 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Технологическая документация, применяемая при сборке РЭА и приборов
|
|
При проектировании технологического процесса сборки РЭА и приборов необходимо следующее:
определить сборочный состав изделия;
обосновать организационные формы сборки;
произвести различные расчеты, связанные с технико-экономическим обоснованием выбранного варианта технологического процесса сборки (расчеты режимов сборочных и других работ, размеров партий, количества и загрузки рабочих мест, норм времени и выработки; расчеты, связанные с точностью сборочных работ, расходом материалов, и т.д.);
установить последовательность сборочных и контрольных операций;
установить необходимое количество технологического оснащения и оборудования;
оформить проект технологического процесса сборки в виде установленного комплекта технологических документов, состоящего из основных и вспомогательных документов.
Основные технологические документы подразделяются на документы общего и специального назначения.
Документы общего назначения применяются независимо от технологических методов изготовления или ремонта изделия и включают в себя:
титульный лист (ТЛ);
карту эскизов (КЭ);
технологическую инструкцию (ТИ) с описанием технологических процессов, методов и приемов, повторяющихся при изготовлении или ремонте изделий;
правила эксплуатации технологической оснастки, применяющейся для сокращения объема разрабатываемой технологической документации.
Выбор документов специального назначения производится в зависимости от типа и вида производства, а также технологических методов изготовления или ремонта изделия.
К основным технологическим документам специального назначения относятся:
маршрутная карта;
карта технологического процесса;
операционная карта;
карта типового технологического процесса (КТТП);
карта типовой операции и др. (ГОСТ 3.1103—82).
К вспомогательным документам специального назначения относятся:
карта учета обозначений, карта применяемости оснастки, технологический паспорт и др.
Маршрутная карта (МК) содержит описание маршрута технологического процесса изготовления изделия. Кроме того, дополнительно в нее может входить перечень полного состава технологических операций с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах. Маршрутная карта применяется в мелкосерийном и серийном производстве. Наименование операции в зависимости от степени детализации технологического процесса может быть кратким, состоящим из одного слова, соответствующего характеру операции (сборочная, монтажная, регулировочная и др.), или полным. Повторяющиеся наименования операций нумеруются по порядку римскими цифрами (сборочная I, сборочная II и т.д.). При операционном описании технологического процесса операции обозначаются двузначными числами по порядку их выполнения (10, 20, 30 и т.д.), переходы каждой операции обозначаются также двузначными числами по порядку их выполнения (01, 02, 03 и т.д.).
Карта технологического процесса (КТП) содержит операционное описание технологического процесса изготовления или ремонта изделия в технологической последовательности по всем операциям с указанием переходов, технологических режимов, технологической оснастки, материальных и трудовых затрат.
Карта типового (группового) технологического процесса содержит описание типового (группового) технологического процесса изготовления или ремонта изделий. Применяется совместно с ведомостью деталей к типовому (групповому) технологическому процессу (ВТП) или операции (ВТО), где указаны состав деталей, изготовляемых по типовому технологическому процессу, и переменные данные о материале, оснастке, режимах обработки и трудозатратах.
В операционной карте (ОК) дается описание технологических операций с указанием последовательности выполнения переходов, а также приводятся данные об оснастке, режимах и трудовых затратах. Карта снабжается эскизами операций, а иногда эскизами по переходам. Аналогичным документом для типовой (групповой) операции является карта типовой (групповой) операции (КТО).
При сборке сложных приборов рекомендуется технологические эскизы помещать на отдельном листе с необходимыми указаниями и надписями. Иногда эскизы заменяют операционно-тех-нологическую карту. На эскизе дается изображение сборочной единицы в том виде, в каком она получается после выполнения операции, с указанием только тех технических требований, которые необходимы для выполнения операции.
Ведомость материалов (ВМ) содержит данные о подетальных нормах расхода материала и о заготовках.
Основные термины и определения, используемые при разработке технологических процессов, должны соответствовать ГОСТ 3.1109-82.
Разработка технологического процесса сборки начинается с разработки маршрутной карты, выполняемой технологом сборочного цеха, за которым закреплена сборка сборочных единиц и изделия в целом. После согласования маршрутной карты разрабатывается технологический процесс сборки и электромонтажа радиоэлектронного прибора, который в дальнейшем является законом для исполнителей и проводится в соответствии с технической документацией.
Выполнение операций на специальном технологическом оборудовании производится в соответствии с производственной инструкцией. Согласно производственным инструкциям проводятся также входной контроль всех радиоэлементов и комплектующих деталей, поступающих от поставщиков, контроль и проверка монтажа прибора, блока (при внешнем осмотре) и выявление несоответствия механических и электрических характеристик ТУ и т. д.
ГОСТ 2.102—68 включает в себя следующие виды конструкторской документации: чертежи детали (сборочные, габаритные и др.); схемы; спецификацию; ведомости спецификаций, покупных изделий, согласования применения покупных изделий и др.; пояснительную записку; технические условия; программу и методику испытаний; таблицы; расчеты; эксплуатационные и ремонтные документы; инструкции.
Основной конструкторский документ изделия полностью и однозначно определяет данное изделие и его состав. Основным конструкторским документом для детали является ее чертеж, для сборочной единицы, комплексов и комплектов — спецификация.
Чертеж детали представляет собой документ, в котором дается наглядное изображение детали и приводятся данные, необходимые для ее изготовления и контроля. Правила выполнения чертежей изделия регламентируются ГОСТ 2.109—73. Изображения изделий на чертежах выполняются в определенном масштабе по методу прямоугольного проецирования. На рабочем чертеже изделия указываются размеры, предельные отклонения, шероховатость и другие данные. На каждое изделие выполняется отдельный чертеж. Для группы изделий, имеющих общие конструктивные признаки, выполняется групповой чертеж с занесением размеров каждого изделия в таблицу. Название чертежа включает в себя наименование изделия, которое записывается в именительном падеже единственного числа, при этом на первом месте помещается имя существительное (например, «колесо червячное»). Пример чертежа детали приведен на рис. 4.1.

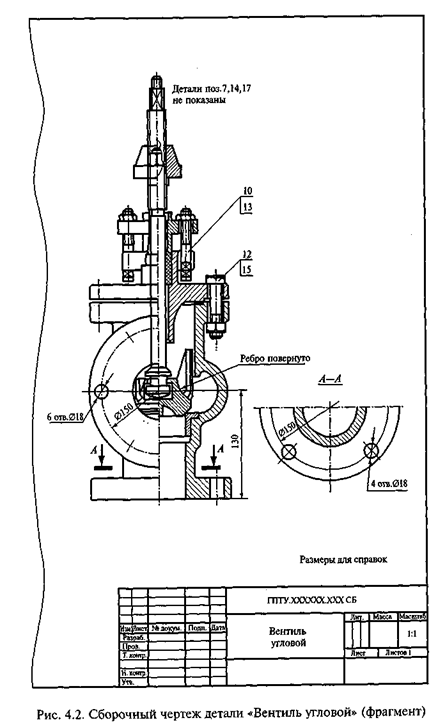
Сборочный чертеж — это документ, в котором дается изображение сборочной единицы и приводятся данные, необходимые для ее сборки (изготовления) и контроля. В сборочном чертеже указываются расположение и взаимная связь составных частей, соединяемых по данному чертежу. В нем приводятся следующие данные: размеры, предельные отклонения, а также другие параметры и требования, которые должны быть выполнены или проконтролированы по данному сборочному чертежу; указания о характере сопряжения и методах его осуществления, о выполнении неразъемных соединений (сварных, паяных и др.); номера позиций составных частей, входящих в изделие; габаритные размеры изделия; установочные, присоединительные и другие необходимые справочные размеры; техническая характеристика изделия (при необходимости). Сборочный чертеж выполняется, как правило, с упрощениями, соответствующими требованиям стандартов ЕСКД (например, не показываются фаски, накатки и другие мелкие элементы, зазоры между стержнем и отверстием). На сборочном чертеже все составные части сборочной единицы нумеруются в соответствии с номерами позиций, указанными в спецификации этой сборочной единицы. Номера позиций наносятся на полках линий-выносок, проводимых от изображений составных частей. Пример сборочного чертежа представлен на рис. 4.2.
 Спецификация представляет собой документ, определяющий состав сборочной единицы, комплекса или комплекта. Спецификация (ГОСТ 2.108—68) составляется на отдельных листах на каждую сборочную единицу, комплекс или комплект. В ней дается перечень составных частей, входящих в специфицируемое изделие, а также приводятся конструкторские документы, относящиеся к этому изделию и к его неспецифицируемым составным частям. В общем случае спецификация состоит из разделов, которые располагаются в такой последовательности: документация, комплексы, сборочные единицы, детали, стандартные изделия, прочие изделия, материалы, комплекты. Наименование каждого раздела указывается в виде заголовка в графе «Наименование» и подчеркивается. В раздел «Стандартные изделия» входят изделия, применяемые согласно государственным, республиканским и отраслевым стандартам и стандартам предприятия (для изделий вспомогательного производства). Запись в пределах каждой категории стандартов производится по группам изделий, объединенных по их функциональному назначению (например, подшипники, крепежные изделия и т.п.), в пределах каждой группы — в алфавитном порядке наименований изделий, в пределах каждого обозначения стандарта — в порядке возрастания основных параметров или размеров изделия. В разделе «Прочие изделия» записываются изделия, применяемые в соответствии с техническими условиями. Запись изделий производится по однородным группам.
Спецификация представляет собой документ, определяющий состав сборочной единицы, комплекса или комплекта. Спецификация (ГОСТ 2.108—68) составляется на отдельных листах на каждую сборочную единицу, комплекс или комплект. В ней дается перечень составных частей, входящих в специфицируемое изделие, а также приводятся конструкторские документы, относящиеся к этому изделию и к его неспецифицируемым составным частям. В общем случае спецификация состоит из разделов, которые располагаются в такой последовательности: документация, комплексы, сборочные единицы, детали, стандартные изделия, прочие изделия, материалы, комплекты. Наименование каждого раздела указывается в виде заголовка в графе «Наименование» и подчеркивается. В раздел «Стандартные изделия» входят изделия, применяемые согласно государственным, республиканским и отраслевым стандартам и стандартам предприятия (для изделий вспомогательного производства). Запись в пределах каждой категории стандартов производится по группам изделий, объединенных по их функциональному назначению (например, подшипники, крепежные изделия и т.п.), в пределах каждой группы — в алфавитном порядке наименований изделий, в пределах каждого обозначения стандарта — в порядке возрастания основных параметров или размеров изделия. В разделе «Прочие изделия» записываются изделия, применяемые в соответствии с техническими условиями. Запись изделий производится по однородным группам.
Схема — это конструкторский документ, на котором показаны в виде условных изображений или обозначений составные части изделия и связи между ними. Согласно ГОСТ 2.701—84 схемы в зависимости от видов элементов и связей, входящих в состав изделия, подразделяются на пять видов: электрические (Э); гидравлические (Г); пневматические (П); кинематические (К); оптические (О).
В скобках указывается обозначение вида схемы. Для изделия, в состав которого входят элементы разных видов, разрабатываются несколько схем соответствующих видов одного типа. Согласно требованиям ГОСТа существует семь типов схем: структурные (1); функциональные (2); принципиальные (3); монтажные (4); подключения (5); общие (6); расположения (7).
Допускается также разработка схем прочих типов (8) и объединенных (о) — схем двух типов на одном конструкторском документе. В случае совмещения схем, например принципиальной и соединений, подключения и соединений, совмещенной схеме присваивается наименование схемы, тип которой имеет наименьший порядковый номер.
Наименование схемы, входящей в состав конструкторской документации изделий, определяется ее видом и типом. Например, схема электрическая монтажная имеет чертежный номер Э4.
Дата публикования: 2014-10-25; Прочитано: 10717 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
