, находящихся в эластическом состоянии, с последующим их охлаждением в форме до температуры ниже Тс осуществляется в двух вариантах – раздувом экструдированных и литых заготовок. Первый способ освоен намного раньше, поэтому для него разработана общепринятая методика расчета Нр пластмасс /1/.
Экструзией с последующим раздувом перерабатывают в основном полиэтилен и поливинилхлорид, а также полистирол, сополимеры стирола и полиамиды. Помимо вида пластмасс, как и в предыдущих случаях, на Нр влияет масса и сложность формуемых изделий. Исходя из их конструктивно-технологических особенностей, предлагается классифицировать раздувные изделия на пять групп сложности (табл. 1.28).
Таблица 1.28
Классификация изделий, получаемых методом экструзии с последующим раздувом
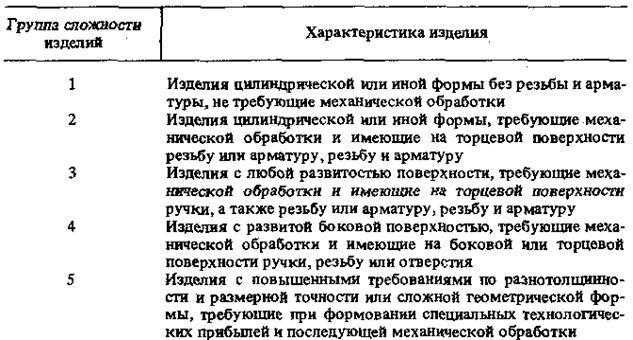
При прочих равных условиях сложность изделий существенно влияет на расход ПМ, определяя потери и отходы производства. Виды потерь в производстве выдувных изделий во многом идентичны видам потерь при литье и экструзии. Однако образующиеся отходы отличаются не только видами, но и количественно, достигая 40–60 % от массы перерабатываемого ПМ.
Основными видами технологических отходов в производстве выдувных изделий являются концевые остатки заготовок, бракованная продукция и отходы, образующиеся при наладке оборудования и отработке режима формования, пуске и остановке оборудования, при замене ПМ (по виду и цвету), чистке оборудования, удалении деструктированного (перегоревшего) ПМ и др. За исключением последнего большую часть отходов перерабатывают вторично, смешивая их после дробления и гранулирования с первичным ПМ или используя самостоятельно, например, в производстве игрушек, некоторых толстостенных и других изделий, качество которых может быть приемлемым, несмотря на ухудшение технологических свойств вторичного ПМ – насыпной массы, вязкости расплава и др. В результате расходные коэффициенты Кр и нормы расхода на их основе устанавливаются с учетом использования технологических отходов.
Величина Кр рассчитывается, как и при экструзии, суммированием нормативных коэффициентов потерь и отходов по формуле:
Кр = Ктпл + Ктпм + Ктпд + Ктпг + Ктон, (15)
где Ктпл – нормативный коэффициент технологических потерь, учитывающий выделение летучих продуктов при формовании ПМ; Ктпм – то же при механической обработке готовых изделий; Ктпд – то же при дроблении отходов; Ктпг – то же при грануляции; Ктон – нормативный коэффициент неиспользуемых технологических отходов.
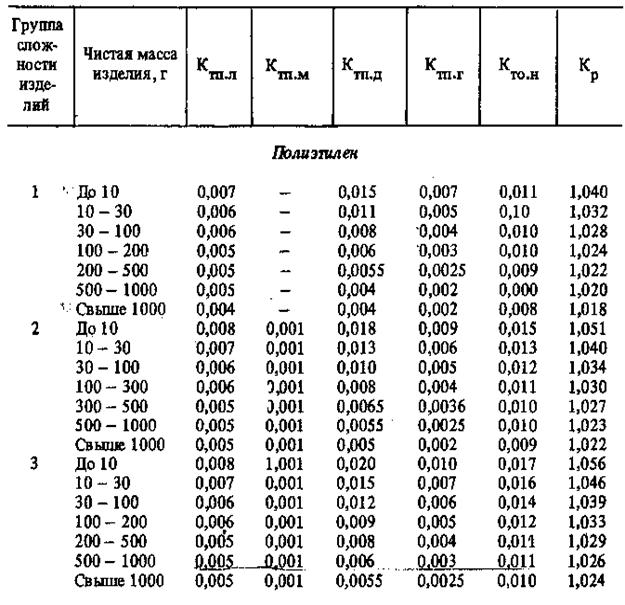
Числовые значения этих коэффициентов, соответствующие виду ПМ, группе сложности и массе изделия, приведены в табл. 1.29.
Таблица 1.29
Расходные коэффициенты и нормативные коэффициенты потерь и отходов в производстве
изделий раздувом экструдированных заготовок /1/
Продолжение таблицы 1.29

Для расчета нормы расхода ПМ найденный в таблице расходный коэффициент следует подставить в известную формулу (4). Однако в случае невозможности использовать отходы, например, согласно заданным техническим требованиям к качеству изделия, расчет следует осуществлять по формулам (8) и (9).
Дополнительную сложность для определения нормы расхода ПМ создает необходимость учета отходов и потерь при проведении некоторых дополнительных операций, предусматриваемых ТП производства. Типичным примером может служить производство многих видов полимерной тары, предусматривающее одновременное нанесение печати, этикеток, металлизации, а также расфасовку необходимого продукта. Все это должно учитываться индивидуальными нормативными коэффициентами в условиях как автоматизированного, так и ручного исполнения соответствующих операций (табл. 1.30).
Таблица 1.30
Нормативные коэффициенты, учитывающие потери и отходы дополнительных операций
в составе ТП производства выдувной полимерной тары

Отходы и потери образуются при печати из-за попадания изделий на калориферные решетки нагревательных элементов, запуске и остановке печатных агрегатов, смене печатных форм, замене краски и др.; при этикитировании из-за настройки автомата, запуска и остановки установки, обрывов этикетировочной ленты и др.; при расфасовке из-за заламывания и разрыва тары или изделий.
Дополненный расходный коэффициент с учетом определяемых по табл. 1.30 нормативных коэффициентов определяют по формуле:
Крд = Кр + Кпеч + Кэт + Красф. (16)
При отсутствии какой-либо из дополнительных операций соответствующий норматив из формулы исключается.
Если полимерная тара (или иное изделие) производится на предприятии – смежнике и надо лишь осуществить дополнительные операции, то для расчета используется другой вариант формулы:
Крд = 1 + (Кпеч + Кэт + Красф). (17)
Примеры определения Нр:
1. В производстве полиэтиленовых выдувных банок второй группы сложности массой 40 г с использованием дробленых отходов без грануляции Кр = 1,034 – 0,005 = 1,029. Следовательно, Нр = 1,029 40 = 41,16 г.
2. В производстве аналогичной банки с массой 49 г с последующим полуавтоматическим нанесением печати и расфасовкой в нее продукта на автоматической линии Крд = 1,034 + 0,035 + 0,01 = 1,079, Нр = 1,079 49 = 52,87 г.
3. При получении той же тары по кооперированным поставка для автоматического нанесения печати и ручной расфасовки продукта Крд = 1 + 0,045 + 0,005 = 1,05, а норма расхода тары, например, на производство 1000 шт. конечного вида изделий составит 1000 1,05 = 1050 шт.
Дата публикования: 2014-10-25; Прочитано: 1328 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
