 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Проектирование нарезания резьбы
|
|
Нарезание треугольной резьбы
В ремонтном производстве на токарно-винторезных станках треугольную резьбу обычно нарезают метчиками, плашками или резцом.
Нарезание резьбы метчиками и плашками. Внутреннюю треугольную резьбу небольших размеров обычно нарезают метчиками. По конструктивным особенностям метчики различают: ручные для нарезания треугольной резьбы вручную или на токарно-винторезных станках; машинные для нарезания резьбы на сверлильных и токарно-винторезных станках и гаечные для нарезания сквозных отверстий сравнительно малой длины. Для закрепления метчика в шпинделе задней бабки применяют специальные патроны.
Скорости резания при нарезании резьбы машинными метчиками назначаются в зависимости от диаметра и шага резьбы.
Таблица 47 Скорость резания в м/мин при нарезании резьбы машинными метчиками из стали Р9 и Р 18 с охлаждением
| Диаметр нарезаемой резьбы в мм | Шаг резьбы в мм | ||||||
| 0,5 | 0,75 | 1,0 | 1,25 | 1,5 | 2,0 | 3,0 | |
| 3-6 | - | - | - | - | |||
| 8-10 | - | - | |||||
| 12-16 | - | ||||||
| 18-24 | - | ||||||
| 27 и более | - | - |
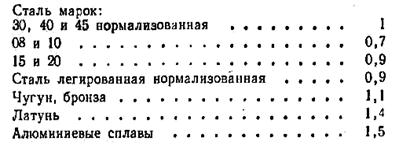
Выбранную величину скорости резания нужно умножить на коэффициент kM, учитывающий вид обрабатываемого материала:
Таблица 48 Поправочный коэффициент
|
При нарезании резьбы гаечными метчиками диаметром до 10 мм и шагом до 1 мм скорость резания составляет 8—10, а метчиками с другими размерами 12— 14 м/мин.
При нарезании резьбы в стальных деталях применяют смазывающе-охлаждающую жидкость (сульфофрезол или эмульсию), а в чугунных—керосин.
Наружная треугольная резьба небольших размеров может быть нарезана плашками, закрепленными в плашкодержателе. Первые 2—3 нитки обычно нарезают вручную, а затем включают шпиндель станка. Скорость резания при нарезании резьбы плашками можно назначать по табл. 56, умножая величину скорости резания при работе метчиками на коэффициент 0,6—0,7.
Нарезание треугольной резьбы резцом.
Нарезание наружной и внутренней резьбы на токарно-винторезных станках производится резьбовыми резцами, режущие кромки которых затачивают в соответствии с профилем резьбы. Основными элементами режима резания при нарезании резьбы являются скорость резания и число проходов. Продольная подача S соответствует шагу резьбы, а поперечная зависит от числа проходов.
Таблица 49 Число проходов при нарезании наружной метрической резьбы резцами из быстрорежущей стали
| Шаг резьбы в мм | Обрабатываемый материал | |||||
| Углеродистые стали | Легированные стали | Чугун, бронза, латунь | ||||
| Число проходов | ||||||
| черновых | чистовых | черновых | чистовых | черновых | чистовых | |
| 1,25-1,5 | ||||||
| 1,75 | ||||||
| 2,0-3,0 | ||||||
| 3,5 – 4,5 | ||||||
| 5,0 – 5,5 | ||||||
| 6,0 |
Зная шаг резьбы и материал детали, определяют число проходов и назначают скорости резания.
Таблица 50 Скорости резания при нарезании метрической резьбы резцами из быстрорежущей стали в м/мин (работа с охлаждением)
| Шаг резьбы в мм | Проходы | ||
| черновые | чистовые | зачистные | |
| До 2 | |||
| При нарезании внутренней резьбы указанную в таблице скорость следует умножать на коэффициент 0,8 |
При нарезании внутренней резьбы число проходов следует увеличивать на 1—2, а при нарезании резьбы повышенной точности кроме черновых и чистовых производят 3—4 зачистных прохода.
Дата публикования: 2014-11-04; Прочитано: 1981 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
