 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
При переработке в изделия
|
|
Поскольку основной проблемой нормирования ПМ является необходимость учета большого количества различных факторов, их классифицируют по сферам проявления /1/. Так, в соответствии с последовательностью выполнения этапов технической подготовки производства различают первичные факторы, обусловленные конструкцией создаваемого изделия (продукта труда), и вторичные (производные) факторы, обусловленные технологической составляющей производства (процессом труда). Неразрывная взаимосвязь между первичными и вторичными факторами схематично отображена на рис 1.22.

Рис. 1.22. Классификация факторов, влияющих на индивидуальные нормы расхода ПМ в производстве изделий /1/.
Как следует из приведенной классификационной схемы, первичные факторы в свою очередь подразделяются на две группы, отражающие количественные и качественные характеристики продукта труда.
Количественные характеристики обычно сводятся к определению чистой массы ПМ в составе готового изделия. Именно эта характеристика предопределяет величину нормы расхода ПМ в соответствии с установленной закономерностью, согласно которой на выпуск, например, 1 т мелких изделий требуется значительно больше сырья и ПМ, чем на выпуск 1 т крупных (массивных) изделий. Объясняется это тем, что на одинаковую массу мелких изделий приходится относительно большая доля отходов в виде облоя, литников, технологических припусков. В результате, например, для мелких (до 0,45 г) литых изделий градиент изменения отношения массы навески ПМ к чистой массе изделий может повышаться в диапазоне 20 – 40 раз по сравнению с массивными (свыше 500 г) изделиями.
Увеличение массы навески, в свою очередь, обусловливает рост потерь при подготовке ПМ (сушка, гранулирование, совмещение компонентов, таблетирование) и формовании (выделение летучих продуктов, влаги). При выпуске мелких изделий одновременно увеличиваются не только материальные, но и энергетические, и трудовые затраты на переработку технологических отходов.
Качественная характеристика предмета труда – это оценка конструктивно-технологической сложности изделий, которая обусловливает процент технологического брака. В связи с этим предусмотрена классификация полимерных изделий по группам сложности. При этом число групп, систематизирующих характерные признаки изделий, зависит от типов ПМ и технологических способов их переработки. Например, классификация конструктивно-технологических признаков литьевых и прессованных изделий (см табл. 1.24) содержит шесть групп сложности продуктов труда, в то время как (см. ниже) экструзионно-раздувные изделия классифицируются на пять групп сложности, а изделия из непрерывно армированных пластиков, получаемые намоткой или выкладкой, - всего на три группы сложности.
Таблица 1.24
Классификация литьевых и прессованных изделий по группам сложности /5/

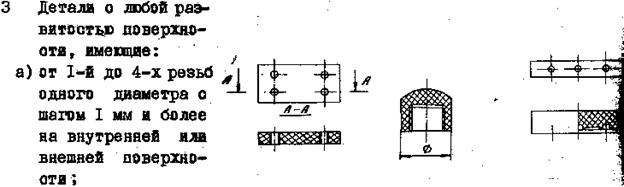
Рис. 3
Продолжение табл. 1.24
Продолжение табл. 1.24
Продолжение табл. 1.24

---------------------------------------------------------------------------------------------------------------------
Как следует из табл. 1.24, основанием для отнесения изделия к определенной группе сложности служит констатация двух разновидностей конструктивных элементов:
- усложняющих свободное извлечение изделия из формующего инструмента из-за наличия так называемых «поднутрений» (боковых отверстий и пазов, выемок и т.п.), а также из-за наличия резьбы и арматуры;
- создающих развитость поверхности изделия: сквозные отверстия и окна любых диаметров и размеров, глухие отверстия глубиной не менее своей ширины, ребра, штыри и другие выступающие конструктивные элементы высотой не менее своей толщины.
Изделие может быть отнесено к конкретной группе сложности, если она имеет хотя бы один из ее признаков. Особенно это характерно для изделий 1 и 2-ой группы сложности, отличающихся только наличием элементов, создающих развитость поверхности. Например, если деталь без арматуры, резьбы и поднутрений имеет три глухих и пять сквозных отверстий, шесть выступающих штырей, то есть количество всех элементов, характеризующих развитость поверхности, равняется 14, то по классификационному признаку деталь относится ко 2-ой группе сложности.
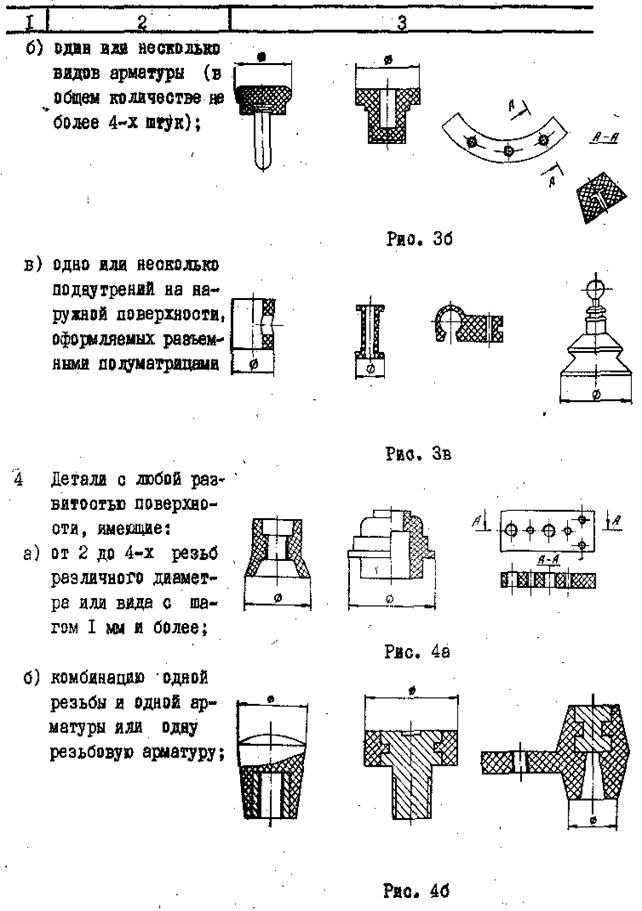
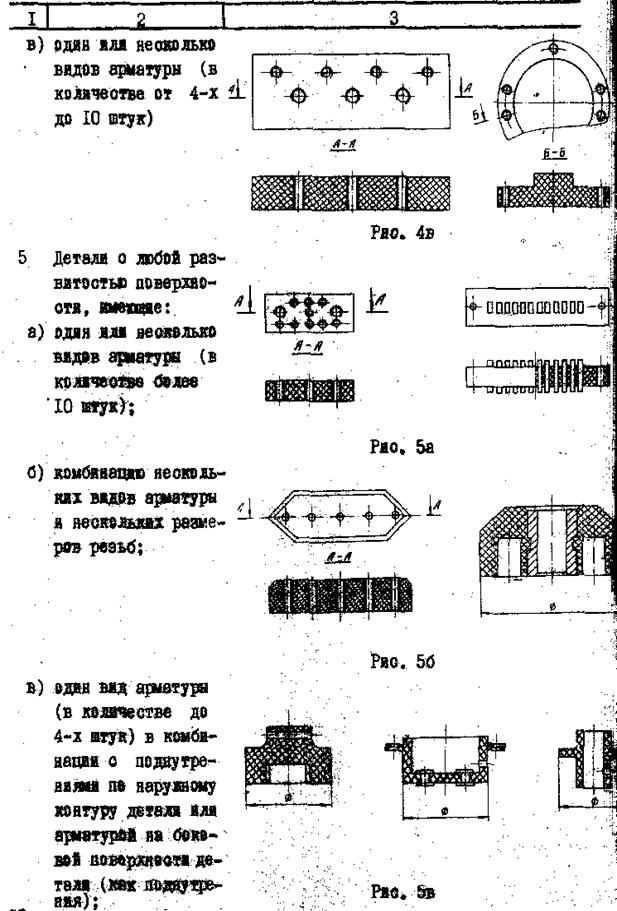
Все последующие группы сложности (с 3 по 6) характеризуются наличием одного из видов усложняющих элементов (арматуры, резьбы, поднутрений) или их сочетаниями независимо отконструктивных элементов, создающих развитость поверхности. По этой причине эти группы сложности разделены на подгруппы а, б, в, г.
Примеры /5/: а) деталь с развитой поверхностью (количество элементов развитости – 8) имеет 2 нерезьбовые арматуры диаметром 8 мм. По классификационному признаку деталь следует отнести к подгруппе «б» 3-ей группы сложности;
б) деталь с малоразвитой поверхностью (количество элементов развитости – 4) имеет резьбу и поднутрение. Следовательно, деталь следует отнести к подгруппе «г» 5-ой группы сложности.
Факторы, учитывающие при нормировании расхода ПМ влияние процесса труда, систематизированы согласно рис. 1.22 в трех вторичных группах, объединяющих характеристики предметов, средств и организации труда.
Характеристики предметов труда отражают влияние свойств сырья и ПМ на различных стадиях переработки выбранным технологическим способом на потери и отходы в составе нормы расхода. Так, существенно отличаются потери массы ПМ при их подсушке (полистирола – в среднем 0,2 %, полиамида – 0,8 %), подготовке к прессованию (фенопластов – в среднем 2,6 %, феностекловолокнитов – 5,1 %), при непосредственной переработке в результате выделения летучих продуктов (полистирола – в среднем 0,5 %, сополимеров стирола – 0,9 %, фенопластов – 1,8 %, феноволокнитов – 2,7 %) /1/.
Кроме того, вид ПМ влияет на количество отходов в процессе переработки и на дальнейшее их использование. Например, значительную часть отходов термопластов в виде литников и брака используют для производства той же или аналогичной продукции, что позволяет учитывать только технологические потери, соответственно снижая норму расхода ПМ. Однако для различных термопластов такая возможность реализуема в неодинаковой мере. Наиболее полно решена проблема переработки отходов полиэтилена, большинства марок полистирола и сополимеров стирола, полиамидов, полипропилена.
При переработке реактопластов отходы используются в наименьшей мере. В количествах до 5 – 8 % их иногда добавляют к первичному ПМ или применяют в производстве продукции строительного назначения (плиты, блоки и т.п.).
Таким образом, зависимость норм расхода от вида ПМ обусловлена комплексом химических, физических, механических и технологических свойств. Химические свойства обусловливают механизм реакций, сопровождающих переработку ПМ и старение под действием атмосферных условий. Физические свойства обусловливают отходы и потери по причинам хрупкости, водопоглощения, теплового расширения, реологического несовершенства и др. Механические свойства – по причинам различной деформируемости компонентов ПМ, абразивного износа, низкой контактной прочности и др. Технологические свойства – по причинам текучести, скоростей кристаллизации, отверждения или отвердевания, усадки, разброса гранулометрического состава и ряда других проявлений. Нестабильность всех этих свойств и недостаточная их оценка обусловливают сложность управления ТП переработки ПМ в изделия, увеличение технологического брака, непроизводительных потерь и, следовательно, норм расхода сырья и ПМ.
Факторы, обусловленные влиянием средств труда на нормы расхода ПМ, зависят от морального и физического износа оборудования и технологической оснастки, которыми оснащен ТП переработки ПМ в изделия /1/. Наиболее совершенное оборудование позволяет осуществлять ТП при оптимальных режимах с минимальным разбросом технологических параметров, обеспечивать надежность в работе, имея максимальные межремонтные сроки эксплуатации. Например, затраты времени на ремонт литьевых машин ТП-63, ТП-125, ТП-160/250, ТП-250/500 составляют 14,6 – 21,1 % общего рабочего времени, а машин серии Д, Куаси – 4,9-6,5 %, то есть при переработке пластмасс на морально устаревшем оборудовании в 2-4 раза больше простои оборудования и, следовательно, больше потери, брак, нормы расхода. Статистика показывает, что потери пластмасс при переработке на морально устаревшем оборудовании на 31 % выше потерь на прогрессивном оборудовании.
В то же время статистика влияния физического износа оборудования, например, прессового, констатирует увеличение норм расхода ПМ более чем на 20 %, если срок службы оборудования превышает сверхнормативный (более 12 лет). И хотя эти данные не являются универсальными для существующего оборудования, они показывают общую тенденцию и порядок изменения норм расхода ПМ.
Среди различных видов технологической оснастки наибольшее влияние на расход ПМ оказывают формующие инструменты (пресс-формы, литьевые формы, оправки, калибрующие головки). Влияние физического износа формующих инструментов определяется более определенно, завися от эксплуатационного изменения размерной точности оформляющих поверхностей, первоначально заданной системой допусков.
Влияние морального износа, проявляющегося в несовершенстве конструкции формующих инструментов, более неоднозначно. Например, пресс-формы классифицируют по роду крепления или характеру эксплуатации (стационарные и съемные), способу замыкания (открытые, закрытые, полузакрытые), числу гнезд (малогнездные и многогнездные, которые в свою очередь делятся на формы с общей и индивидуальной загрузочными камерами), способу извлечения изделий, положению плоскости разъема, способу изготовления изделий и другим признакам. От сочетания этих признаков зависит точность изготовления конструкции пресс-форм, надежность извлечения изделий, скорость физического износа, ремонтопригодность, от которых зависит количество бракуемой продукции, а значит и величина норм расхода пластмасс.
Среди названных отличительных признаков формующих инструментов особое значение имеет гнездность. Практика показывает, что с увеличением числа гнезд растет число и протяженность литников, снижается точность изготовления спрягаемых частей форм и ускоряется их физический износ. Например, для изготовления 1 т деталей в 37-гнездной пресс-форме требуется ПМ на 1000 кг больше, чем при изготовлении в 19-гнездной пресс-форме.
Факторы, обусловленные организацией труда, включая проектирование, реализацию и управление ТП, зависят от типа производства (см. раздел 1.2.3), программы выпуска продукции, вида ТП, степени механизации и автоматизации всех стадий выполнения ТП, вида технического контроля качества продукции, концентрации и специализации производства, организации рабочих мест. Кроме того, важную роль в снижении норм расхода ПМ играет организация учета, сортировки, паспортизации и переработки отходов ПМ, а при транспортировке и хранении ПМ соблюдение соответствующих производственных регламентов. Например, только неритмичность поставок сырья способна вызвать рост потерь перерабатываемых пластмасс вследствие вынужденных остановок, очистки и повторных запусков оборудования, выхода на заданный технологический режим.
Таким образом, многообразие факторов, влияющих на величину Нр, делает невозможным их персональный учет в каждом конкретном случае. Выход для инженерной практики нормирования расхода ПМ находят в применении расчетного метода определения по формуле простейшего вида:
Нр = Кр Ро, (4)
где Кр – безразмерный среднестатистический коэффициент, учитывающий влияние совокупности факторов в каждом конкретном случае переработки ПМ в изделие.
Следовательно, задача сводится к созданию оперативной методики определения коэффициента Кр. Для этого в настоящее время предлагается использовать методику, основанную на функциональной зависимости Кр всего от трех переменных факторов – способа производства, вида ПМ и массы изделия.
Дата публикования: 2014-10-25; Прочитано: 1587 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
