 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Микропроцессорные системы управления технологическими процессами сборки и монтажа
|
|
В последнее время микропроцессорное управление широко используется в области автоматизации технологических процессов изготовления электрорадиоэлементов, для управления технологическими операциями (например, термообработкой, нанесением защитных покрытий), а также технологическими установками и др. По сравнению с существующими регуляторами микропроцессорные системы обладают компактностью и надежностью, а также лучшими точностью и гибкостью.
Основой микропроцессорной системы является программно-управляемое устройство, осуществляющее прием, обработку и выдачу цифровой информации и построенное на одной или нескольких микросхемах. Такое управляемое устройство называется микропроцессором (рис. 5.7).
 При управлении технологическим оборудованием в системе программного управления реализуются следующие функции:
При управлении технологическим оборудованием в системе программного управления реализуются следующие функции:
загрузка программы обработки детали;
корректировка и хранение программы обработки деталей;
подготовка данных для вывода на технологическое оборудование;
1) вывод определенной части информации на технологическое оборудование по мере обработки;
2) анализ состояния технологического оборудования и формирование соответствующих признаков;
3) контроль и учет состояния органов управления, а также управление режимом работы технологического оборудования.
Техническая реализация микропроцессорной системы управления показана в виде схемы на рис. 5.8.
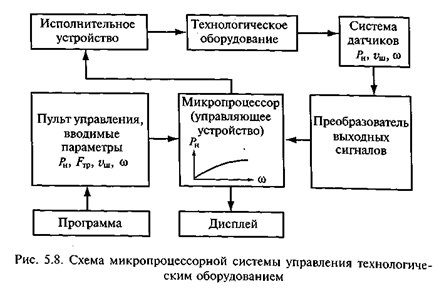
Система включает в себя:
измерительный комплекс — датчики режима работы оборудования;
преобразователь, преобразующий непрерывные сигналы с выходов датчиков;
микропроцессор, формирующий управляющую последовательность;
исполнительное устройство (электромеханизмы и т.п.);
пульт управления и дисплей.
В качестве примера рассмотрим, как осуществляется работа намоточного станка для изготовления катушек индуктивности с встроенной микропроцессорной системой управления. Известно, что при намотке катушек натяжение проволоки является одним из основных технологических факторов, определяющих скоростные режимы работы намоточного станка, электрические параметры обмотки, а также качество укладки витков. Большое значение имеет выдерживание оптимального натяжения в течение всего процесса наматывания.
Усилие натяжения Ри зависит от скорости вращения шпинделя станка (каркаса катушки) уш и связанного с ним углового ускорения каркаса 8, а также от работы натяжного устройства (силы трения 7vp) и скорости вращения катушки, отдающей проволоку (ускорения линейного перемещения провода со).
Задача микропроцессорной системы управления работой намоточного станка, схема которой приведена на рис. 5.9, заключается в основном в поддержании оптимального усилия натяжения проволоки Рн.
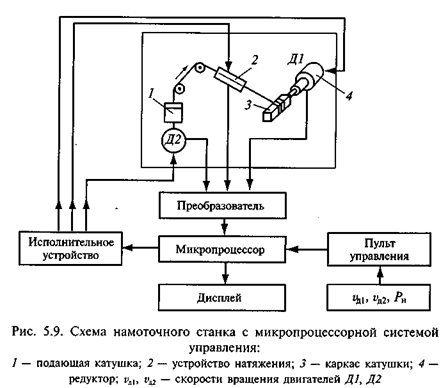 Проволока, сматываемая с подающей катушки 1, проходит через систему промежуточных роликов и входит в устройство натяжения 2. Это устройство может регулировать натяжение проволоки в пределах 2... 5 Н. Каркас катушки }, закрепленной на шпинделе, вращается на валу редуктора 4. Управление работой станка осуществляется следующим образом. При нарушении режима работы станка сигналы с датчиков, электрически связанных с электродвигателями Д1 и Д2, а также с датчика устройства натяжения проволоки подаются в блок-преобразователь и далее — в микропроцессор. Из микропроцессора, в котором предварительно была заложена оптимальная программа режима работы станка, выходящие сигналы управления подаются на исполнительные устройства — электродвигатели Д1 и Д2, а также на электронный блок, регулирующий работу натяжного устройства. Микропроцессор постоянно контролирует основные параметры работы намоточного станка. При малейшем сбое одного из параметров микропроцессор моментально вносит поправку в работу намоточного станка. Поправка рассчитывается на основе заложенной в микропроцессор программы и входящих сигналов от датчиков.
Проволока, сматываемая с подающей катушки 1, проходит через систему промежуточных роликов и входит в устройство натяжения 2. Это устройство может регулировать натяжение проволоки в пределах 2... 5 Н. Каркас катушки }, закрепленной на шпинделе, вращается на валу редуктора 4. Управление работой станка осуществляется следующим образом. При нарушении режима работы станка сигналы с датчиков, электрически связанных с электродвигателями Д1 и Д2, а также с датчика устройства натяжения проволоки подаются в блок-преобразователь и далее — в микропроцессор. Из микропроцессора, в котором предварительно была заложена оптимальная программа режима работы станка, выходящие сигналы управления подаются на исполнительные устройства — электродвигатели Д1 и Д2, а также на электронный блок, регулирующий работу натяжного устройства. Микропроцессор постоянно контролирует основные параметры работы намоточного станка. При малейшем сбое одного из параметров микропроцессор моментально вносит поправку в работу намоточного станка. Поправка рассчитывается на основе заложенной в микропроцессор программы и входящих сигналов от датчиков.
Дата публикования: 2014-10-25; Прочитано: 4071 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
