 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Обрабатываемых деталей
|
|
Контроль размеров в процессе обработки деталей бывает прямым и косвенным, причем измерение размеров может осуществляться в одном сечении или по всей длине обрабатываемых деталей. Для прямых измерений, обеспечивающих большую точность по сравнению с косвенными измерениями и получивших большее распространение, используются контактные устройства: одноконтактные, двухконтактные, трехконтактные, а также бесконтактные. При косвенных измерениях осуществляется контроль положения узлов станка или положения режущей поверхности инструмента по отношению к обрабатываемой поверхности детали или к станку.
Автоматический контроль обрабатываемых деталей в процессе обработки имеет много преимуществ, так как при этом предупреждается появление брака, достигается увеличение производительности труда на 15–20 %, повышается точность обрабатываемых деталей, снижается себестоимость и облегчается труд станочника.
Особенно ценны устройства для активных методов контроля, при использовании которых в результате автоматических измерений подаются соответствующие импульсы исполнительным органам станка для завершения процесса обработки.
Одноконтактные устройства характеризуются обеспечением контактов с обрабатываемым отверстием в верхней или нижней, или боковой точках.
На рис. 5.18 изображена схема одноконтактного датчика, который может быть монтирован на станке, причем наконечник 1 может перемещаться по всей длине обрабатываемого диаметра детали 8. Наконечник 1 удерживается плоской пружиной 2, прикрепленной к корпусу 3. Собственная частота колебаний пружины 100 Гц.Она приводится в колебательное движение с помощью электромагнита 7, питаемого током промышленной частоты. По мере снятия припуска с обрабатываемой детали изменяется величина амплитуды колебаний, чем и может быть определена величина снятого припуска.
Для дистанционного измерения величины амплитуды колебаний используется магнитоэлектрический виброгенератор малых размеров, напряжение его измеряется с помощью милливольтметра 6. При 100 колебаниях в секунду производится контроль размера в разных точках обрабатываемой детали и используются средние результаты показаний.
Корпус 3 датчика имеет диаметр около 30 мм и длину около 100 мм, в нем находятся два электромагнита 4 и 7. В отверстии электромагнита 5 может свободно колебаться якорь с заостренным плоским наконечником 4, его колебания связываются с двумя полюсными наконечниками, между которыми помещен постоянный магнит. При колебаниях якоря появляется индуцированный в катушке электромагнита переменный ток, изменение которого происходит по синусоидальному закону, что позволяет пользоваться шкалой милливольтметра 6 с равномерной ценой делений.
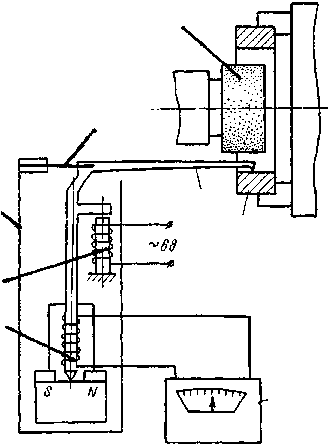
Рис. 5.18. Схема одноконтактного устройства для контроля размеров
Двухконтактные устройства (рис. 5.19, 5.20) широко применяются на машиностроительных заводах. Приборы дают высокую точность при измерениях (±0,002–0,003 мм). Они предназначены для измерения диаметров от 20 до 250 мми могут быть использованы для измерения сквозных, глухих, цилиндрических, конических, фасонных и шлицевых отверстий. Они не реагируют на изгиб и отжим шпинделя, на вибрации станка и обрабатываемой детали, отличаются простотой настройки.
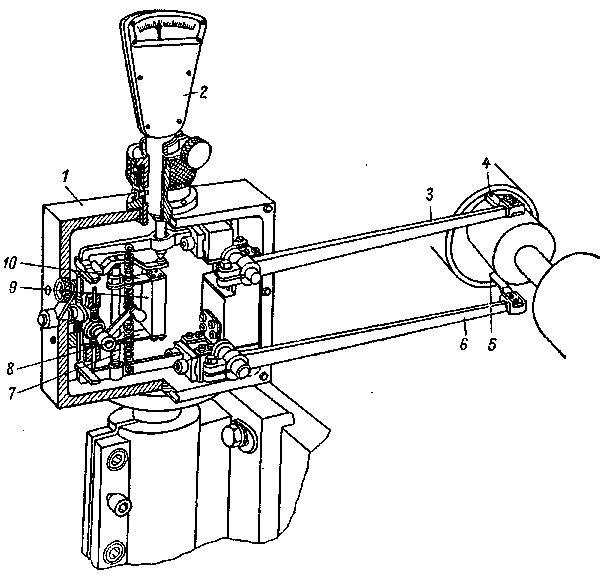
Рис. 5.19. Схема двухконтактного устройства для контроля размеров
На рис. 5.19 показана схема двухконтактного устройства для контроля размеров. Измерительные наконечники 4 и 5, связанные с рычагами 3 и 6, прижимаются к поверхности измеряемого отверстия. Внутри корпуса 1 движение на часть 9 суммирующего рычага передается через шток 7, подвешенный с помощью двух плоских пружин 8 и 10. Размеры отсчитываются по миниметру 2. На рис. 5.20 показан этот прибор в процессе работы.

Рис. 5.20. Двухконтактное устройство
для контроля размеров в процессе работы
Настройку устройств для измерений в процессе обработки можно производить по образцам или точно обработанным ранее деталям. При этом необходима корректировка настроечных размеров, учитывающая температурные деформации и другие погрешности.
Дата публикования: 2015-07-22; Прочитано: 536 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
