 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Вакуумно-индукционных переплав
|
|
1. осуществляют в вакуумных дуговых при пониженном остаточном давлении 100-0,1 МПа.
2. осуществляют в индукционных печах при пониженном остаточном давлении 100-0,1 МПа.
3. бездуговой процесс электроплавки сталей (и других сплавов), при котором необходимое для плавки тепло выделяется при прохождении электрического тока через расплавленный электропроводящий шлак.
4. осуществляют в электронно-лучевых печах при пониженном остаточном давлении 100-0,1 МПа.
5. осуществляют в плазменных печах при пониженном остаточном давлении 100-0,1 МПа.
19. Литье - это:
1. - способ получения отливок в литейных формах, изготовленных из песчано-глинистых формовочных материалов и используемых для получения одной отливки
2. - способ получения деталей и заготовок сложной формы, больших и малых размеров из различных металлов, сплавов, пластмасс и других материалов, заключающийся в заливке расплавов в специально приготовленные литейные формы.
3. - способ получения фасонных отливок в металлических формах
4. - способ получения отливок из сплавов цветных металлов и сталей, максимально приближающий размеры и форму отливки к размерам и форме готовой детали и позволяющий уменьшить или совсем исключить их последующую механическую обработку
5. - способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением в горячей воде
20. Модельный комплект состоит из:
1. литейнойформы для воспроизведения наружных контуров отливок и литейных стержней для образования внутренних полостей и отверстий
2. чаши, стояка, шлакоуловителя, питателя, боковой прибыли, шейки.
3. опок, штырей, скоб и других приспособлений, необходимых для получения разовой песчаной формы
4. литейной модели, стержневых ящиков, моделей литниковой системы, шаблонов для конкретной отливки, модельных плит и др
21. Литниковая система состоит из:
1. литейнойформы для воспроизведения наружных контуров отливок и литейных стержней для образования внутренних полостей и отверстий
2. чаши, стояка, шлакоуловителя, питателя, боковой прибыли, шейки.
3. опок, штырей, скоб и других приспособлений, необходимых для получения разовой песчаной формы
4. литейной модели, стержневых ящиков, моделей литниковой системы, шаблонов для конкретной отливки, модельных плит и др
22. Формовочный комплект состоит из:
1. литейнойформы для воспроизведения наружных контуров отливок и литейных стержней для образования внутренних полостей и отверстий
2. чаши, стояка, шлакоуловителя, питателя, боковой прибыли, шейки.
3. опок, штырей, скоб и других приспособлений, необходимых для получения разовой песчаной формы
4. литейной модели, стержневых ящиков, моделей литниковой системы, шаблонов для конкретной отливки, модельных плит и др
23. Литейная форма состоит из:
1. чаши, стояка, шлакоуловителя, питателя, боковой прибыли, шейки.
2. литейнойформы для воспроизведения наружных контуров отливок и литейных стержней для образования внутренних полостей и отверстий
3. опок, штырей, скоб и других приспособлений, необходимых для получения разовой песчаной формы
4. литейной модели, стержневых ящиков, моделей литниковой системы, шаблонов для конкретной отливки, модельных плит и др
24. Литейный стержень – это:
1. приспособление, служащие для изготовления стержней
2. вертикальный канал, соединенный с литниковой системой, предназначенный для выхода газов при заполнении формы жидким металлом, контроля заполнения формы, а иногда питания отливки металлом во время ее остывания
3. - отъемная часть литейной формы, оформляющая внутренние полости отливки
4. – специальная опорная поверхность литейной формы, служащая для установки литейного стержня
5. приспособление в виде жесткой рамы (открытого ящика), служащее для удержания в нем формовочной смеси при изготовлении разовых песчаных форм, транспортирования и заливки металлом
25. Опока – это:
1. приспособление, служащие для изготовления стержней
2. вертикальный канал, соединенный с литниковой системой, предназначенный для выхода газов при заполнении формы жидким металлом, контроля заполнения формы, а иногда питания отливки металлом во время ее остывания
3. - отъемная часть литейной формы, оформляющая внутренние полости отливки
4. – специальная опорная поверхность литейной формы, служащая для установки литейного стержня
5. приспособление в виде жесткой рамы (открытого ящика), служащее для удержания в нем формовочной смеси при изготовлении разовых песчаных форм, транспортирования и заливки металлом
26. Объемная усадка отливки:
1. Равна линейной усадке
2. Меньше, чем линейная усадка
3. Вдвое больше линейной усадки
4. Втрое больше линейной усадки
5. В 4 раза больше линейной усадки
27. Литье в оболочковые формы – это:
1. способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением в горячей воде
2. способ получения фасонных отливок в металлических формах
3. способ получения отливок свободной заливкой расплава в разовую литейную форму, изготовленную из двух скрепленных рельефных полуформ с толщиной стенок 6-10 мм из смеси, состоящей из мелкого кварцевого песка и крепителя – феноло-формальдегидной порошкообразной термореактивной смолы
4. способ получения фасонных отливок в металлических формах, при котором на залитый в камеру прессования расплавленный метал, давит поршень
5. способ получения отливок, как правило, в металлических формах (изложницах), при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку
28. Литье в кокиль – это:
1. способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением в горячей воде
2. способ получения фасонных отливок в металлических формах
3. способ получения отливок свободной заливкой расплава в разовую литейную форму, изготовленную из двух скрепленных рельефных полуформ с толщиной стенок 6-10 мм из смеси, состоящей из мелкого кварцевого песка и крепителя – феноло-формальдегидной порошкообразной термореактивной смолы
4. способ получения фасонных отливок в металлических формах, при котором на залитый в камеру прессования расплавленный метал, давит поршень
5. способ получения отливок, как правило, в металлических формах (изложницах), при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку
29. Литье по выплавляемым моделям – это:
1. способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением в горячей воде
2. способ получения фасонных отливок в металлических формах
3. способ получения отливок свободной заливкой расплава в разовую литейную форму, изготовленную из двух скрепленных рельефных полуформ с толщиной стенок 6-10 мм из смеси, состоящей из мелкого кварцевого песка и крепителя – феноло-формальдегидной порошкообразной термореактивной смолы
4. способ получения фасонных отливок в металлических формах, при котором на залитый в камеру прессования расплавленный метал, давит поршень
5. способ получения отливок, как правило, в металлических формах (изложницах), при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку
30. Литье под давлением – это:
1. способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением в горячей воде
2. способ получения фасонных отливок в металлических формах
3. способ получения отливок свободной заливкой расплава в разовую литейную форму, изготовленную из двух скрепленных рельефных полуформ с толщиной стенок 6-10 мм из смеси, состоящей из мелкого кварцевого песка и крепителя – феноло-формальдегидной порошкообразной термореактивной смолы
4. способ получения фасонных отливок в металлических формах, при котором на залитый в камеру прессования расплавленный метал, давит поршень
5. способ получения отливок, как правило, в металлических формах (изложницах), при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку
31. Литье центробежное – это:
1. способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением в горячей воде
2. способ получения отливок, как правило, в металлических формах (изложницах), при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку
3. способ получения отливок свободной заливкой расплава в разовую литейную форму, изготовленную из двух скрепленных рельефных полуформ с толщиной стенок 6-10 мм из смеси, состоящей из мелкого кварцевого песка и крепителя – феноло-формальдегидной порошкообразной термореактивной смолы
4. способ получения фасонных отливок в металлических формах, при котором на залитый в камеру прессования расплавленный метал, давит поршень
5. способ получения фасонных отливок в металлических формах
32. На рисунке изображена:
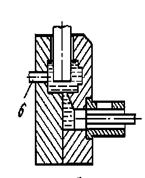
1. Схема процесса изготовления отливок по выплавляемым моделям
2. Схема процесса изготовления отливок центробежным литьем
3. Схема процесса изготовления отливок на машинах с холодной камерой прессования
4. Схема процесса изготовления отливок на машинах с горячей камерой прессования
5. Схема литья в кокиль
33. На рисунке изображена:
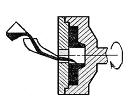
1. Схема процесса изготовления отливок по выплавляемым моделям
2. Схема процесса изготовления отливок центробежным литьем
3. Схема процесса изготовления отливок на машинах с холодной камерой прессования
4. Схема процесса изготовления отливок на машинах с горячей камерой прессования
5. Схема литья в кокиль
34. На рисунке изображена:
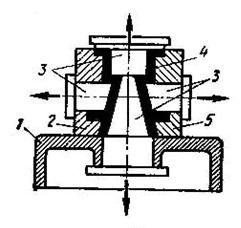
1. Схема процесса изготовления отливок по выплавляемым моделям
2. Схема процесса изготовления отливок центробежным литьем
3. Схема процесса изготовления отливок на машинах с холодной камерой прессования
4. Схема процесса изготовления отливок на машинах с горячей камерой прессования
5. Схема литья в кокиль
35. На рисунке изображена:

1. Схема процесса изготовления отливок по выплавляемым моделям
2. Схема процесса изготовления отливок центробежным литьем
3. Схема процесса изготовления отливок на машинах с холодной камерой прессования
4. Схема процесса изготовления отливок на машинах с горячей камерой прессования
5. Схема литья в кокиль
Дата публикования: 2014-10-25; Прочитано: 937 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
