 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Ванная сварка под флюсом спаренных стержней
|
|
6.3.1. Конструкция и размеры стыковых соединений спаренных горизонтально расположенных стержней типа С11-Мф должны соответствовать приведенным на рис.6.11 и в табл.6.6.
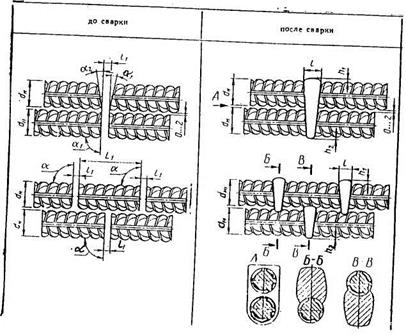
Рис.6.11. Конструкция горизонтального стыкового соединения спаренных стержней, выполняемая в инвентарных съемных формах (типа С11-Мф, C-12, С12-Мп и С13-Рв)
Таблица 6.6
| Размеры в мм | |||||||||
| Обозначение типа соединения, способа сварки | Класс арматуры | dн | l 1 | a, a1-10° | a2 | L 1 | l | h 1 | h 2 |
| СП-Мф, С12-Мп, С13-РВ | A-III | 32-40 | 12-16 12-18 | 90° | 12-15° | ³200 | £1,2 d н £1,3 dн | £0,15 dн | £0,2 dн |
Примечания: 1. В соединениях, выполняемых ручной дуговой ванной сваркой (тип С13-Рв) разделку торцов под углом допускается не производить.
2. Размеры в знаменателе относятся к соединению, в котором сварной шов заполняет полностью сечение двухрядной арматуры.
6.3.2. Оборудование, источники питания и сварочные материалы следует выбирать, руководствуясь указаниями и характеристиками, изложенными в табл.3.4 основного текста и приложениями 4, 5, 6.
6.3.3. Конструкции и размеры инвентарных медных (медь любых марок) или графитовых (графит марок ЭЭГ, ЭГО, ЭГ1, ППГ, ГМЗ) форм должны соответствовать приведенным на рис.6.12 и в табл.6.7.
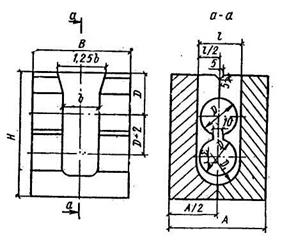
Рис.6.12. Конструкция инвентарной формы для сварки стыковых соединений спаренных стержней.
Таблица 6.7
| Горизонтальные спаренные стержни | Диаметр стыкуемых стержней | Размеры элементов форм, мм | |||||
| А и В | Н | Д | Д1 | 1 | h | e | |
6.3.4. Параметры режимов сварки спаренных стержней полуавтоматами общего назначения следует назначать в соответствии с рекомендациями, приведенными в табл.6.4. Скорость подачи проволоки и длину ее свободного вылета следует выбирать максимальной из приведенных в указанной таблице. Допускается увеличение скорости подачи проволоки на 8-12%, однако, независимо от типа применяемого полуавтомата сварку следует выполнять при выбранной постоянной скорости подачи проволоки.
Для обеспечения высокой стабильности процесса и малого разбрызгивания электродного металла следует стремиться подавать проволоку под углом, максимально приближаемым к 90° к проплавляемому торцу стержня и поверхности расплавленного металла; следует стремиться к тому, чтобы дуга не была направлена на стенки формы.
При сварке полуавтоматами с переменной скоростью подачи электродной проволоки параметры режима сварки следует назначать по табл.6.5.
6.3.5. Для образования стыкового соединения спаренных стержней следует производить сварку в последовательности, изложенной в пп.6.2.13. При этом в начале сварки дугу следует возбуждать касанием электродной проволоки о дно медной формы, защищенное слоем стальной стружки.
6.3.6. К сварке стыковых соединений спаренных стержней допускаются сварщики, имеющие удостоверения на право производства таких работ.
Дата публикования: 2015-10-09; Прочитано: 403 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
