 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Пайка электромонтажных соединений
|
|
Основным требованием, предъявляемым к электромонтажным паяным соединениям, является обеспечение низкого переходного сопротивления и высокой надежности.
Пайка почти всех электромонтажных соединений РЭА осуществляется тремя способами:
1) вручную электропаяльником;
2) погружением в расплавленный припой с использованием специального оборудования;
3) волной расплавленного припоя.
Работа электромонтажника в настоящее время осложняется возросшей плотностью монтажа. В современной РЭА плотность только самих монтажных соединений составляет 10... 15 соединений на 1 см2.
Применение фольгированных диэлектриков с улучшенными прочностными характеристиками позволило резко сократить зазоры между печатными проводниками (до 0,25 мм) и уменьшить контактные площадки (до 0,3 мм по ширине). В связи с ограниченной термостойкостью элементов печатного монтажа приходится снижать температуру пайки, поддерживая ее в узком интервале, а также сокращать время пайки.
Большая плотность монтажа обусловливает ограничение размеров соединений и ужесточение требований к точности их выполнения и обеспечению стабильности свойств.
Пайка монтажных соединений электрическим паяльником должна обеспечивать высокое качество и надежность электрического контакта, а также необходимую прочность паяного соединения.
Марка припоя и флюса для пайки монтажных соединений выбирается в зависимости от металлов, подвергаемых пайке, допустимого нагрева паяемых деталей, конструктивных требований и условий эксплуатации деталей и узлов.
Основными критериями при выборе электропаяльника являются:
максимальная рабочая температура;
теплоемкость наконечника и время его повторного разогрева;
масса и теплоемкость паяемых (соединяемых пайкой) деталей.
Следует.иметь в виду, что рабочая температура и теплоемкость тесно связаны с мощностью и конструкцией паяльника.
Максимальная рабочая температура выбирается с учетом установившегося теплового режима, когда количество теплоты, выделяемой нагревательной обмоткой, равно количеству теплоты, теряемой в окружающую среду. Рекомендуемая максимальная температура наконечника должна быть на 50...70°С выше температуры плавления припоя.
Теплоемкость наконечника является показателем количества теплоты, запасенной в нем для выполнения пайки. Это количество теплоты должно быть передано от наконечника паяльника к месту соединения деталей за определенное время, которое обычно не превышает 3...5 с.
Теплоемкость зависит от геометрических размеров наконечника, его материала и мощности паяльника (чаще она либо слишком мала, либо завышена, что приводит к непропаю или перенагреву участка пайки).
Время повторного разогрева наконечника представляет собой период, в течение которого он нагревается до максимальной рабб-чей температуры после каждого цикла пайки (с момента отведения электропаяльника от запаянного узла до момента прикосновения электропаяльника к вновь запаиваемому узлу). Это время является косвенной функцией мощности паяльника, его теплоемкости и габарита паяного узла и должно быть минимальным (до 10 с). Масса рабочего наконечника и электрическая мощность электропаяльника должны приблизительно соответствовать массе соединяемых деталей. Данные для выбора диаметра медного наконечника в зависимости от мощности электропаяльника приведены в табл. 1.3.
Таблица 1.3
Размер диаметра медного наконечника в зависимости от мощности электропаяльника
| Площадь поперечного сечения наконечника, мм2 | Диаметр наконечника, мм | Мощность электропаяльника, Вт |
| 5...20 | 3...4 | 7,0... 12,5 |
| 20:..50 | 4...6 | 12,0... 28,0 |
| 60...90 | 8...10 | 50,0... 78,0 |
| 150...250 | 12...14 | 110... 196 |
| Более 250 | Более 20 | 314 и более |
При электромонтаже и пайке деталей в качестве основного инструмента применяют электрические паяльники (рис. 1.2) с напряжением питания не более 36 В. Корпус электропаяльника и наконечник должны быть заземлены.


Во время работы электропаяльник должен находиться на рабочем месте с правой стороны от электромонтажника. Токопроводящий шнур электропаяльника должен быть гибким, так как от его эластичности зависят удобство работы с электропаяльником и скорость выполнения операций пайки.
Конструкция электропаяльника зависит от его назначения и способа выполнения нагревательного элемента. Электропаяльники подразделяются на следующие группы:
с нагревательным элементом в виде нихромовой спирали (с внутренним и наружным обогревом наконечника);
с импульсным нагревательным элементом в виде нихромовой петли, которая одновременно является наконечником;
с электроконтактным нагревом (паяльные клещи).
Для пайки электрорадиоэлементов, печатного монтажа, микропроводов и интегральных микросхем применяются малогабаритные электропаяльники различной мощности (от 12 до 50 Вт) с внутренним нагревательным элементом. Температура нагрева торца паяльного наконечника должна составлять 260 °С.
Пайка монтажных проводов с соединителями производится паяльником мощностью 60...90 Вт со сменным нагревательным элементом (рис. 1.3).
Для пайки печатных узлов с полупроводниковыми элементами используются электропаяльники с автоматической регулировкой температуры. В этом случае датчиком температуры служит термопара, спай которой находится в паяльном жале на расстоянии 30...40 мм от рабочего конца паяльника. Показания термопары по номограммам пересчитываются с учетом рабочей температуры. Точность регулировки нагрева должна составлять ± 2 °С на спае термопары, причем на рабочем торце наконечника температура может понижаться до 20...30 °С за счет инерционности теплового поля.
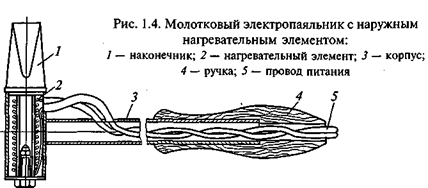
Для пайки кабельных наконечников различных типов и сечений с монтажными проводами, а также крупных электрорадиоэлементов с массивными выводами применяются электропаяльники с наружными нагревательными элементами (рис. 1.4) мощностью 90... 120 Вт. Температура разогрева торца паяльного наконечника таких паяльников может достигать 400 °С.
Для пайки электромонтажных соединений твердыми припоями (ПСр) с температурой плавления от 400 "С и выше применяется специальный электропаяльник с наконечником из нихромовой проволоки в виде петли, выполняющей функцию нагревательного элемента (рис. 1.5). Перед пайкой петлю из нихромовой проволоки облуживают припоем, которым производят пайку. Для пайки крупногабаритных электромонтажных соединений твердыми припоями в некоторых случаях используются контактные клещи с угольными электродами.
 Паяльные наконечники различают по геометрическим параметрам (длине, диаметру, форме загиба наконечника, форме заточки его рабочего конца); конструктивно-компоновочным особенностям (способу размещения нагревательного элемента); способу крепления к корпусу паяльника; основным технологическим показателям (теплоемкости, теплопроводности, теплоотдаче в атмосферу, материалу наконечника и его покрытию). Длина наконечника в зависимости от расположения паяных соединений в схеме может составлять от 2... 10 до 30...50 мм. Для изготовления наконечников обычно применяются медь марки Ml (реже М2, МЗ), никель, вольфрам.
Паяльные наконечники различают по геометрическим параметрам (длине, диаметру, форме загиба наконечника, форме заточки его рабочего конца); конструктивно-компоновочным особенностям (способу размещения нагревательного элемента); способу крепления к корпусу паяльника; основным технологическим показателям (теплоемкости, теплопроводности, теплоотдаче в атмосферу, материалу наконечника и его покрытию). Длина наконечника в зависимости от расположения паяных соединений в схеме может составлять от 2... 10 до 30...50 мм. Для изготовления наконечников обычно применяются медь марки Ml (реже М2, МЗ), никель, вольфрам.

Рис. 1.6. Типы паяльных наконечников (а)
и формы заточки их рабочей части:
б — пирамидка; в — четырехгранный клин;
г — клин; д — конус; е. — срезанный конус
В процессе пайки рабочая часть наконечника из меди довольно быстро изнашивается и окисляется, поэтому медные наконечники электропаяльников для увеличения срока службы покрывают тонким слоем железа или никеля толщиной 40...60 мкм, а рабочую часть наконечника облуживают припоем ПОС-60, используя в качестве флюса хлористый цинк.
 Геометрия рабочей части наконечника электропаяльника должна обеспечивать захват необходимой дозы жидкого припоя для обеспечения качественной пайки. Основные типы паяльных наконечников и форма заточки рабочей части приведены на рис. 1.6.
Геометрия рабочей части наконечника электропаяльника должна обеспечивать захват необходимой дозы жидкого припоя для обеспечения качественной пайки. Основные типы паяльных наконечников и форма заточки рабочей части приведены на рис. 1.6.
Для выпайки микросхем из платы используют специальные насадки, надеваемые на наконечник электропаяльника (рис. 1.7).
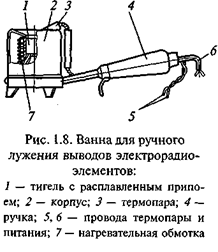
После выбора и подготовки электропаяльника к пайке рекомендуется выполнить пробные пайки для установления режима работы паяльника (температуры рабочей части наконечника), после чего можно приступать к пайке РЭА. Лужение выводов электрорадиоэлементов и жил проводов производится с использованием специальных электрованн, содержащих расплавленный припой. Лужение осуществляется вручную погружением деталей в расплавленный припой (рис. 1.8). Прочность паяных механических соединений проверяется покачиванием проводника около места соединения с помощью пинцета или на вибрационных стендах. Проверенные паяные электромонтажные соединения необходимо закрашивать цветными прозрачными лаками во избежание повторного осмотра.
Дата публикования: 2014-10-25; Прочитано: 8480 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
