 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Дуговая сварка тавровых соединений в выштампованное отверстие
|
|
5.8.1. Конструкция и размеры тавровых соединений арматуры с плоским элементом проката, выполняемая механизированной или ручной дуговой сваркой типов Т8-Мв и Т9-Рв, должны соответствовать приведенным на рис.5.21 и в табл.5.14.
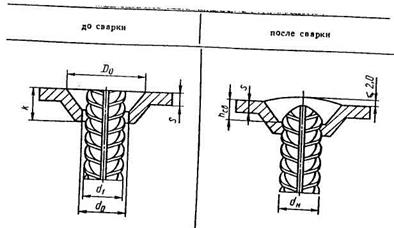
Рис.5.21. Конструкция таврового соединения, выполняемая дуговой механизированной в CO2 и ручной дуговой (электродами) сваркой в выштампованное отверстие (соответственно типов Т8-Мв и Т9-Рв)
Таблица 5.14
| Размеры в мм | ||||||||
| Обозначение типа соединения, способа сварки | Класс арматуры | dн | S | Dо | k | h св | do | S / dн |
| Т8-Мв Т9-Рв | A-I | 10-36 | ³4 | 2 dн | 0,5 dн +0,8 S | 0,5 dн | d 1+(1-3) | ³0,3 |
| A-II | 0,6 dн +0,8 S | 0,6 dн | ||||||
| A-III | 0,7 dн +0,8 S | 0,7 dн | ||||||
| Ат-IIIС | 10-22 |
5.8.2. Дуговую сварку тавровых соединений указанных типов следует выполнять в так называемое выштампованное отверстие, образованное при выдавливании сферического рельефа с одновременной просечкой отверстия. Чертежи штампов для такой операции приведены в "Указаниях..." (см. сноску).
5.8.3. Соединения типа Т8-Мв следует выполнять механизированной в среде CO2, Т9-Рв - ручной дуговой сваркой штучными стандартными электродами. Режимы сварки приведены в табл.5.15.
Таблица 5.15
| Диаметр арматурного стержня, мм | Толщина пластины, мм | Параметры режима | |||||
| Полуавтоматическая сварка в среде СО2 | Ручная дуговая сварка | ||||||
| сварочный ток, (А) | напряжение на дуге, (В) | скорость подачи проволоки, (м/час) | диаметр электрода, мм | сварочный ток, (А) | |||
| переменный | постоянный | ||||||
| 10-16 | 340-380 | 32-33 | 320-360 | 3-4 | 120-180 | 160-200 | |
| 16-25 | 370-420 | 32-34 | 360-400 | 4-5 | 160-200 | 200-220 | |
| 25-28 | 410-430 | 33-34 | 400-420 | 200-220 | 220-240 | ||
| 32-36 | 420-440 | 34-36 | 420-450 | 5-6 | 220-320 | 240-350 |
5.8.4. Техника механизированной и ручной дуговой сварки заключается в следующем:
касанием конца электродной проволоки (электрода) в нижней части выштампованного отверстия зажигают и наплавляют кольцевой шов, тщательно заваривая его корневую часть, пытаясь возможно глубже проплавить пластину и стержень в месте их сопряжения в отверстии;
последующие кольцевые швы накладывают при поперечном колебании конца электродной проволоки (электрода), перемещая последний от образующей стержня к кромкам отверстия и обратно. Следует не допускать оплавления (подрезов) арматурного стержня;
заканчивать процесс сварки нужно полностью заплавляя отверстие на уровне равного плоскости пластины, но не выше 1,5-2 мм.
Дата публикования: 2015-10-09; Прочитано: 451 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
