 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Электрошлаковая сварка
|
|
Электрошлаковую сварку применяют в тех случаях, когда сварной шов необходимо заполнить большим количеством расплавленного металла. Такая необходимость наиболее часто возникает в тяжелом машиностроении, при сварке крупных деталей мостов, котлов высокого давления, гидротурбин. Она используется для изготовления ковано-сварных и литейно-сварных конструкций станин и деталей прессов, молотов (рис. 4.39.) [12], станков, коленчатых валов судовых двигателей и др.

Рис. 4.39. Примеры применения электрошлаковой сварки: а) архитрав (балка) пресса, б) баба бесшаботного молота
Как правило, электрошлаковую сварку выполняют при вертикальном положении свариваемых заготовок.
Сварной шов заполняет зазор между свариваемыми поверхностями заготовок (рис.4.40) [12]. В этом зазоре (или пространстве), ограниченном с двух сторон поверхностями свариваемых заготовок 6, а с двух других сторон формирующими устройствами (ползунами) 7 создается шлаковая ванна.
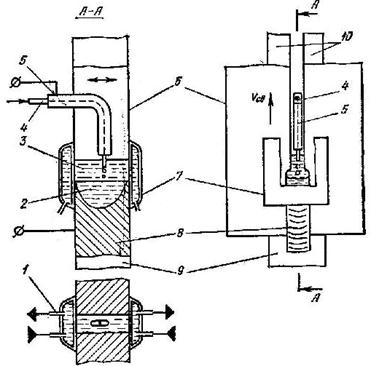
Рис.4.40. Схема электрошлаковой сварки: 1-трубы ползуна, 2 – сварочная ванна расплавленного металла, 3 – шлаковая ванна, 4 – сварочная проволока, 5 – мундштук, 6 – основной металл заготовок, 7 – ползуны (формирующие устройства), 8 – затвердевший сварной шов, 9 – вводная планка, 10 - выходная планка
При электрошлаковой сварке теплота образуется при пропускании электрического тока через шлаковую ванну. Высокая температура расплавленного шлака (до 2000 °С) достаточна для расплавления металла электродной проволоки (или электродных пластин) и основного металла. Высокая температура поддерживается за счет больших токов (750-1000 А), обеспечивающих, соответственно, большую мощность источника тепла.
В связи с наличием перемещения электродной проволоки по ширине шва, вертикальное перемещение мундштука вдоль шва осуществляется с очень малой скоростью. Высокая производительность электрошлаковой сварки определяется большим объемом заполняемого в единицу времени металлом сварочного шва, а не скоростью перемещения мундштука в вертикальном направлении. В отличие от плазменной сварки при электрошлаковой сварке тепловые потоки в деталь относительно невелики (рис.4.41).

Рис. 4.41. Баланс тепловых потоков при электрошлаковой сварке: стальной заготовки при токе I= 1000 A, U=20 В, ширина и длина cварного шва B*H=300*150 мм.
Из-за большого объема расплавляемого металла подача электродной проволоки при электрошлаковой сварке осуществляется с гораздо более высокой скоростью, чем скорость перемещения ползунов (рис.4.42).

Рис.4.42. Соотношения между скоростями подачи электродной проволоки (диаметром 3 мм пучком из 3 шт.) и перемещения ползунов.
Дата публикования: 2014-10-25; Прочитано: 601 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
