 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Применение гибких переналаживающих комплексов в монтажных операциях
|
|
Основные понятия и определения гибких производственных систем (ГПС) определяются ГОСТ 26 228—84.
Гибкий производственный модуль (ГПМ) — гибкая производственная система, представляющая собой единицу технологического оборудования, оснащенная автоматизированным устройством программного управления и средствами автоматизации технологического процесса, автономно функционирующая, осуществляющая многократные циклы и имеющая возможность встраивания в систему более высокого уровня.
Гибкая автоматизированная линия (ГАЛ) — гибкая производственная система, состоящая из нескольких гибких производственных модулей, объединенных автоматизированной системой управления, в которой технологическое оборудование расположено в принятой последовательности технологических операций.
Гибкий производственный комплекс (ГПК) — гибкая производственная система, состоящая из нескольких гибких производственных модулей, объединенных автоматизированной транспортной системой, автономно функционирующей в течение заданного интервала времени, и имеющая возможность встраивания в систему более высокой степени автоматизации.
Гибкие производственные системы лежат в основе следующих форм организации технологических процессов: автоматических линий, поточных линий различного вида и серийных участков.
Отличие всех форм организации производственных процессов на базе ГПС состоит в более высоких уровне автоматизации и степени гибкости.
Для автоматических линий на базе станков с ЧПУ характерна возможность обработки групп деталей за счет гибкости технологического оборудования при автоматизации основных и обслуживающих операций, а также операций управления производственным процессом.
Поточные линии, главным образом групповые, обладая всеми признаками поточного производства, имеют высокий уровень автоматизации основных, обслуживающих и управленческих операций.
Серийные участки могут иметь различную степень автоматизации и укрупненно могут быть разделены на автоматизированные и комплексно-автоматизированные участки.
Гибкость систем заключается:
а) в быстрой переналадке производства на выпуск новых изделий;
б) в возможности быстрой перестройки производственного процесса при изменении объема выпуска изделий и при замене одного выпускаемого изделия на другое;
в) в применении микропроцессорной техники, позволяющей оперативно управлять производственным процессом.
Степень гибкости систем определяется в каждом конкретном случае в зависимости от типа и конструктивно-технологических характеристик (параметров) изделий, а также технических характеристик оборудования.
Основой построения ГПК служит принцип модульности, в соответствии с которым ГПК компонуется из отдельных типовых технологических модулей различного типа и назначения. Технологические модули ГПК разрабатываются с таким расчетом, чтобы они могли использоваться как автономно, так и в составе ГПК.
Автоматизация основных и вспомогательных операций в этом случае осуществляется за счет использования быстропереналаживае-мого оборудования с программным управлением и робототехнологических комплексов (РТК) — типовых модулей ГПК.
Технологические модули создаются на базе высокопроизводительного, специализированного технологического оборудования и технологической оснастки.
Как правило, типовой ГПК, предназначенный для сборки и монтажа печатных узлов, может включать в себя следующие технологические модули:
подготовки дискретных ЭРЭ;
подготовки ИС;
программируемой сборки печатных плат с ЭРЭ и ИС;
 программируемой сборки печатных плат с ИС;
программируемой сборки печатных плат с ИС;
пайки (установка пайки волной припоя) электромонтажных соединений;
сборки и пайки ИС;
промывки печатных узлов;
контроля печатных узлов;
влагозащиты печатных узлов.
Применение ГПК в мелкосерийном и серийном производстве уже сейчас позволяет повысить производительность труда при сборке печатных узлов в 10... 12 раз, высвободить значительное число монтажников, повысить коэффициент загрузки оборудования.
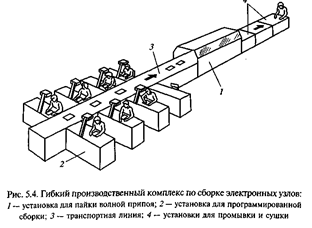
В качестве примера на рис. 5.4 представлен гибкий производственный комплекс для сборки электронных узлов (субблоков), в состав которого входят семь установок для программированной сборки печатных узлов, установка для пайки волной припоя, транспортная линия, а также установки для промывки и сушки печатных узлов.
 Установка для программированной сборки (рис. 5.5) предназначена для точной установки навесных электрорадиоэлементов и интегральных микросхем по заданной программе с применением метода световой индикации мест постановки ЭРЭ на плате. Установка осуществляет автоматическую подачу ячейки с ЭРЭ под монтажное окно или световую индикацию номера кассеты с ИС, а также дает информацию о варианте постановки ЭРЭ на плату. Производительность установки ЭРЭ или ИС на плату составляет 500...600 шт. в час. Количество внутренних ячеек с ЭРЭ (тары) — около 60 шт., количество внешних ячеек с ИС — около 10 шт. Система управления установкой — микропроцессорная.
Установка для программированной сборки (рис. 5.5) предназначена для точной установки навесных электрорадиоэлементов и интегральных микросхем по заданной программе с применением метода световой индикации мест постановки ЭРЭ на плате. Установка осуществляет автоматическую подачу ячейки с ЭРЭ под монтажное окно или световую индикацию номера кассеты с ИС, а также дает информацию о варианте постановки ЭРЭ на плату. Производительность установки ЭРЭ или ИС на плату составляет 500...600 шт. в час. Количество внутренних ячеек с ЭРЭ (тары) — около 60 шт., количество внешних ячеек с ИС — около 10 шт. Система управления установкой — микропроцессорная.
Установка работает следующим образом. Сборщик устанавливает кассету с печатной платой на столешнице / и нажимает кнопку. Согласно заданной программе в монтажном окне столешницы немедленно появляется ячейка (тара) 7 с нужным ЭРЭ. Сборщик берет один ЭРЭ и устанавливает его на плату в то место, которое отмечено световым лучом, падающим сверху из проекционно-оптической трубы 3. Затем сборщик снова нажимает кнопку, при этом луч перемещается на другое место платы, а в монтажном окне появляется ячейка с другим ЭРЭ. Программа вывода луча на плату составлена таким образом, что каждый раз луч точно останавливается между двумя отверстиями на плате, в которые и вводятся сборщиком выводные концы ЭРЭ. В случае, когда в монтажном окне не появляется ячейка с ЭРЭ, включается звуковая сигнализация и одновременно загорается лампочка на кассете, в которой находится ИС, подлежащая установке на плату. Сборщик извлекает ИС из кассеты и устанавливает ее на плату в то место, куда направлен световой луч.
После того как все ЭРЭ установлены на плате, сборщик снимает кассету с платой и устанавливает ее на транспортную систему ГПК, по которой она сначала поступает на установку для пайки волной припоя, где запаиваются все электромонтажные соединения, а затем на установки для промывки и сушки.
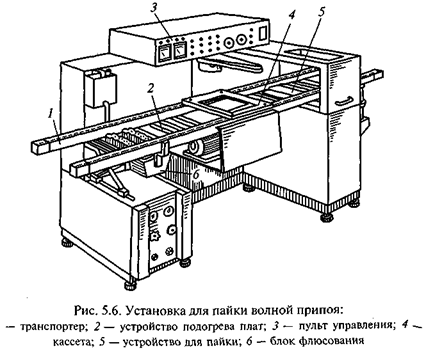
Установка для пайки волной припоя (рис. 5.6) состоит из следующих основных узлов: транспортера, кассеты, устройства подогрева, устройства для пайки, флюсователя, пульта управления. Скорость транспортера регулируется тиристорным устройством. Агрегат подогрева печатных плат состоит из секции конвекционной сушки с горячим воздухом и секции радиационного подогрева. Количество воздуха и температура нагрева автоматически регулируются и контролируются милливольтметром. Пульт управления установки размещен в удобном для оператора месте и имеет соответствующие надписи и символы.
При эксплуатации установки ее необходимо подключать к сети сжатого воздуха давлением 390 кПа и к системе вытяжной вентиляции производительностью не менее 1200 м3/ч. Установка работает следующим образом.
Печатная плата, вставленная в кассету, перемещается по транспортной системе, последовательно проходя через пенящийся флюс, нагреватели и волну припоя. Перед работой жидкий флюс самотеком поступает в ванну для флюсования с подвешенного бачка. Сжатый воздух, проходя через влагоотделитель, регулятор давления и диффузный элемент, проникает во флюс и создает напор жидкой пены. Пена проходит вверх между прижимными щетками, образуя пенную волну.
После флюсования печатная плата проходит над нагревателем, где происходит активация флюса, способствующая интенсивному удалению оксидных пленок с поверхности платы и предотвращению дальнейшего окисления. Одновременно производятся удаление остатков растворителя флюса, подсушка платы и предварительный нагрев, что предотвращает возможность теплового удара во время процесса пайки. После предварительного нагрева печатные платы в кассете проходят через волну припоя. Зеркало припоя покрыто слоем защитной жидкости (масло ВМ), предохраняющей припой от окисления. Обслуживается установка одним человеком. После пайки печатный узел поступает на промывку, сушку и далее на лакировку для покрытия узла влагозащитным лаком.
Необходимо отметить, что скорость транспортной системы, связывающей все установки в гибкий производственный комплекс, всегда равна скорости транспортера установки для пайки волной припоя, скорость которой, в свою очередь, устанавливается в зависимости от времени пайки самых термочувствительных ЭРЭ, входящих в паяемый субблок.
Дата публикования: 2014-10-25; Прочитано: 3417 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
