 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Глава 13. Литье в песчаные формы
|
|
13.1. Технологические основы литейного производства
Литейная форма представляет собой конструкцию, состоящую из элементов, образующих рабочую полость, заполнение которой расплавом обеспечивает получение отливки заданных размеров и конфигурации. Литейные формы подразделяют по количеству заливок на разовые и многократные, по материалу — на песчаные, песчано-цементные, гипсовые, металлические, из высокоогнеупорных материалов и др.
Металлические формы из чугуна и стали являются многократными (постоянными), поскольку выдерживают сотни и тысячи заливок.
Песчаные, оболочковые формы со смоляным связующим и формы, изготовленные по выплавляемым моделям, являются разовыми. Разовые литейные формы получают с помощью специальных приспособлений — моделей. Процесс изготовления литейных форм из формовочных смесей называют формовкой.
Литейная форма должна обладать прочностью (выдерживать силовые нагрузки), газопроницаемостью (пропускать газы, образующиеся в литейной форме), податливостью (уменьшаться в объеме при усадке отливки), огнеупорностью (не оплавляться под действием тепла жидкого металла) и др.
Комплект приспособлений, используемых для изготовления отливок, называют литейной оснасткой. Часть оснастки, включающая все приспособления, необходимые для образования рабочей полости литейной формы при ее формовке, называется модельным комплектом. В комплект входят модели отливки и элементов литниковой системы, модельные и сушильные плиты, стержневые ящики, формующие, контрольные и сборочные шаблоны для конкретной отливки. Существует также понятие «формовочный комплект», под которым подразумевается полный комплект оснастки, используемый для получения разовой формы. В него дополнительно входят (наряду
|
с приспособлениями модельного комплекта) необходимые при формовке опоки, наполнительные рамки, штыри, скобы и др.
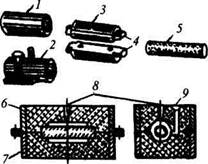
| Рис. 13.1. Деталь, отливка, элементы формовочного комплекта и песчаная форма: / — готовая деталь; 2 — отливка, 3 — разъемная модель; 4 — стержневые знаки; 5 — стержень; 6, 7 — верхняя и нижняя опоки; 8 — выпор; 9 — литниковая система |
Модель (рис. 13.1) — это часть модельного комплекта, предназначенная для образования отпечатка в литейной форме, соответствующего наружной конфигурации и размерам отливки. При этом размеры модели увеличивают по сравнению с соответствующими размерами отливки с учетом линейной усадки сплава (0,8—2%) и припусков на механическую обработку. Модели изготавливают из древесины, металлических и специальных модельных сплавов, а также из пластмасс. Различают модели разовые и многократные. Деревянные модели отличаются простотой изготовления, относительно малой массой и невысокой стоимостью. Однако они недолговечны.
По сравнению с деталью модель имеет выступающие части (так называемые стержневые знаки), посредством которых стержень, оформляющий внутреннюю полость, крепится в форме (рис. 13.1). Стержень, являясь элементом литейной формы, служит для образования отверстия, полости или иного сложного контура в отливке.
Модельная плита (рис. 13.2, а) обеспечивает формирование поверхности разъема литейной формы и несет на себе различные части модели, включая литниковую систему. При машинной формовке часто используют металлические модельные плиты в сочетании с быстросменной модельной оснасткой, которые вместе образуют модельные комплекты. Модельные плиты
| ЧУ |
| Рис. 13.2. Элементы модельного комплекта: а — разновидности модельных плит: 1 — односторонняя, 2 — двусторонняя, б — разъемный стержневой ящик |
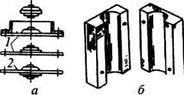 подразделяют на односторонние (часть модели с одной стороны) и двусторонние (части модели располагаются с двух сторон плиты, рис. 13.2, я). Односторонние плиты используются при раздельной формовке полуформ. Стержневые ящики (неразъемные — вытряхные — и разъемные) предназначены для изготовления стержней (рис. 13.2, б).
подразделяют на односторонние (часть модели с одной стороны) и двусторонние (части модели располагаются с двух сторон плиты, рис. 13.2, я). Односторонние плиты используются при раздельной формовке полуформ. Стержневые ящики (неразъемные — вытряхные — и разъемные) предназначены для изготовления стержней (рис. 13.2, б).
При их изготовлении, в основном, используют те же материалы, что и при производстве моделей. Для удержания формо-
|
вочной смеси при изготовлении литейной формы, а также при транспортировке последней и ее заливке жидким металлом используют опоки, представляющие собой сварные, литые или сборные жесткие металлические рамы различной конфигурации (см. рис. 13.1).
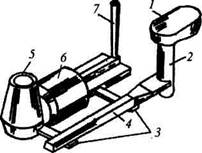
| Рис. 13.3. Отливка с литниковой системой: / — литниковая чаша; 2 — стояк; 3 — питатели; 4 — шлакоуловитель; 5 — прибыль; б — отливка, 7 — выпор |
Литниковая система представляет собой систему каналов и элементов литейной формы, обеспечивающих подвод расплавленного металла в полость формы и ее заполнение, а также питание отливки при затвердевании (рис. 13.3). По способу подвода металла и расположению в форме литниковые системы подразделяют на горизонтальные, вертикальные, верхние, дождевые, сифонные (нижние), ярусные и «по разъему» (рис. 13.4, табл. 13.1).
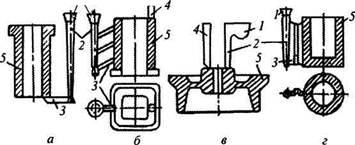
Вертикально-щелевая (этажная) система является разновидностью ярусной и применяется, в частности, при стопочной формовке мелких отливок (рис. 13.4, г) Для отделения крупных шлаковых включений в литниковую чашу иногда устанавливают фильтры (например, керамические сетки).
К литниковой системе относят также выпоры и прибыли. Выпор предназначен для вывода газов и всплывающих шлаков из полости формы: он же сигнализирует о конце заливки появлением избытка металла. Прибыли компенсируют усадку отливки, поэтому их располагают над массивными частями отливки (рис. 13.5). При этом конфигурацию и размеры прибылей подбирают таким образом, чтобы процесс кристаллиза-
|
Рис. 13.4. Виды литниковых систем:
а — сифонная; б — ярусная; в — верхняя; г — вертикально-щелевая; /
литниковая чаша; 2 — стояк; 3 — питатель; 4 — выпор; 5 — отливка
ции отливки завершался именно в них. Так, например, толщина прибыли всегда больше толщины отливки в том месте, над которым ставят прибыль (см. рис 13.3). Различают открытые (прямого питания), закрытые (шаровой и конической формы), работающие под газовым давлением (заряд газо-творного вещества размещен в полости прибыли), а также легко отделяемые прибыли (рис. 13.5, а—г) и др. Простота отделения прибыли (рис. 13.5, г) обеспечивается применением диафрагм (разделительных пластин), выполненных из шамот-но-глинистых смесей.
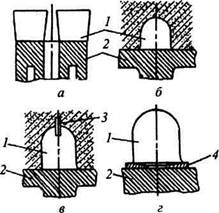
Рис 13.5. Разновидности прибылей: а — коническая открытая; б — полушаровая закрытая; в — находящаяся под газовым давлением; г — легко отделяемая; / — прибыль; 2 — отливка; 3 — заряд газотворного вещества; 4 — разделительные пластины
Таблица 13.1. Основные разновидности литниковых систем
Дата публикования: 2014-10-25; Прочитано: 1753 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
