 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Роботизация технологических процессов сборки и монтажа радиоэлектронной аппаратуры
|
|
Промышленным роботом называется программируемая автоматическая машина, применяемая в технологическом процессе для выполнения двигательных функций, свойственных функциям человека при перемещении предметов производства.
Отличительным признаком промышленного робота от различных механизмов является наличие одного или нескольких манипуляторов.
Манипулятор представляет собой многозвенный механизм, оснащенный приводами и рабочим органом (устройством захвата), с помощью которого осуществляется захват детали и ее перемещение от одного рабочего места к другому. Манипулятор может иметь от трех до девяти степеней подвижности, что в значительной степени определяет технические возможности промышленного робота.
Число степеней подвижности — это совокупность числа степеней свободы кинематической цепи манипулятора промышленного робота относительно базовой системы координат и числа степеней свободы устройства передвижения.
Степень подвижности может быть переносной и ориентирующей.
Переносная степень подвижности используется при перемещении рабочего органа в рабочей зоне, а ориентирующая — при ориентировании рабочего органа в рабочей зоне относительно базовой системы координат.
Пространство, в котором может находиться рабочий орган манипулятора промышленного робота при неподвижном положении устройства передвижения, называется рабочей зоной. У современных роботов она составляет от 1,0 до Юм3.
Для перемещения манипулятора и его основания применяется привод, который может быть гидравлическим, пневматическим и электрическим. К достоинствам гидропривода относятся плавное регулирование скорости, быстродействие и высокая точность отработки заданного движения, а к недостаткам — зависимость характеристик привода от температуры рабочей жидкости, относительно высокая стоимость привода и сложность эксплуатации.
Кроме того, широко применяются пневмоприводы, достоинствами которых являются простота конструкции, низкая стоимость и возможность работы в местах с повышенными требованиями к пожарной безопасности. К недостаткам пневмопривода можно отнести необходимость использования дополнительного оборудования для достижения плавности и точности движения манипулятора.
В последнее время находит все более широкое применение электропривод, отличающийся простотой подвода электрической энергии, высокой надежностью и большим ресурсом работы.
 Конструктивно промышленный робот состоит из следующих основных частей (рис. 5.1): управляющего устройства /, устройства передвижения 2, манипулятора 3, измерительного устрой
Конструктивно промышленный робот состоит из следующих основных частей (рис. 5.1): управляющего устройства /, устройства передвижения 2, манипулятора 3, измерительного устрой
ства и устройства внешних связей 4, которые размещены в основании робота. Манипулятор и устройство передвижения представляют собой объект управления для управляющего устройства.
В управляющее устройство входят пульт управления ПУ, запоминающее устройство ЗУ, вычислительное устройство ВУ и блок управления приводами БУП. С помощью ПУ осуществляются ввод и контроль задания. ЗУ предназначено для храненения программы работы и другой информации, ВУ — для реализации алгоритма управления роботом, а БУП — для управления приводами манипулятора и устройства передвижения. Управляющее устройство может быть расположено отдельно от самого робота или встроено в его корпус.
Составление упорядоченной последовательности действий робота (программы) для его системы управления начинается при первом выполнении роботом нового цикла движений. Введение программы осуществляется с помощью электронного устройства, управляющего приводами манипулятора, или ручного управления манипулятором по всему пути его перемещения. Запоминающее устройство системы управления фиксирует все движения робота, крайние и промежуточные положения рабочих органов манипулятора, после чего робот автоматически воспроизводит записанную программу необходимое число раз.
Промышленные роботы имеют два режима работы:
1) программирования, при котором в ЗУ заносится программа функционирования робота;
2) выполнения технологической операции.
Применение промышленных роботов в ГПК позволяет:
резко повысить производительность труда;
сократить численность работающих;
повысить коэффициент использования обрабатывающего оборудования за счет устранения потерь времени по организационно-техническим причинам;
улучшить условия труда;
обеспечить безопасность труда;
повысить качество продукции путем стабилизации параметров технологического процесса;
обеспечить гибкость производственного процесса.
При осуществлении монтажно-сборочных и отрабатывающих процессов с помощью робота выполняются следующие операции:
загрузка — выгрузка деталей (заготовок) из ориентирующей тары, магазина-накопителя;
установка — снятие детали (заготовки) непосредственно с технологического оборудования (линии, станка и т.д.);
транспортирование между магазином-накопителем и обрабатывающим оборудованием;
транспортирование между магазином-накопителем и автоматизированным складом;
смена инструмента в процессе обработки;
смена инструмента до и после выполнения операции.
Необходимость применения роботов и сфера их работы определяются с учетом специфики производства (вредные условия труда, обработка специальных материалов и др.), характера перемещения деталей (непрерывный, прерывный), цикличности операций технологического процесса, характеристик стружки и методов ее удаления, состава основного и вспомогательного оборудования, организации межстаночного транспортирования и др.
Возможность использования роботов при механической обработке определяется:
1) однородностью формы и расположения базовых поверхностей детали для ориентирования и захвата роботом;
2) технологичностью конструкции деталей, которая прежде всего обеспечивает возможность ориентирования детали в каждой исходной позиции для ее захвата роботом, а также наличием базовых поверхностей для ее надежного удержания охватом при транспортировании на протяжении всего технологического процесса (с учетом изменения размеров);
3) обеспечением надежности захвата, транспортирования и удержания деталей охватом;
4) наличием базовых поверхностей деталей, позволяющих транспортировать и складировать их в ориентированном положении;
5) возможностью свободного доступа в зону обслуживания для
осуществления ремонта и технического обслуживания.
Оптимальным решением по использованию степеней подвижности робота является модульная конструкция роботов.
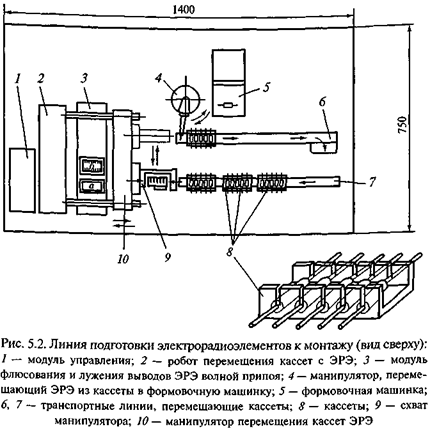 В качестве примера рассмотрим линию подготовки электрорадиоэлементов к монтажу, состоящую из пяти модулей (рис. 5.2): модуля управления 1, робота перемещения кассет 2, модуля 3 флюсования и лужения выводов ЭРЭ, манипулятора 4 и формовочной машинки 5.
В качестве примера рассмотрим линию подготовки электрорадиоэлементов к монтажу, состоящую из пяти модулей (рис. 5.2): модуля управления 1, робота перемещения кассет 2, модуля 3 флюсования и лужения выводов ЭРЭ, манипулятора 4 и формовочной машинки 5.
Линия работает следующим образом. В каждую транспортную кассету 8 устанавливается определенное количество ЭРЭ с осевыми проволочными выводами. Оператор устанавливает кассеты на
транспортную линию, которая перемещает их по направлению к модулю флюсования и лужения.Дойдя до конца линии 7, кассета останавливается. Робот перемещения кассет 2 захватывает кассету с помощью схвата 9 и разворачивает ее на 90°. После этого манипулятор 10 перемещает кассету к ванне флюсования а. Схват 9 с кассетой останавливается точно над ванной флюсования, после чего быстро опускается вниз, флюсуя выводы ЭРЭ сначала с одной стороны, а потом — с другой. Затем манипулятор с кассетой перемещается к волне припоя б и после короткой остановки опускается вниз, погружая выводы ЭРЭ в припой. Далее производятся подъем кассеты, очередной поворот ее, но уже на 180°, и вновь лужение выводов ЭРЭ. После лужения всех выводов манипулятор 10 ставит кассету на транспортную линию, и кассета начинает двигаться к манипулятору 4. Дойдя до него, кассета останавливается, а манипулятор 4 начинает быстро извлекать ЭРЭ из кассеты, перемещать их и устанавливать на рабочие части формовочной машинки 5, которая производит формовку выводов ЭРЭ. Отформованные ЭРЭ падают в магазин-накопитель. Производительность линии составляет примерно 1600 шт. ЭРЭ в час. Работа линии осуществляется с помощью устройства управления, размещенного в модуле управления 1. Линия может работать как в ручном, так и в автоматическом режимах.
Для автоматизации штамповочных процессов при изготовлении деталей в серийном производстве используется роботизированная штамповочная линия. В состав линии (рис. 5.3) входят пресс КД2118А, специальный пневмопресс с пневмоцилиндром ПЦВС-200, манипулятор МП-9С с двумя вакуумными схватами, система управления ЭЦПУ-6030 с модернизированным пневмокана-лом и электрошкаф.
 Линия работает следующим образом. Вырубленные заготовки вручную стапелируются на специальной оправке в пакеты, которые затем подвергаются технологической осевой осадке и обжатию на пневмопрессе. Подготовленные к работе пакеты устанавливают в приемное кассетно-магазинное устройство линии и помещают в зону действия схвата манипулятора, который переносит заготовки в рабочую зону штампа первой гибки.
Линия работает следующим образом. Вырубленные заготовки вручную стапелируются на специальной оправке в пакеты, которые затем подвергаются технологической осевой осадке и обжатию на пневмопрессе. Подготовленные к работе пакеты устанавливают в приемное кассетно-магазинное устройство линии и помещают в зону действия схвата манипулятора, который переносит заготовки в рабочую зону штампа первой гибки.
Далее на холостом ходу жесткие вакуумные схваты манипуляторов переносят предварительно отштампованные заготовки в рабочую зону штампа второй гибки, которая осуществляется на специальных пневмопрессах. Готовые детали удаляются из рабочей зоны пневмосдувом. Контроль положения заготовок осуществляется датчиками. Линия работает в устойчивом технологическом режиме.
Дата публикования: 2014-10-25; Прочитано: 5128 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
