 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Сварку под шлаковой защитой, под флюсом (в том числе автоматическую сварку под флюсом) предложил и осуществил
|
|
1. Д.А.Дульчевский
2. Н.Г.Славянов
3. Е.О.Патон
4. Н.Н.Бернардос
5. Н.Н.Рыкалин
170. При типовых режимах сварки в зоне термического влияния закаливаются:
1. Низкоуглеродистые
2. Углеродистые стали с содержанием углерода более 0,3 %
3. низколегированные стали
4. легированные стали
5. чугун
171. К крупнозернистости и к образованию горячих трещин может привести:
1. быстрое охлаждение сварного шва при сварке углеродистых сталей
2. охлаждение на воздухе сварного шва при сварке углеродистых сталей с содержанием углерода более 0,3 %
3. быстрое охлаждение сварного шва при сварке низкоуглеродистых сталей
4. медленное охлаждение сварного шва при сварке аустенитных сталей
5. охлаждение водой сварного шва при сварке аустенитных сталей
172. Образование тонкой прочной и тугоплавкой поверхностной пленки оксида, а также склонностью к образованию горячих трещин и газовой пористости характерно для сварки:
1. низкоуглеродистых сталей
2. меди и ее сплавов
3. чугуна
4.- алюминия и его сплавов
5. сварке легированных сталей
173. Проблемы насыщения расплавленного металла газами (кислородом, водородом, азотом) актуальны при сварке:
1.. низкоуглеродистых сталей
2. титана, циркония и их сплавов,
3. чугуна
4. молибдена, ниобия и их сплавов
5. меди и ее сплавов
174.Какие из нижеперечисленных источников тепловой энергии используются при термических способах сварки?
1. - электрическая сварочная дуга,
2.- струя разогретого до высоких температур газа, пропускаемого через электрическую дугу,
3. - струя разогретого до высоких температур газа, совмещенная с электрической дугой,
4. - теплота, образующаяся при прохождении электрического тока через расплавленную шлаковую ванну,
5. - теплота, образующаяся при прохождении электрического тока через контакт свариваемых деталей,
175. Какие из нижеперечисленных источников тепловой энергии используются при термических способах сварки?
1. - трение поверхностей свариваемых деталей,
2. электрическая сварочная дуга,
3.- струя разогретого до высоких температур газа, пропускаемого через электрическую дугу, или совмещенная с электрической дугой,
4. - теплота, образующаяся при прохождении электрического тока через расплавленную шлаковую ванну,
5. - теплота, образующаяся при прохождении электрического тока через контакт свариваемых деталей,
176. Какие из нижеперечисленных источников тепловой энергии используются при термомеханических способах сварки?
1. - трение поверхностей свариваемых деталей,
2. электрическая сварочная дуга,
3.- струя разогретого до высоких температур газа, пропускаемого через электрическую дугу, или совмещенная с электрической дугой,
4. - теплота, образующаяся при прохождении электрического тока через расплавленную шлаковую ванну,
5. - теплота, образующаяся при прохождении электрического тока через контакт свариваемых деталей,
177. Какие из нижеперечисленных источников тепловой энергии используются при термических способах сварки?
1. - электронный луч,
2. электрическая сварочная дуга,
3.- лазерный луч,
4. - пламя горючих газов, сгорающих в струе чистого кислорода
5. - теплота, образующаяся при прохождении электрического тока через контакт свариваемых деталей,
6. энергия удара и тепловая энергия, образующаяся при сгорании (детонации) взрывчатых веществ
178. неполное сгорание ацетилена  происходит:
происходит:
1. - в ядре газового пламени,
2. - в факеле газового пламени,
3. - в средней зоне газового пламени,
179. Уравнение полного сгорания ацетилена имеет вид:
1. ,
2.  ,
,
3. 
180. При дуговой электросварке анодное и катодное пятна дуги на стальных электродах нагреваются до температуры:
1. – около 2500-3500 °С,
2. - около 2100 – 2300 °С,
3. около 1811 °С,
4. - около 2200 °С,
5. – около 3500-4000 °С,
181. При устойчивом электрическом разряде при средних токах с ростом тока наблюдается:
1. – увеличение напряжения между электродами,
2. - стабилизация напряжения между электродами,
3. - уменьшение напряжения между электродами
4. – крутое падение вольтамперной характеристики
182. При устойчивом электрическом разряде при больших токах с ростом тока наблюдается:
1. – увеличение напряжения между электродами,
2. - стабилизация напряжения между электродами,
3. - уменьшение напряжения между электродами
4. – крутопадающая характеристика.
183. Устойчивому горению дуги на рис. соответствует:

1.- точка А
2. - точка В
3. - точка С
4. - точка Д
184. Ток и напряжение на вторичной обмотке сварочного трансформатора при контактной сварке могут находиться в пределах:
1. от 10 до 100 А при напряжении 110 – 220 В.
2. от 100 до 1 000 А при напряжении 10 – 120 В.
3. от 100 до 10 000 А при напряжении 1 – 2 В.
4. от 1000 до 100 000 А при напряжении 1 – 12 В.
5. от 10 000 до 1000 000 А при напряжении 1 – 12 В.
185. Машины для стыковой сварки выпускают мощностью:
1. от 1 до 5 кВт
2. от 5 до 100 кВт
3. от 5 до 500 кВт
4. от 100 до 5000 кВт
5. от 100 до 10 000 кВт
186. Функция  описывает:
описывает:
1. температуру от точечного источника, вспыхнувшего в начале координат в момент времени t=0 в неограниченном теле
2. температуру от мгновенного точечного источника теплоты, вспыхнувшего в стержне в момент времени t=0 в точке х=x,
3. температуру от мгновенного линейного источника, совпадающего с осью OZ (или от точечного источника на плоскости)
4. температуру неограниченного стержня, торец которого поддерживается при постоянной температуре 
5. плотность теплового потока на торце стержня, торец которого поддерживается при постоянной температуре
187. Функция  , где
, где  описывает:
описывает:
1. температуру от точечного источника, вспыхнувшего в начале координат в момент времени t=0 в неограниченном теле
2. температуру от мгновенного точечного источника теплоты, вспыхнувшего в стержне в момент времени t=0 в точке х=x,
3. температуру от мгновенного линейного источника, совпадающего с осью OZ (или от точечного источника на плоскости)
4. плотность теплового потока на торце стержня, торец которого поддерживается при постоянной температуре
5. температуру неограниченного стержня, торец которого поддерживается при постоянной температуре
188. Функция  , где
, где  описывает:
описывает:
1. температуру от точечного источника, вспыхнувшего в начале координат в момент времени t=0 в неограниченном теле
2. температуру от мгновенного точечного источника теплоты, вспыхнувшего в стержне в момент времени t=0 в точке х=x,
3. температуру от мгновенного линейного источника, совпадающего с осью OZ (или от точечного источника на плоскости)
4. плотность теплового потока на торце стержня, торец которого поддерживается при постоянной температуре
5. температуру неограниченного стержня, торец которого поддерживается при постоянной температуре
189. Функция  описывает:
описывает:
1. температуру от точечного источника, вспыхнувшего в начале координат в момент времени t=0 в неограниченном теле
2. температуру от мгновенного точечного источника теплоты, вспыхнувшего в стержне в момент времени t=0 в точке х=x,
3. температуру от мгновенного линейного источника, совпадающего с осью OZ (или от точечного источника на плоскости)
4. плотность теплового потока на торце стержня, торец которого поддерживается при постоянной температуре
5. температуру неограниченного стержня, торец которого поддерживается при постоянной температуре
190. Функция  описывает:
описывает:
1. температуру от точечного источника, вспыхнувшего в начале координат в момент времени t=0 в неограниченном теле
2. температуру от мгновенного точечного источника теплоты, вспыхнувшего в стержне в момент времени t=0 в точке х=x,
3. температуру от мгновенного линейного источника, совпадающего с осью OZ (или от точечного источника на плоскости)*
4. плотность теплового потока на торце стержня, торец которого поддерживается при постоянной температуре
5. температуру неограниченного стержня, торец которого поддерживается при постоянной температуре
191. Формула  описывает:
описывает:
1. - плотность теплового потока в стержне, на торце которого действует тепловой поток постоянной плотности 
2. - температуру в стержне, на торце которого действует тепловой поток постоянной плотности
3. количество теплоты, поступившее за время t в неограниченный стержень, торец которого поддерживается при постоянной температуре
4. - температуру на торце стержня, на котором действует тепловой поток постоянной плотности .
5. температуру в момент времени  на торце стержня, на котором тепловой поток постоянной плотности действовал в течение времени
на торце стержня, на котором тепловой поток постоянной плотности действовал в течение времени  .
.
192. Формула  описывает:
описывает:
1. - плотность теплового потока в стержне, на торце которого действует тепловой поток постоянной плотности
2. - температуру в стержне, на торце которого действует тепловой поток постоянной плотности
3. количество теплоты, поступившее за время t в неограниченный стержень, торец которого поддерживается при постоянной температуре
4. - температуру на торце стержня, на котором действует тепловой поток постоянной плотности .
5. температуру в момент времени на торце стержня, на котором тепловой поток постоянной плотности действовал в течение времени .
193. Формула  описывает:
описывает:
1. - плотность теплового потока в стержне, на торце которого действует тепловой поток постоянной плотности
2. - температуру в стержне, на торце которого действует тепловой поток постоянной плотности
3. количество теплоты, поступившее за время t в неограниченный стержень, торец которого поддерживается при постоянной температуре
4. - температуру на торце стержня, на котором действует тепловой поток постоянной плотности .
5. температуру в момент времени на торце стержня, на котором тепловой поток постоянной плотности действовал в течение времени .
194. Формула  описывает:
описывает:
1. - плотность теплового потока в стержне, на торце которого действует тепловой поток постоянной плотности
2. - температуру в стержне, на торце которого действует тепловой поток постоянной плотности
3. количество теплоты, поступившее за время t в неограниченный стержень, торец которого поддерживается при постоянной температуре
4. - температуру на торце стержня, на котором действует тепловой поток постоянной плотности .
5. температуру в момент времени на торце стержня, на котором тепловой поток постоянной плотности действовал в течение времени .
195. Формула  описывает:
описывает:
1. - плотность теплового потока в стержне, на торце которого действует тепловой поток постоянной плотности
2. - температуру в стержне, на торце которого действует тепловой поток постоянной плотности
3. количество теплоты, поступившее за время t в неограниченный стержень, торец которого поддерживается при постоянной температуре
4. - температуру на торце стержня, на котором действует тепловой поток постоянной плотности .
5. температуру в момент времени на торце стержня, на котором тепловой поток постоянной плотности действовал в течение времени .
196. Формула  описывает:
описывает:
1. температуру полубесконечного тела от точечного источника мощностью  , движущегося со скоростью v по его поверхности
, движущегося со скоростью v по его поверхности
2. - температуру перед источником тепла плотностью  , движущимся со скоростью v вдоль стержня.
, движущимся со скоростью v вдоль стержня.
3. - температуру полубесконечного тела от неподвижного точечного источника мощностью , при длительном нагреве (t ® ¥)
4. - температуру за источником тепла плотностью , движущимся со скоростью v вдоль стержня
5. - предельное температурное поле в массивной плите при коротком замыкании сварочной цепи.
6. - зависимость температуры от расстояния R рассматриваемой точки от движущегося точечного источника для отрицательной полуоси x<0 (т.е. за источником)
197. Формула  описывает:
описывает:
1. температуру полубесконечного тела от точечного источника мощностью , движущегося со скоростью v по его поверхности
2. - температуру перед источником тепла плотностью , движущимся со скоростью v вдоль стержня.
3. - температуру полубесконечного тела от неподвижного точечного источника мощностью , при длительном нагреве (t ® ¥)
4. - температуру за источником тепла плотностью , движущимся со скоростью v вдоль стержня
5. - предельное температурное поле в массивной плите при коротком замыкании сварочной цепи.
6. - зависимость температуры от расстояния R рассматриваемой точки от движущегося точечного источника для отрицательной полуоси x<0 (т.е. за источником)
198. Формула  где
где  описывает:
описывает:
1. - температуру полубесконечного тела от точечного источника мощностью , движущегося со скоростью v по его поверхности
2. - температуру перед источником тепла плотностью , движущимся со скоростью v вдоль стержня.
3. - температуру полубесконечного тела от неподвижного точечного источника мощностью , при длительном нагреве (t ® ¥)
4. - температуру за источником тепла плотностью , движущимся со скоростью v вдоль стержня
5. - предельное температурное поле в массивной плите при коротком замыкании сварочной цепи.
6. - зависимость температуры от расстояния R рассматриваемой точки от движущегося точечного источника для отрицательной полуоси x<0 (т.е. за источником)
199. Формула  - описывает:
- описывает:
1. - температуру полубесконечного тела от точечного источника мощностью , движущегося со скоростью v по его поверхности
2. - температуру перед источником тепла плотностью , движущимся со скоростью v вдоль стержня.
3 - температуру полубесконечного тела от неподвижного точечного источника мощностью , при длительном нагреве (t ® ¥)
4 - предельное температурное поле в массивной плите при коротком замыкании сварочной цепи.
5. - зависимость температуры от расстояния R рассматриваемой точки от движущегося точечного источника для отрицательной полуоси x<0 (т.е. за источником)
6. - температуру за источником тепла плотностью , движущимся со скоростью v вдоль стержня
200. На рис.  представлены зависимости температуры от расстояния точки от точечного источника тепла мощностью 250 Вт, непрерывно действующего на поверхности полуограниченного тела для:
представлены зависимости температуры от расстояния точки от точечного источника тепла мощностью 250 Вт, непрерывно действующего на поверхности полуограниченного тела для:
1. малоуглеродистой стали (нижняя кривая) и красной меди (верхняя кривая)
2. малоуглеродистой стали (верхняя кривая) и красной меди (нижняя кривая)
3. малоуглеродистой стали (верхняя кривая) и алюминия (нижняя кривая)
4. малоуглеродистой стали (нижняя кривая) и алюминия (верхняя кривая)
5. алюминия (верхняя кривая) и красной меди (нижняя кривая)
201. Формула  описывает:
описывает:
1. распределении температуры в полуплоскости от быстродвижущегося равномерно распределенного источника тепла
2. - распределение температур на поверхности полуограниченного тела в направлении, перпендикулярном направлению движения источника
3. - температуру на поверхности полуограниченного тела в направлении движения точечного источника перед источником (положительная полуось x >0)
4. предельное состояние процесса распространения тепла при нагреве пластины подвижным линейным источником постоянной мощности
5. предельное состояние процесса распространения тепла при нагреве пластины неподвижным линейным источником постоянной мощности
202. Формула  описывает:
описывает:
1. распределении температуры в полуплоскости от быстродвижущегося равномерно распределенного источника тепла
2. - распределение температур на поверхности полуограниченного тела в направлении, перпендикулярном направлению движения источника
3. - температуру на поверхности полуограниченного тела в направлении движения точечного источника перед источником (положительная полуось x >0)
4. предельное состояние процесса распространения тепла при нагреве пластины подвижным линейным источником постоянной мощности
5. предельное состояние процесса распространения тепла при нагреве пластины неподвижным линейным источником постоянной мощности
203. Формула  описывает:
описывает:
1. распределении температуры в полуплоскости от быстродвижущегося равномерно распределенного источника тепла*
2. - распределение температур на поверхности полуограниченного тела в направлении, перпендикулярном направлению движения источника
3. - температуру на поверхности полуограниченного тела в направлении движения точечного источника перед источником (положительная полуось x >0)
4. предельное состояние процесса распространения тепла при нагреве пластины подвижным линейным источником постоянной мощности
5. предельное состояние процесса распространения тепла при нагреве пластины неподвижным линейным источником постоянной мощности
204. Формула  описывает:
описывает:
1. распределении температуры в полуплоскости от быстродвижущегося равномерно распределенного источника тепла
2. - распределение температур на поверхности полуограниченного тела в направлении, перпендикулярном направлению движения источника
3. - температуру на поверхности полуограниченного тела в направлении движения точечного источника перед источником (положительная полуось x >0)
4. предельное состояние процесса распространения тепла при нагреве пластины подвижным линейным источником постоянной мощности
5. предельное состояние процесса распространения тепла при нагреве пластины неподвижным линейным источником постоянной мощности
205. Формула  описывает:
описывает:
1. распределении температуры в полуплоскости от быстродвижущегося равномерно распределенного источника тепла
2. - распределение температур на поверхности полуограниченного тела в направлении, перпендикулярном направлению движения источника
3. - температуру на поверхности полуограниченного тела в направлении движения точечного источника перед источником (положительная полуось x >0)
4. предельное состояние процесса распространения тепла при нагреве пластины подвижным линейным источником постоянной мощности
5. предельное состояние процесса распространения тепла при нагреве пластины неподвижным линейным источником постоянной мощности
206. На рис.  графики иллюстрируют зависимости установившейся температуры от расстояния от непрерывно действующего источника:
графики иллюстрируют зависимости установившейся температуры от расстояния от непрерывно действующего источника:
1. - для стальной пластины (1) и стального полуограниченного тела (2),
2. - для стального полуограниченного тела (1) и стальной пластины (2),
3. – для стального полуограниченного тела (1) и медного полуограниченного тела (1),
4. – для медной пластины (1) и стальной пластины (2),
5. – для медной пластины (1) и алюминиевой пластины (2)
207. Формула  описывает:
описывает:
1. - тепловой поток, необходимый для плавления металла при дуговой сварке,
2. - количество тепла, необходимое для плавления металла сварного шва при дуговой сварке металла
3. - количество тепла, необходимое для нагрева металла сварного шва при дуговой сварке до температуры плавления
4.- количество тепла, поступившее в электрод при дуговой сварке
5. - Тепловой поток, поступивший в электрод при дуговой сварке
6.-тепловой поток, поступающий в деталь
208. Формула  описывает:
описывает:
1. - тепловой поток, необходимый для плавления металла при дуговой сварке,
2. - количество тепла, необходимое для плавления металла сварного шва при дуговой сварке
3. - количество тепла, необходимое для нагрева металла сварного шва при дуговой сварке до температуры плавления
4.- количество тепла, поступившее в электрод при дуговой сварке
5. - Тепловой поток, поступивший в электрод при дуговой сварке
6.-тепловой поток, поступающий в деталь
209. Формула  описывает:
описывает:
1. - тепловой поток, необходимый для плавления металла при дуговой сварке,
2. - количество тепла, необходимое для плавления металла сварного шва при дуговой сварке
3. - количество тепла, необходимое для нагрева металла сварного шва при дуговой сварке до температуры плавления
4.- количество тепла, поступившее в электрод при дуговой сварке
5. - Тепловой поток, поступивший в электрод при дуговой сварке
6.-тепловой поток, поступающий в деталь
210. Формула  описывает:
описывает:
1. - тепловой поток, необходимый для плавления металла при дуговой сварке,
2. - количество тепла, необходимое для плавления металла сварного шва при дуговой сварке металла
3. - количество тепла, необходимое для нагрева металла сварного шва при дуговой сварке до температуры плавления
4.- количество тепла, поступившее в электрод при дуговой сварке
5. - Тепловой поток, поступивший в электрод при дуговой сварке
6.-тепловой поток, поступающий в деталь
211.
Формула  описывает:
описывает:
1. - тепловой поток, необходимый для плавления металла при дуговой сварке,
2. - количество тепла, необходимое для плавления металла сварного шва при дуговой сварке металла
3. - количество тепла, необходимое для нагрева металла сварного шва при дуговой сварке до температуры плавления
4.- количество тепла, поступившее в электрод при дуговой сварке
5. - Тепловой поток, поступивший в электрод при дуговой сварке
6.-тепловой поток, поступающий в деталь
212. Формула  описывает:
описывает:
1. - тепловой поток, необходимый для плавления металла при дуговой сварке,
2. - количество тепла, необходимое для плавления металла сварного шва при дуговой сварке металла
3. - количество тепла, необходимое для нагрева металла сварного шва при дуговой сварке до температуры плавления
4.- количество тепла, поступившее в электрод при дуговой сварке
5. - Тепловой поток, поступивший в электрод при дуговой сварке
6.-тепловой поток, поступающий в деталь
213. На рис.  изображены графики зависимостей тепловых потоков от скорости перемещения электрода при ручной дуговой сварке. Какой из графиков соответствует потоку в деталь:
изображены графики зависимостей тепловых потоков от скорости перемещения электрода при ручной дуговой сварке. Какой из графиков соответствует потоку в деталь:
- 1,-
- 2,
- 3,
- 4.
214. На рис.  изображены графики зависимостей тепловых потоков от скорости перемещения электрода при ручной дуговой сварке. Какой из графиков соответствует потоку на плавление?:
изображены графики зависимостей тепловых потоков от скорости перемещения электрода при ручной дуговой сварке. Какой из графиков соответствует потоку на плавление?:
- 1,
- 2,
- 3,
- 4.
215. Какому из способов сварки соответствуют графики, представленные на рис.?:
1. - ручной дуговой,
2. - автоматической дуговой,
3. – плазменной,
4. - алюминиевого сплава в защитном газе,
5. – электрошлаковой.
216. Какому из способов сварки соответствуют графики, представленные на рис.?: 
1. - ручной дуговой,
2. - автоматической дуговой,
3. – плазменной,
4. - алюминиевого сплава в защитном газе,
5. – электрошлаковой.
217. Какому из способов сварки соответствуют графики, представленные на рис.?: 
1. - ручной дуговой,
2. - автоматической дуговой,
3. – плазменной,
4. - алюминиевого сплава в защитном газе,
5. – электрошлаковой.
218. Какому из способов сварки соответствуют графики, представленные на рис.? 
1. - ручной дуговой,
2. - автоматической дуговой,
3. – плазменной,
4. - алюминиевого сплава в защитном газе,
5. – электрошлаковой.
219. Какому из способов сварки соответствуют графики, представленные на рис.? 
1. - ручной дуговой,
2. - автоматической дуговой,
3. – плазменной,
4. - алюминиевого сплава в защитном газе,
5. – электрошлаковой.
220. На рис.  представлена зависимость мощности пламени от:
представлена зависимость мощности пламени от:
1. - расхода кислорода, 1000 куб.м./с
2. – расхода ацетилена, 1000 куб.м./с
3. – расхода ацетилена, 10000 куб.м./с
4. – расхода ацетилена, куб.м./с
5. – номера ацетиленовых горелок
221. В горелку подают смесь при соотношении кислорода к ацетилену:
1.» (1,5-1,8):1,
2.» (1,15-1,2):1
3.» 2,5:1
4.»1:1
5.» 0,8:1
222. Газовое пламя горелки с наибольшим расходом ацетилена (»9,4 кВт) по сравнению с близкой по эффективной мощности электрической дугой со стальными электродами при токе 550 А. развивает:
1. – одинаковую плотность теплового потока,
2. - примерно вдвое меньшую плотность теплового потока,
3. - - примерно в 4 раза меньшую плотность теплового потока,
4. - примерно в 8 раз меньшую плотность теплового потока,
5. - примерно в 15 раз меньшую плотность теплового потока.
223. диаметр пятна нагрева газовым пламенем по сравнению с близкой по эффективной мощности электрической дугой примерно:
1. - приблизительно равен,
2. – примерно вдвое больше,
3. - примерно втрое больше*,
4. – примерно вдвое меньше,
5. – примерно в 8 раз больше.
Разновидность контактной сварки, при которой разогрев стыка осуществляется до высоких температур, достаточных для приведения области контакта в пластическое состояние, но не превышающих температуру плавления.
1. Шовная сварка
2. контактная стыковая сварка оплавлением
3. контактная стыковая сварка,
4. контактная стыковая сварка сопротивлением,
5. контактная точечная сварка
225. Формула  может быть использована:
может быть использована:
1. – для расчета контактной температуры при стыковой сварке при действии источника тепла в течение времени t1 большего, чем t.
2. - для расчета контактной температуры при стыковой сварке при действии источника тепла в течение времени t
3. - для расчета предельной (установившейся) температуры в неограниченном теплопроводящем теле от точечного источника тепла
4. - для расчета контактной температуры в охлаждаемой пластине от движущегося точечного источника
5. - для расчета установившейся контактной температуры в охлаждаемой пластине толщиной d для неподвижного точечного источника, например, при ультразвуковой сварке
226. Формула  может быть использована:
может быть использована:
1. – для расчета контактной температуры при стыковой сварке при действии источника тепла в течение времени t1 большего, чем t.
2. - для расчета контактной температуры при стыковой сварке при действии источника тепла в течение времени t
3. - для расчета предельной (установившейся) температуры в неограниченном теплопроводящем теле от точечного источника тепла
4. - для расчета контактной температуры в охлаждаемой пластине от движущегося точечного источника
5. - для расчета установившейся контактной температуры в охлаждаемой пластине толщиной d для неподвижного точечного источника, например, при ультразвуковой сварке
227. Формула  может быть использована:
может быть использована:
1. – для расчета контактной температуры при стыковой сварке при действии источника тепла в течение времени t1 большего, чем t.
2. - для расчета контактной температуры при стыковой сварке при действии источника тепла в течение времени t
3. - для расчета предельной (установившейся) температуры в неограниченном теплопроводящем теле от точечного источника тепла
4. - для расчета контактной температуры в охлаждаемой пластине от движущегося точечного источника
5. - для расчета установившейся контактной температуры в охлаждаемой пластине толщиной d для неподвижного точечного источника, например, при ультразвуковой сварке
228. Формула может быть использована:
1. – для расчета контактной температуры при стыковой сварке при действии источника тепла в течение времени t1 большего, чем t.
2. - для расчета контактной температуры при стыковой сварке при действии источника тепла в течение времени t
3. - для расчета предельной (установившейся) температуры в неограниченном теплопроводящем теле от точечного источника тепла
4. - для расчета контактной температуры в охлаждаемой пластине от движущегося точечного источника
5. - для расчета установившейся контактной температуры в охлаждаемой пластине толщиной d для неподвижного точечного источника, например, при ультразвуковой сварке
229. Формула  может быть использована:
может быть использована:
1. – для расчета контактной температуры при стыковой сварке при действии источника тепла в течение времени t1 большего, чем t.
2. - для расчета контактной температуры при стыковой сварке при действии источника тепла в течение времени t
3. - для расчета предельной (установившейся) температуры в неограниченном теплопроводящем теле от точечного источника тепла
4. - для расчета контактной температуры в охлаждаемой пластине от движущегося точечного источника
5. - для расчета установившейся контактной температуры в охлаждаемой пластине толщиной d для неподвижного точечного источника, например, при ультразвуковой сварке
230. Формула  описывает:
описывает:
1. Температуру в контакте при стыковой сварке импульсом тока длительностью 3Dt
2. зависимость мощности источника от времени при одном импульсе тока, длительностью 3Dt, необходимой для достижения температуры плавления
3. усилие, необходимое для осаживания заготовок при стыковой сварке
4. Температуру в контакте при стыковой сварке тремя импульсами тока, каждый длительностью Dt через промежуток времени Dt,
5. зависимость мощности источника от времени при трех импульсах тока, каждый длительностью Dt через промежуток времени Dt, необходимой для достижения температуры плавления
231. Формула  описывает:
описывает:
1. Температуру в контакте при стыковой сварке импульсом тока длительностью 3Dt
2. зависимость мощности источника от времени при одном импульсе тока, длительностью 3Dt, необходимой для достижения температуры плавления
3. усилие, необходимое для осаживания заготовок при стыковой сварке
4. Температуру в контакте при стыковой сварке тремя импульсами тока, каждый длительностью Dt через промежуток времени Dt,
5. зависимость мощности источника от времени при трех импульсах тока, каждый длительностью Dt через промежуток времени Dt, необходимой для достижения температуры плавления
232. Формула  описывает:
описывает:
1. Температуру в контакте при стыковой сварке импульсом тока длительностью 3Dt
2. зависимость мощности источника от времени при одном импульсе тока, длительностью 3Dt, необходимой для достижения температуры плавления
3. усилие, необходимое для осаживания заготовок при стыковой сварке
4. Температуру в контакте при стыковой сварке тремя импульсами тока, каждый длительностью Dt через промежуток времени Dt,
5. зависимость мощности источника от времени при трех импульсах тока, каждый длительностью Dt через промежуток времени Dt, необходимой для достижения температуры плавления
233. Формула  описывает:
описывает:
1. Температуру в контакте при стыковой сварке импульсом тока длительностью 3Dt
2. зависимость мощности источника от времени при одном импульсе тока, длительностью 3Dt, необходимой для достижения температуры плавления
3. усилие, необходимое для осаживания заготовок при стыковой сварке
4. Температуру в контакте при стыковой сварке тремя импульсами тока, каждый длительностью Dt через промежуток времени Dt,
5. зависимость мощности источника от времени при трех импульсах тока, каждый длительностью Dt через промежуток времени Dt, необходимой для достижения температуры плавления
234. Формула  описывает:
описывает:
1. Температуру в контакте при стыковой сварке импульсом тока длительностью 3Dt
2. зависимость мощности источника от времени при одном импульсе тока, длительностью 3Dt, необходимой для достижения температуры плавления
3. усилие, необходимое для осаживания заготовок при стыковой сварке
4. Температуру в контакте при стыковой сварке тремя импульсами тока, каждый длительностью Dt через промежуток времени Dt,
5. зависимость мощности источника от времени при трех импульсах тока, каждый длительностью Dt через промежуток времени Dt, необходимой для достижения температуры плавления
235. На рис.  представлены:
представлены:
1. Зависимости контактной температуры от времени нагрева при сварке трением различных мощностях трения (1,25 кВт – верхняя кривая, 1 кВт- средняя, 0,8 кВт – нижняя)
2. Зависимости контактной температуры от времени нагрева при ультразвуковой сварке различных мощностях (69 Вт – верхняя кривая, 55 Вт- средняя, 44 Вт – нижняя)
3. Зависимости контактной температуры при сварке круглых прутков диаметром 4 мм при мощности 440 Вт
4. Зависимости контактной температуры от времени нагрева при конденсаторной стыковой сварке проволоки диаметром 0,2 мм для различных материалов проволоки: стали (верхняя кривая), меди (средняя), алюминия (нижняя)
236. На рис.  представлены:
представлены:
1. Зависимости контактной температуры от времени нагрева при сварке трением различных мощностях трения (1,25 кВт – верхняя кривая, 1 кВт- средняя, 0,8 кВт – нижняя)
2. Зависимости контактной температуры от времени нагрева при ультразвуковой сварке различных мощностях (69 Вт – верхняя кривая, 55 Вт- средняя, 44 Вт – нижняя)
3. Зависимости контактной температуры при сварке круглых прутков диаметром 4 мм при мощности 440 Вт
4. Зависимости контактной температуры от времени нагрева при конденсаторной стыковой сварке проволоки диаметром 0,2 мм для различных материалов проволоки: стали (верхняя кривая), меди (средняя), алюминия (нижняя)
237. На рис. 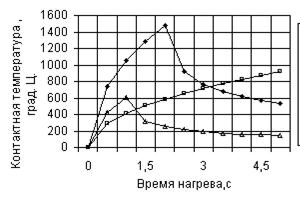 представлены:
представлены:
1. Зависимости контактной температуры от времени нагрева при сварке трением различных мощностях трения (1,25 кВт – верхняя кривая, 1 кВт- средняя, 0,8 кВт – нижняя)
2. Зависимости контактной температуры от времени нагрева при ультразвуковой сварке различных мощностях (69 Вт – верхняя кривая, 55 Вт- средняя, 44 Вт – нижняя)
3. Зависимости контактной температуры при сварке круглых прутков диаметром 4 мм при мощности 440 Вт
4. Зависимости контактной температуры от времени нагрева при конденсаторной стыковой сварке проволоки диаметром 0,2 мм для различных материалов проволоки: стали (верхняя кривая), меди (средняя), алюминия (нижняя)
238. Мощность шовных сварочных установок обычно находится в пределах:
1. от 1 до 10 кВт
2. от 10 до 100 кВт
3. от 25 до 200 кВт
4. от 25 до 500 кВт
5. от 10 до 1000 кВт
Список литературы.
1. С. А. Васин, А. С. Верещака, В.С.Кушнер. Резание материалов: Термомеханический подход к системе взаимосвязей при резании: Учеб. для техн. вузов.-М.: Изд-во МГТУ им. Н.Э.Баумана, 2001.-448 с.
2. Иванов В.Н. Словарь – справочник по литейному производству. – М.: Машиностроение, 1990. 383с.
3. В.С.Кушнер. Тепловые основы технологических способов машиностроительного производства: Учеб. пособие.-Омск: Изд-во ОмГТУ, 1995.-68 с.
4. А.В. Лыков. Теория теплопроводности. – М. ГИТТЛ, 1952
5. Н. Н. Малинин. Прикладная теория пластичности и ползучести. Учебник для студентов вузов. Изд. 2-е, перераб. и доп. М., «Машиностроение», 1975, 400с.
6. Политехнический словарь. Гл. ред. И.И.Артоболевский. М. «Советская энциклопедия», 1977.- 608 с. илл.
7. А. Н. Резников. Теплофизика резания.-«Машиностроение», 1969, 288 с.
8. Н. Н. Рыкалин. Расчеты тепловых процессов при сварке: Учеб. пособие для машиностроительных вузов- Москва: МАШГИЗ, 1951, 296 с.
9. Справочник инструментальщика/ И.А.Ординарцев, Г.В.Филиппов, А.Н.Шевченко и др.; под общ.ред.И.А.Ординарцева.-Л.: Машиностроение. Ленингр. Отд-ние, 1987.0-846 с.: ил.
10. Справочник по технологии резания материалов. В 2-х кн./Ред.нем.изд.: Г.Шпур, Т.Штеферле; Пер. с нем. под ред. Ю.М.Соломенцева.- М.: Машиностроение, 1985.кн.1-616 с, кн.2 -688 с.
11. М.В.Сторожев и Е.И.Попов. Теория обработки металлов давлением: Учебник для машиностроительных и политехнических вузов - Москва, Машгиз, 1957, 323 с.
12. Технология конструкционных материалов: Учеб. для машиностр. спец. Вузов/ А. М. Дальский, И. А. Арутюнова, Т. М. Барсукова и др.; под общ. Ред. А. М. Дальского.- 2-е изд., пераб. и доп. –М.: Машиностроение, 1985.-448 с.
13. Физические величины: Справочник/ А.П.Бабичев, Н.А.Бабушкина, А.М.Братковский и др.; Под ред. И.С.Григорьева, Е.З.Мейлихова.-М.; Энергоатомиздат, 1991.-1232 с.
Дата публикования: 2014-10-25; Прочитано: 696 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
