 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Изготовление и укладка жгутов
|
|
Жгут представляет собой совокупность разделанных проводов и кабелей, скрепленных между собой каким-либо способом и при необходимости оснащенных элементами электрического монтажа (наконечниками, соединителями и др.).
По своему назначению жгуты подразделяются на внутриблочные и междублочные.
Внутриблочные жгуты применяются для электрического соединения отдельных узлов, блоков и электрических деталей внутри прибора, а междублочные жгуты — для электрического соединения различной радиоаппаратуры и приборов в единую систему. В зависимости от расположения узлов в корпусе жгуты могут быть плоскими или объемными.
Для защиты от воздействия окружающей среды, механических повреждений или с целью экранирования жгуты обматываются снаружи киперной, капроновой, лавсановой или поливинилхло-ридной лентой, покрываются лаком или заключаются в экранирующую оплетку.
Жгуты рекомендуется изготовлять на шаблонах до их монтажа в приборе. Концы проводов жгута маркируют соответственно сборочному чертежу и монтажной схеме. Для маркировки используют следующие способы:
1) различную расцветку изоляции проводов;
2) окраску или нумерацию поливинилхлоридных трубок, применяемых для закрепления концов изоляции (трубки нумеруют на автомате, в специальных штампах или надписывают от руки маркировочными чернилами);
3) пластмассовые бирки с условным обозначением места подсоединения, надетые на провода.
Жгуты, в которых нельзя произвести замену вышедших из строя проводов, обеспечиваются запасными проводами. Количество их берется из расчета 8... 10 % общего количества в жгуте, но не меньше двух проводов. Длина и сечение запасных проводов должны быть равны наибольшим длине и сечению проводов, имеющихся в жгуте. Длина выводов жгута должна быть достаточной для присоединения к узлам и элементам схемы прибора без натяжения; кроме того, должен иметься запас в 10... 12 мм для повторной зачистки и присоединения каждого конца провода.
Типовой технологический процесс изготовления жгута включает в себя следующие операции:
резку проводов и изоляционных трубок;
укладку проводов на шаблоне и вязку их в жгут;
заделку концов проводов жгута с одновременной их маркировкой;
контроль жгута (прозвонку);
защиту жгута изоляционной лентой;
выходной контроль (визуальный осмотр на соответствие эталону и прозвонку).
Длина заготовляемых проводов должна соответствовать размерам, указанным в технологической карте или таблице заготовок проводов. Резка проводов и экранирующих оплеток производятся на автоматах, а также с помощью монтажных или гильотинных ножниц и кусачек.
Заготовку проводов одинаковой длины и вязку их в жгут целесообразнее производить без ответвлений на специальном приспособлении (рис. 1.25), которое состоит из двух стоек, укрепленных на доске (расстояние между стойками зависит от длины заготовляемых проводов).
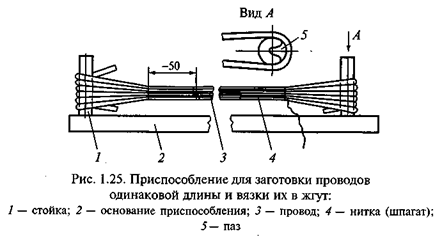
С внешних сторон у стоек имеются пазы. Сначала провод обматывается вокруг стоек, при этом количество витков провода должно составлять половину количества проводов в жгуте. Затем витки провода, располагающиеся между стойками, связывают в жгут ниткой или шпагатом. После обвязки витки провода разрезают в местах, расположенных напротив пазов в стойках.
При ручном способе заготовки проводов для жгутов длина их определяется с помощью образцов или линейки. В серийном производстве применяются специальные автоматы для мерной резки проводов на заданную длину.
Укладка проводов производится на шаблоне в определенном порядке (по схеме, нанесенной на поверхности шаблона), после чего их связывают ниткой или шпагатом в жгут. Разметка шаблона для
укладки проводов жгута производится по монтажной схеме, макету узла или прибора, в который будет установлен жгут, и монтажной таблице соединений. На размеченном шаблоне провода сначала раскладывают, а затем вяжут в жгут (рис. 1.26). В зависимости от конструкции прибора жгуты бывают плоскими или объемными.

При раскладке концы проводов обрезают по поперечным меткам, маркируют и закрепляют. Укладку проводов на шаблоне начинают с запасных и длинных рабочих проводов и заканчивают самыми короткими проводами.
Экранированные провода, входящие в жгут, обматывают киперной лентой и размещают внутри жгута либо в изоляционной трубке.
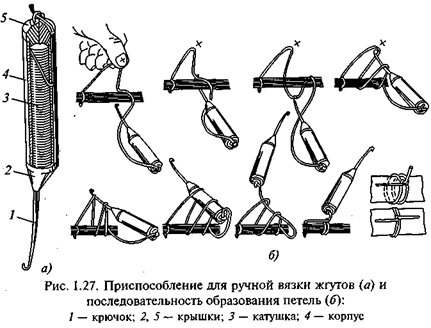
Вязка жгута должна осуществляться в одном направлении хлопчатобумажной ниткой № 00 или льняной № 9,5/5. Для ручной вязки применяется приспособление, показанное на рис. 1.27, а. В корпус 4 приспособления вставлена катушка 3 с нитками. Крышки 5 и 2 служат для центрирования катушки. В верхней крышке 5 имеется ушко для придания нитке определенного направления, а в нижней крышке крепится крючок 1.
Для облегчения сматывания нитки с катушки в корпусе выполнены прорезь и вывод для наружного конца намотанной катушки. Сначала в корпус приспособления вставляется намотанная катушка, верхний конец которой заводится в прорезь корпуса. Далее крышка закрывается и конец нитки продевается через ушко.
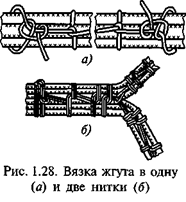 Вязка жгута производится в соответствии со схемой образования петель. На вязку одного узла требуется 0,5... 1 с. Для выполнения операции необходимо взять нитку (см. рис. 1.27, б), зацепить крючком петлю, протянуть ее под жгутом и продеть через две петли приспособление, затянув нитку. В момент затяжки узла нитку, проходящую по корпусу, необходимо прижать пальцем к его поверхности. Приспособление способствует улучшению качества вязки жгутов и снижению трудоемкости их вязки в 15...20 раз. Рекомендуемые способы вязки показаны на рис. 1.28.
Вязка жгута производится в соответствии со схемой образования петель. На вязку одного узла требуется 0,5... 1 с. Для выполнения операции необходимо взять нитку (см. рис. 1.27, б), зацепить крючком петлю, протянуть ее под жгутом и продеть через две петли приспособление, затянув нитку. В момент затяжки узла нитку, проходящую по корпусу, необходимо прижать пальцем к его поверхности. Приспособление способствует улучшению качества вязки жгутов и снижению трудоемкости их вязки в 15...20 раз. Рекомендуемые способы вязки показаны на рис. 1.28.
Петли рекомендуется вязать с натяжением через равные интервалы (не более 50 мм), а также в местах ответвления проводов.
Шаг вязки петель устанавливается конструктором в зависимости от диаметра жгута.
После вязки проводов в жгут производится заделка их концов. Сначала все концы проводов маркируют согласно монтажной схеме, а затем контролируют правильность раскладки проводов прозвонкой. В случае применения для выполнения жгутов электрифицированных шаблонов прозвонку можно не производить.
Контроль сложных жгутов осуществляется на специальных полуавтоматических стендах по заданной программе. Жгут на панели стенда закрепляют вручную, а правильность раскладки проводов и сопротивление их изоляции контролируют автоматически.
Сначала проводится контроль на соответствие электрическим схемам соединений, т. е. проверка правильности раскладки проводов. С этой целью необходимое напряжение последовательно подают на один из концов проверяемого провода. При правильной раскладке проводов напряжение должно фиксироваться во всех проводах жгута, электрически связанных с проверяемым проводом. Далее необходимо убедиться в отсутствии напряжения в проводах жгута, которые электрически не связаны с проверяемым проводом. Вся информация о контроле выдается автоматически в виде кодированных отверстий на перфоленте или в виде записи на ленте с цифровыми и буквенными обозначениями.
При контроле сопротивления изоляции проводов автоматически осуществляют последовательную подачу постоянного напряжения к электрически изолированным друг от друга проводам (цепям), фиксируя при этом сопротивление изоляции.
В случае необходимости производится защита жгута изоляционными лентами или экранирующей оплеткой. Готовые жгуты укладывают согласно монтажной схеме и чертежу прибора. Одновременно с укладкой концы проводов жгута разводят к соответствующим местам схемы прибора и припаивают. При этом необходимо следить, чтобы отдельные провода не заслоняли собой маркировочные надписи и надписи значений номиналов на деталях.
Внимание! При укладке жгутов в прибор необходимо соблюдать осторожность во избежание поломки и обрыва токопроводящих жил проводов и выводов навесных радиодеталей, а также замыкания оголенных токопроводящих мест.
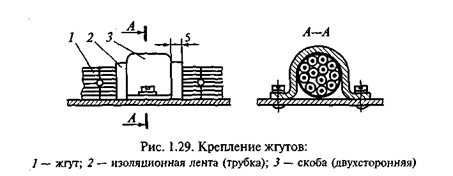
Внутри прибора жгут крепится к шасси или стенкам металлическими скобами (рис. 1.29), под которые предварительно следует подложить изоляционные материалы из поливинилхлорида, лакоткани или прессшпана. Края прокладок должны выступать из-под скобы не менее чем на 5 мм. Скобы выполняются двухсторонними (крепятся двумя винтами) и односторонними (крепятся одним винтом). Конструкция крепежных скоб, особенно односторонних, должна быть достаточно жесткой, чтобы исключить их разгибание или деформацию при креплении к шасси вместе со жгутом.
Для обеспечения перехода неэкранированных (а при необходимости и экранированных) жгутов из одного блока прибора в другой через стенку шасси или экрана в этом месте предусматривается установка изоляционных втулок.
Дата публикования: 2014-10-25; Прочитано: 22842 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
