 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Сварка трением
|
|
Сварка трением осуществляется за счет адгезии (схватывания) контактируемых поверхностей. Как известно, схватывание поверхностей происходит при определенных условиях. К их числу относятся: повышенная температура (приближающаяся к температуре плавления), отсутствие на контактируемых поверхностях оксидных пленок и загрязнений, пластические деформации контактируемых поверхностей под действием сжимающих сил (осаживания). Особенностью сварки трением является то, что нагрев в зоне контакта осуществляется за счет трения (рис. 4.59) [12].
Мощность трения  должна обеспечить плотность теплового потока q, достаточную для заданного повышения температуры в течение заданного интервала времени t. Плотность теплового потока (или удельная мощность трения q) на поверхности вращающегося цилиндрического образца определяется как произведение касательного напряжения
должна обеспечить плотность теплового потока q, достаточную для заданного повышения температуры в течение заданного интервала времени t. Плотность теплового потока (или удельная мощность трения q) на поверхности вращающегося цилиндрического образца определяется как произведение касательного напряжения  , возникающего при трении, на скорость резания v:
, возникающего при трении, на скорость резания v:
 , (4.59)
, (4.59)
где  . (4.60)
. (4.60)
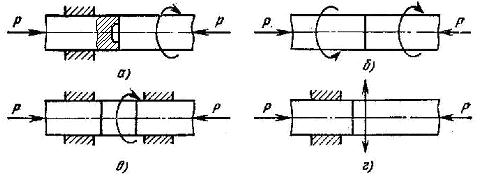
Рис. 4.59. Принципиальные схемы сварки трением: а)-вращение одной детали, б) – вращение обеих деталей, в) – сварка неподвижных деталей с вращающейся вставкой, г) – сварка при возвратно-поступательном движении одной детали
Таким образом, плотность теплового потока при трении вращающихся заготовок уменьшается от периферии к центру. Поэтому и температура при приближении к оси вращения заготовок будет уменьшаться. Для обеспечения рациональных условий схватывания при сварке трением целесообразно исключать среднюю часть свариваемых заготовок (рис.4.60).
При достаточно большой скорости вращения заготовок можно считать, что температура на поверхности заготовок не будет зависеть от угла j поворота, а будет зависеть только от радиуса  и координаты х
и координаты х

Рис. 4.60. Схема распределения температуры по торцу заготовки при сварке трением
При этом температура заготовки при постоянном радиусе r может быть вычислена с помощью известного решения (см. формулу 4.6) (рис.4.61)
По условию, что температура на периферии заготовки за заданное время должна приближаться к температуре плавления, выберем соответствующую этой температуре мощность трения (см. рис. 4.61.).

Рис. 4.61. Зависимость температуры от времени нагрева при диаметрах трущихся заготовок от 5 мм до 10 мм.
Сила, с которой должны сдавливаться заготовки для создания требуемой плотности теплового потока, определится по формуле:
 , (4.61)
, (4.61)
где m - коэффициент трения, v – скорость трения (в средней части заготовки или на ее периферии, F – площадь поперечного сечения заготовки в плоскости контакта, P – осевая сила сдавливания заготовок.
Значения, вычисленные по формулам (4.59 - 4.61) относятся только начальному периоду трения. По мере увеличения температуры коэффициент трения, сила трения, предел текучести материала будут изменяться и для совместного пластического деформирования, необходимого для схватывания усилие P может быть достаточным.
Соединение заготовок сваркой трением получают с достаточно высокими свойствами. При сварке трением энергетические затраты значительно (в 5 – 10 раз) ниже, чем при электрической контактной стыковой сварке.
Для сварки трением выпускают серийные машины мощностью 10, 20 и 40 кВт, а также модернизируют для этой цели металлорежущие станки (токарные, фрезерные, сверлильные).
Дата публикования: 2014-10-25; Прочитано: 702 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
