 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Геометрія різальної частини свердел та їх удосконалення
|
|
Проаналізуємо геометричні параметри різальної частини свердла.
Спіральні свердла є широко поширеними ріжучими інструментами. Інструментальними геометричними параметрами спірального свердла є (рис.6.8):
- кут при вершині j;
- кут нахилу гвинтової канавки на периферії свердла - w;
- d=2r – діаметр серцевини свердла і його відношення до діаметру свердла – D;
- прямолінійні різальні кромки;
- інструментальний задній кут aі на периферії свердла в циліндричному перетині концентричному осі інструменту.
Інструментальні геометричні параметри різальної частини свердла не співпадають із статичними геометричними параметрами, які характеризують протікання процесу різання.
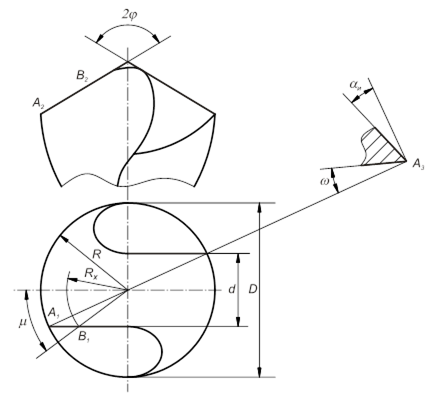
Рисунок 6.8 – Інструментальні геометричні параметри свердла
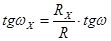
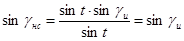
Визначимо статичні передні кути спірального свердла в довільній точці В різальної кромки (рис.6.9). У системі площин проекцій П1/П2 зображається різальна кромка АВ. Площина П1 проводиться перпендикулярно осі свердла, а площина П2 – паралельно різальній кромці АВ. Положення різальної кромки АВ в системі П1/П2 визначається кутом при вершині j, і радіусом r серцевини свердла. Положення площини, дотичної до передньої гвинтової поверхні свердла, задається двома прямими – АВ і ВС. Положення прямий ВС, яка дотикається гвинтової лінії перетину гвинтової передньої поверхні свердла і круглого циліндра радіусом RХ, що проходить через точку В, визначається величиною кута wХ. Кут wХ визначається по залежності:
 , (6.2)
, (6.2)
де R - радіус свердла:
w - кут нахилу гвинтової передньої поверхні на зовнішньому діаметрі свердла.
Кут wХ в дійсну величину проектується на площину П3. Площина П3 йде паралельно площині, яка в точці В дотикається круглого циліндра, концентричного осі свердла. Знаючи положення точки С в системі площин проекцій П1/П3, за правилом зміни площин проекцій, визначається проекція точки С на площину П2.
Вводиться система площин проекцій П2/П4. Площина П4 проводиться паралельно площині N, яка проходить через точку В перпендикулярну різальній кромці АВ. За правилом зміни площин проекцій, знаходяться проекції В4 і С4 точок В і С на площину П4. Лінія В4С4 характеризує положення передньої площини в нормальному перетині.
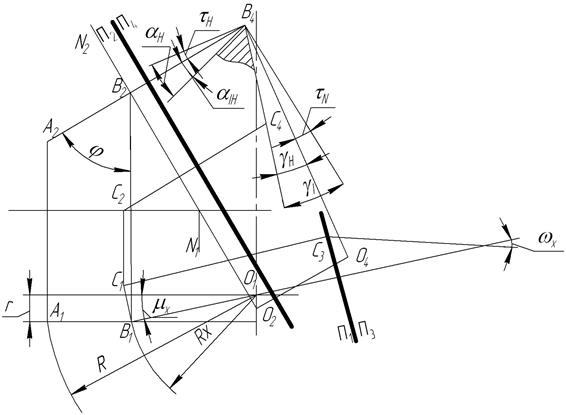
Рисунок 6.9
Статичною поверхнею різання буде при свердленні поверхня обертання різальної кромки АВ навколо осі свердла. Нормалю до поверхні різання буде пряма ОВ. Точка О є точкою перетину площини N з віссю свердла. Знаючи положення точки О в системі П1/П2 знаходиться положення проекції О4 точки О на площину П4.
За визначенням кут між нормаллю до площини різання і передньою площиною буде в нормальному перетині площиною N статичним переднім кутом gнс. У дійсну величину статичний передній кут gнс проектується на площину П4.
Графічне рішення було проведене для свердла у якого j=600, w=300, r=0,15R. Досліджувана точка В різальної кромки розташовувалася на радіусі RX=0,6R. Зміряний по кресленню передній кут gнс був рівний 140.
Графічне рішення було проведене також для свердла у якого j=600, w=300, r=0,15R (рис.6.10). Досліджувана точка В різальній кромці розташовувалася на радіусі RX=0,2R. Виміряний по кресленню статичний передній кут gн в нормальному до різальної кромки АВ в досліджуваній точці В був негативним і рівним gн=-240.
Таким чином у спірального стандартного свердла спостерігається різке зменшення передніх кутів уздовж різальної кромки. Це викликано тим, що нормаль до поверхні різання змінює положення при наближенні до центру свердла, що приводить до відповідного зменшення статичних передніх кутів gн.
Другою причиною зменшення кутів gн при наближенні до центру є зменшення при цьому кута wХ.
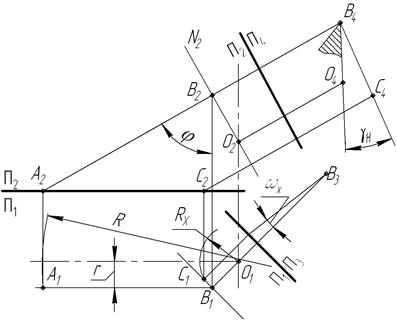
Рисунок 6.10
Аналізуючи графічне рішення визначимо передній кут в інструментальній системі координат:
 , (6.3)
, (6.3)
де
 , (6.4)
, (6.4)
 . (6.5)
. (6.5)
Статичний передній кут gнс в нормальному до різальної кромки перетині буде рівний:
 . (6.6)
. (6.6)
Статичний передній кут gс в головній січній площині визначається по відомій залежності:
 , (6.7)
, (6.7)
де статичний кут нахилу різальної кромки рівний:
 . (6.8)
. (6.8)
Визначення статичних задніх кутів спірального свердла.
Статичний задній кут в досліджуваній точці різальної кромки свердла визначається положенням двох площин, одна з яких є дотичною до задньої поверхні, а друга – дотичній до статичної поверхні різання. Положення площини дотичної до задньої поверхні залежить від її форми. Розглянемо геометрію задньої поверхні свердла при її плоскій формі (рис.6.9). Положення задньої площини свердла характеризується інструментальним заднім кутом aін, який вимірюється в нормальному до різальної кромки перетині. При відомому вугіллі aін статичний задній кут aнс в нормальному до різальної кромки перетині в досліджуваній її точці рівний:
 . (6.9)
. (6.9)
Інструментальний задній кут aні при плоскій задній поверхні не міняється при переміщенні уздовж різальної кромки. Кут же tN збільшується при переміщенні від периферії до центру. Тому статичні задні кути aні, в нормальному до різальної кромки перетині, зростають при переміщенні від периферії до центру.
Необхідно враховувати, що інструментальний задній кут aні зазвичай задається на периферії свердла в циліндровому перетині, концентричному осі свердла. Тому виникає завдання визначення інструментального заднього кута aн і , в нормальному до різальної кромки перетині, при відомому інструментальному задньому куті aі. У системі площин проекцій П1/П4 (рис.6.11) зображається різальна кромка АВ. Положення різальної кромки АВ в системі П1/П2 визначається кутом при вершині j і радіусом r серцевини свердла. Вводиться система площин проекцій П1/П3. Площина П3 проводиться паралельно площини дотичної в периферійній точці А різальної кромки до циліндричного перетину, концентричного осі свердла. У проекції на площину П3 в дійсну величину зображається інструментальний задній кут, який визначає положення прямий АС в системі площин проекцій П1/П3.
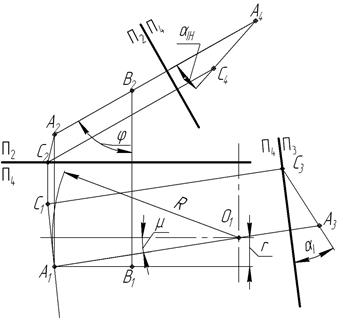
Рисунок 6.11
Вводиться система площин проекцій П2/П4. Площина П4 йде перпендикулярно різальній кромці АВ свердла. За правилом зміни площин проекцій знаходяться проекції точок А і С в даних системах. Проекція А4С4 прямий АС на площину П4 визначає величину інструментального заднього кута aні в нормальному до різальної кромки перетині.
Аналізуючи графічне рішення матиме:
 , (6.10)
, (6.10)
де
 . (6.11)
. (6.11)
Алгоритм розрахунку геометричних параметрів різальної частини спірального свердла може бути наступним:
Початкові дані:
D=2R - діаметр свердла;
D=2r – діаметр серцевини;
2 - кут при вершині;
w - кут нахилу гвинтової канавки на периферії свердла;
aі - задній кут на периферії свердла в циліндричному перетині, концентричному осі свердла.
Порядок розрахунку.
1) Вибираються радіуси RX точок, в яких визначається геометрично параметри.
2) Кути нахилу wХ.
. (6.12)
3) Кути m.
 . (6.13)
. (6.13)
4) Розраховується кути tНС.
 . (6.14)
. (6.14)
5) Визначаються інструментальні передні кути gІ.
 . (6.15)
. (6.15)
6) Статичні передні кути в нормальних до різальної кромки перетині.
 . (6.16)
. (6.16)
7) Статичні кути нахилу різальної кромки.
 . (6.17)
. (6.17)
8) Інструментальний задній кут в нормальному до різальної кромки перетині.
 . (6.18)
. (6.18)
9) Статичний задній кут в нормальному перетині.
 . (6.19)
. (6.19)
Для різних спіральних свердел розраховані величини статичних передніх кутів в нормальних перетинах зображені на рис.6.12. Діаметр серцевини був прийнятий рівним 0,15 діаметру свердла, окрім свердла (рис.6.13) з діаметрально розташованими кромками. У стандартного свердла (рис.6.12.а) спостерігається різка зміна статичних передніх кутів по довжині різальної кромки, що є його істотним недоліком. Тому були розроблені різні способи зміни конструктивних параметрів різальній частині свердел.
Для отримання більш плавної зміни передніх статичних кутів і зменшення їх величин на периферії були розроблені свердла з ламаними різальними кромками із збільшеними кутами m на периферії свердла. При обробці нержавіючої сталі стійкість таких свердел в 1,52,0 разу вище за стійкість стандартних свердел.
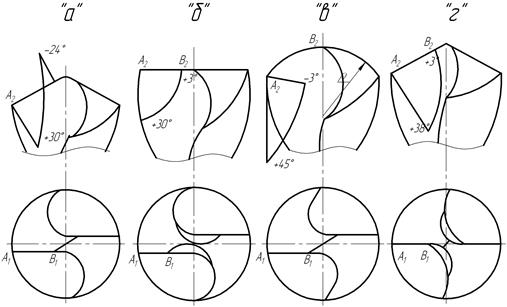
Рисунок 6.12
Амплітуда коливань статичних передніх кутів істотно зменшується при застосуванні спіральних свердел (рис.6.12.в) з різальною кромкою по радіусу. Це пояснюється тим, що нормаль до статичної поверхні різання при цьому в різних точках різальної кромки займає стабільніше положення. Стійкість свердел з різальною кромкою по радіусу підвищується у декілька разів в порівнянні зі свердлами з прямолінійними кромками як при обробці стали, так і при обробці чавуну.
В порівнянні із стандартними свердлами доцільніший характер зміни статичних геометричних параметрів різальній частині мають спіральні свердла із збільшеними кутами при вершині (рис.6.12в). Проте працездатність і область застосування таких спіральних свердел, їх доцільні конструктивні параметри вивчені недостатньо.
Розглянемо спіральні свердла із збільшеним кутом при вершині.
Геометричні параметри різальної частини.
Розраховані, по викладеній раніше методиці, статичні геометричні параметри різальної частини спірального свердла із збільшенням до j =160° кутами при вершині, зображені на рис.6.13. При цьому за передню поверхню була прийнята гвинтова поверхня, яка описується прямолінійною різальною кромкою при її гвинтовому русі. Кут нахилу передньої гвинтової поверхні був рівний w=300 на периферії свердла.
Задня поверхня свердла може мати різну форму. Розглянута геометрія задньої поверхні свердла при її плоскій формі. Положення задньої площини свердла визначається величиною кута при вершині j і інструментального заднього кута aі. При плоскій задній поверхні свердла, коли інструментальний задній кут aні в нормальному до різальної кромки перетині є постійним величиною, статичний задній кут aнс в нормальному до різальної кромки перетині буде рівний:
 (6.20)
(6.20)
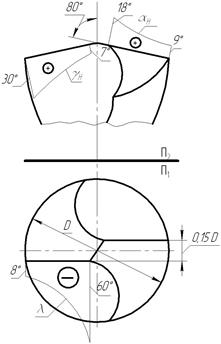
Рисунок 6.13
Таким чином коливання статичного заднього кута aнс викликано зміною уздовж різальної кромки кута tнс тобто зміною положення нормалі до статичної поверхні різання. в порівнянні із статичними задніми кутами, статичні передні кути gнс в нормальному до різальної кромки перетині змінюються уздовж різальної кромки різкіше. Це пояснюється тим, що разом із зміною положення нормалі до статичної площини різання, тобто кута, tнс зменшується від периферії до центру свердла кут wх нахилу гвинтової поверхні при зміні радіусу RХ досліджуваної точки різальної кромки. Аналіз показує, що спіральне свердло із збільшеним кутом при вершині має доцільніший характер зміни статичних геометричних параметрів різальній частині, в порівнянні із стандартними свердлами з кутом при вершині j=120°. Проте, при звичайних способах заточування спіральних свердел по площинах, у свердел із збільшеним кутом при вершині погіршуються геометричні параметри поперечної різальної кромки – зменшуються величини задніх кутів і істотно зростають негативні значення передніх кутів.
З метою створення доцільних геометричних параметрів на поперечній кромці в центральній зоні свердла прорізається вузька канавка і таким чином створюється плоска передня поверхня, паралельна осі свердла (рис.6.14). Положення передньої площини визначається величиною кута 90+y.
Розглянемо випадок, коли передня площина S поперечної кромки проходить через вісь свердла. Визначимо кут при вершині aні на поперечній кромці ОВ при заточуванні свердла по площинах. Поперечна кромка буде лінією перетину задньої площини і площини S. На задній площині проведемо вектор `Р, паралельний основній різальній кромці. У системі XYZ вектор `Р буде:
 . (6.21)
. (6.21)
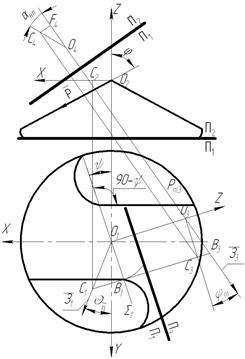
Рисунок 6.14
Вектор `З1, розташований на задній площині, паралельно площини XYZ:
 . (6.22)
. (6.22)
Вектор `З3, що йде паралельно поперечній кромці буде:
 . (6.23)
. (6.23)
Три вектора `Р, `З1 и `З3 лежать в одній площині, тому їх векторно-скалярний добуток рівний нулю. Звідси:
 . (6.24)
. (6.24)
Розкриваючи визначника, після перетворень, отримаємо:
 , (6.25)
, (6.25)
де
 . (6.26)
. (6.26)
aі – інструментальний задній кут на периферії свердла в циліндричному перетині концентричному осі свердла.
Визначимо інструментальний задній кут aНП на поперечній кромці в нормальному перетині.
Вводиться система площин проекцій П3/П4. Площина П4 проводиться перпендикулярно поперечній різальній кромці. Оскільки поперечна різальна кромка проходить через вісь свердла, інструментальна площина різання йде перпендикулярно площини П3. Слід Рпі3 інструментальної площини різання на площині П3 співпадає з проекцією О3В3 поперечної різальної кромки. Інструментальна площина різання перетинається з площиною П4 по прямій О4f4, задня площина з площиною П4 перетинається по прямій О4С4. Кут між прямими О4f4 і О4С4 буде інструментальним заднім кутом aНП. Розглядаючи графічне рішення, матимемо:
 , (6.27)
, (6.27)
 , (6.28)
, (6.28)
 , (6.29)
, (6.29)
 , (6.30)
, (6.30)
 . (6.31)
. (6.31)
У даному випадку інструментальні передні кути і кути нахилу поперечної кромки рівні нулю, оскільки передня площина поперечної кромки проходить через вісь свердла. Якщо прийняти швидкість обертання свердла навколо його осі за швидкість головного руху різання, то інструментальні геометричні параметри на поперечній кромці буде рівні статичним геометричним параметрам різальної частини.
Визначимо кінематичні геометричні параметри на поперечній кромці. Швидкість`V S результуючого руху різання буде рівна сумі швидкостей `V1 обертання досліджуваної точки В різальної кромки (рис.6.15) і швидкості `V2 поступальної руху подачі свердла. Кут d між швидкістю `VS результуючого руху різання і скоростью `V1 буде дорівнювати:
 , (6.32)
, (6.32)
де Sо – подача на оберт свердла;
r – радіус досліджуваної точки поперечної різальної кромки.
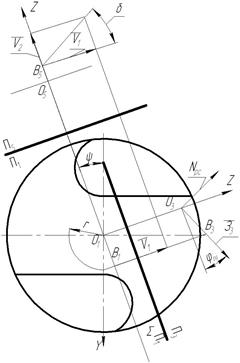
Рисунок 6.15
Вектор `V S, що швидкістю результуючого рухи різання в системі XYZ буде:
 . (6.33)
. (6.33)
Вектор `З3, що йде по поперечній різальній кромці, буде:
. (6.34)
Вектор нормалі `NРК до кінематичної площини різання буде:
 . (6.35)
. (6.35)
Розкриваючи визначника отримаємо:
 . (6.36)
. (6.36)
Вектор  нормалі до статичної площини різання буде:
нормалі до статичної площини різання буде:
 . (6.37)
. (6.37)
Кут tк між векторами  та , рівний куту між кінематичною і статичною площинами різання буде:
та , рівний куту між кінематичною і статичною площинами різання буде:
 . (6.38)
. (6.38)
Скалярний добуток векторів та буде дорівнювати:
 . (6.39)
. (6.39)
Перетворюючи отримаємо:
 . (6.40)
. (6.40)
Модуль вектора дорівнює:
 . (6.41)
. (6.41)
Перетворюючи отримаємо:
 . (6.42)
. (6.42)
Модуль вектора дорівнює:
 . (6.43)
. (6.43)
Таким чином:
 . (6.44)
. (6.44)
Кінематичний передній кут gК в нормальному до різальної кромки перетині буде рівний:
 . (6.45)
. (6.45)
Кінематичний задній кут aК в нормальному до різальної кромки перетині буде рівний:
 . (6.46)
. (6.46)
Радіус r точки поперечної різальної кромки, в якій кінематичний задній кут aК буде рівний нулю та визначається по залежності
 . (6.47)
. (6.47)
Звідси
 . (6.48)
. (6.48)
У загальному випадку з технологічних міркуваннях на різальній частині свердла в зоні поперечної кромки прорізається канавка (рис.6.16). В результаті інструментальні геометричні параметри відрізнятимуться від статичних геометричних параметрів.
Розглянемо довільну точку С поперечної різальної кромки АС. Через точку С проведемо площину N перпендикулярну різальній кромці. Площина N з віссю свердла Z перетинається в точці В. лінія ВС буде нормаллю до статичної поверхні різання, яка створюється при обертанні поперечної різальної кромки навколо осі свердла. Вводиться система площин проекцій П2/П3. Площина П3 проводиться паралельно площини. У проекції на площину П3 нормаль до статичної поверхні різання буде пряма В3С3. нормаллю до інструментальної площини різання буде пряма С3Е3.
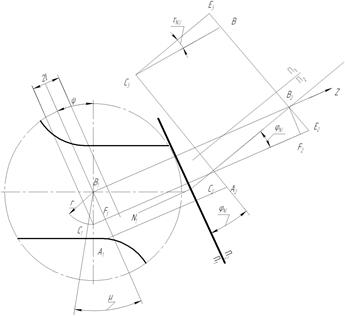
Рисунок 6.16
Кут між прямими В3С3 і С3Е3 буде кут tнс. Відповідно до графічного рішення матимемо:
 ; (6.49)
; (6.49)
 . (6.50)
. (6.50)
 , (6.51)
, (6.51)
 , (6.52)
, (6.52)
 . (6.53)
. (6.53)
Передній статичний кут gнс в нормальному перетині на поперечній різальній кромці буде рівний:
 (6.54)
(6.54)
Статичний задній кут aнс в нормальному перетині на поперечній кромці буде рівний:
 (6.55)
(6.55)
де aнп – інструментальний задній кут в нормальному до поперечної кромки перетині.
6.2.3 Геометрія сферичних кінцевих фрез з конічними передньою і задньою поверхнями
Геометричні параметри сферичних кінцевих фрез задають в інструментальній системі координат, яка застосовується для виготовлення і контролю інструменту. При цьому статичні, а тим більше кінематичні кути, які більшою мірою визначають процес різання, можуть не співпадати з інструментальними. Невідомим при цьому також є зміна цих кутів уздовж різальної кромки. Для будь-якого різального інструменту геометричні параметри в довільній точці різальної кромки визначаються формою різальної кромки, формою передньої і задньої поверхонь і заданими інструментальними геометричними параметрами. Фасонні кінцеві фрези найчастіше виготовляють з гвинтовими різальними кромками на циліндричні поверхні. Крім того, цей інструмент також має різальні кромки, розташовані на фасонній торцевій частині фрези. При виготовленні такого інструменту, при отриманій вишліфовуванням гвинтовій канавці і сформованій гвинтовій кромці на циліндричній частині фрези, необхідно утворити різальні кромки на торцевій частині. Найчастіше, виходячи з простоти виготовлення, такі фрези виготовляють з плоскою або гвинтовою передньою поверхнею. Розвиток верстатів з ЧПУ дозволяє розширити номенклатуру таких фрез і отримати різні форми як передньої та і задної поверхні фрез. Розглянута геометрія різальної кромки з плоскою і гвинтовою передньою поверхнями. При цьому на сферичній кінцевій фрезі можливо також отримання конічних передньої і задньої поверхонь, якщо різальна кромка у вигляді дуги кола, що лежить на сферичній початковій інструментальній поверхні, буде основою цих конічних поверхонь. При цьому виникає завдання визначення геометричних параметрів сферичної частини таких фрез в статичній і кінематичній системах координат.
Найбільш простим, у разі конічної передньої поверхні є аналітичне визначення, при якому оперують векторами, визначеними для довільної точки різальної кромки, кути між якими і визначають геометричні параметри інструменту. Цей спосіб простіший, в порівнянні із запропонованим, для даної форми поверхні, оскільки відпадає необхідність у визначенні переднього інструментального кута в подовжньому і поперечному перетині конічної поверхні для довільної точки різальної кромки і їх аналітичного опису.
При цьому визначають вектор, дотичний до різальної кромки, вектор швидкості головного руху різання (для статичної системи координат), і по одному вектору, які належать передній і задній поверхням.
Векторним добутком дотичного до різальної кромки вектора  і будь-якого вектора, який належить передній поверхні, буде вектор нормалі до передньої поверхні, який лежатиме в нормальній січній площині. Векторним добутком вектора і вектора швидкості головного руху різання
і будь-якого вектора, який належить передній поверхні, буде вектор нормалі до передньої поверхні, який лежатиме в нормальній січній площині. Векторним добутком вектора і вектора швидкості головного руху різання  буде вектор нормалі до площини, де знаходяться два ці вектора. Згідно площина, яка перпендикулярна швидкості головного руху різання і дотична до різальної кромки називається статичною площиною різання. Іншими словами, це площина, яка проходить через дотичну до різальної кромки і вектор швидкості головного руху різання. Отже
буде вектор нормалі до площини, де знаходяться два ці вектора. Згідно площина, яка перпендикулярна швидкості головного руху різання і дотична до різальної кромки називається статичною площиною різання. Іншими словами, це площина, яка проходить через дотичну до різальної кромки і вектор швидкості головного руху різання. Отже  дає нам вектор нормалі до статичної площини різання, причому цей вектор також лежить в нормальній січній площині (рис. 6.17).
дає нам вектор нормалі до статичної площини різання, причому цей вектор також лежить в нормальній січній площині (рис. 6.17).
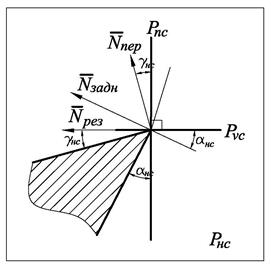
Рисунок 6.17 – Визначення нормальних статичних передніх і задніх кутів
Отже кут, доповнюючий кут між векторами  і
і  до
до  є нормальним статичним переднім кутом.
є нормальним статичним переднім кутом.
Тоді:
 . (6.56)
. (6.56)
Аналогічно, векторним добутком дотичного до різальної кромки вектора і будь-якого вектора, який належить задній поверхні, буде вектор нормалі до задньої поверхні, який також лежатиме в нормальній січній площині.
Кут між векторами і  і визначатиме величину нормального статичного заднього кута.
і визначатиме величину нормального статичного заднього кута.
 . (6.57)
. (6.57)
У разі конічної передньої поверхні для передньої поверхні визначають вектора - дотичний до різальної кромки і вектор, що йде уздовж твірної конічної передньої поверхні. Для задньої поверхні - вектор, дотичний до різальної кромки і вектор, що йде уздовж твірної конічної задньої поверхні.
У системі площин проекцій П1 і П2 зображаємо сферичну вихідну інструментальну поверхню (рис. 6.18). Введемо систему координат XYZ, пов'язану з фрезою, причому вісь Z направимо уздовж осі фрези.
У фрез з конічною передньою поверхнею основною конічної поверхні буде дуга кола, розташована на сферичній початковій інструментальній поверхні. Нехай ця дуга знаходиться в площині, заданій слідами S1 і S2, при цьому її положення визначатиметься кутом e. Введемо площину проекцій П3, яку проведемо паралельно площини торцевої різальної кромки. Різальна кромка у вигляді дуги кола у натуральну величину проектується в площині проекцій П3. З різальною кромкою зв'яжемо систему координат X1Y1Z1.
Формули переходу від системи X1Y1Z1 до системи XYZ:
 , (6.58)
, (6.58)
 , (6.59)
, (6.59)
 . (6.60)
. (6.60)
На різальній кромці вибираємо довільну точку L, положення якої визначатиметься кутом t. Тоді координати точки L в системі координат X1Y1Z1:
 , (6.61)
, (6.61)
 , (6.62)
, (6.62)
 . (6.63)
. (6.63)
де Rk – радіус різальної кромки, рівний 
У системі XYZ, відповідно до формул перетворення координат, координати довільної точки L різальної кромки будуть:
 , (6.64)
, (6.64)
 , (6.65)
, (6.65)
 . (6.66)
. (6.66)
По приведених формулах визначаються координати точок різальної кромки в системі координат XYZ.
Тоді вектор швидкості головного руху різання в системі координат XYZ запишеться:
 . (6.68)
. (6.68)
Формули переходу від системи координат XYZ до системи X1Y1Z1:
 , (6.69)
, (6.69)
 , (6.70)
, (6.70)
 . (6.71)
. (6.71)
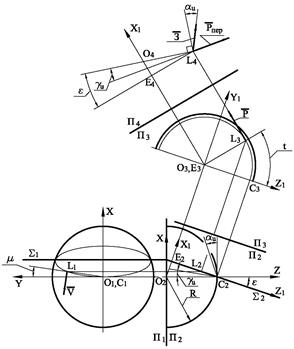
Рисунок 6.18 – Визначення різальної кромки і векторів,,  і
і  .
.
По формулах переходу вектор швидкості в системі X1Y1Z1:
 . (6.72)
. (6.72)
Вектор, дотичний до різальної кромки в системі X1Y1Z1:
 . (6.73)
. (6.73)
Вектор, що належить конічній передній поверхні  в довільній точці L різальної кромки фрези в системі
в довільній точці L різальної кромки фрези в системі  запишеться:
запишеться:
 . (6.74)
. (6.74)
Вектор твірної конічної задньої поверхні в точці L різальної кромки фрези для заданого інструментального заднього кута в системі  має вигляд:
має вигляд:
 . (6.75)
. (6.75)
Вектор нормалі до передньої поверхні в даній точці різальної кромки визначається як векторний добуток векторів  і
і  :
:

 . (6.76)
. (6.76)
Вектор нормалі до задньої поверхні в даній точці різальної кромки визначається як векторний добуток векторів і :

 (6.77)
(6.77)
Вектор нормалі до поверхні різання в даній точці різальної кромки визначається як векторний добуток векторів і  :
:

 . (6.78)
. (6.78)
Тоді нормальний статичний передній кут може бути визначений за залежністю:
 . (6.79)
. (6.79)

 . (6.80)
. (6.80)
 .(6.81)
.(6.81)
 .(6.82)
.(6.82)
Після підстановки отримаємо:
 , (6.83)
, (6.83)
Звідки:
 . (6.84)
. (6.84)
Отже, нормальний статичний передній кут не міняється уздовж різальної кромки і рівний інструментальному передньому куту.
Нормальний статичний задній кут може бути визначений по залежності:
, (6.85)

 , (6.86)
, (6.86)
 , (6.87)
, (6.87)
 . (6.88)
. (6.88)
Після підстановки маємо:
 , (6.89)
, (6.89)
Звідки:
 . (6.90)
. (6.90)
Відповідно, нормальний статичний задній кут також не зміняється уздовж різальної кромки і рівний інструментальному задньому куту.
Статичні ж передній і задній кути можуть бути визначені по наступних залежностях:
 , (6.91)
, (6.91)
 . (6.92)
. (6.92)
де  - статичний кут нахилу ріжучої кромки.
- статичний кут нахилу ріжучої кромки.
Визначимо статичний кут нахилу в довільній крапці різальної кромки.
Згідно [7] цей кут визначається в статичній площині різання між різальною кромкою і основною статичною площиною. Площина різання проходить через дотичний вектор до різальної кромки і вектор швидкості головного руху різання . Оскільки ці вектори лежать в площини різання, кут, доповнюючи кут між цими векторами до  , є шуканим статичним кутом нахилу різальної кромки
, є шуканим статичним кутом нахилу різальної кромки 
Отже:
 . (6.93)
. (6.93)
Визначимо значення по знайдених векторах і
 , (6.94)
, (6.94)

 , (6.95)
, (6.95)
 , (6.96)
, (6.96)
 , (6.97)
, (6.97)
Отже:
 . (6.98)
. (6.98)
По приведеній залежності визначається статичний кут нахилу різальної кромки для довільної точки ріжучої кромки.
Таким чином наведені визначення геометричних параметрів різних інструментів в статичній і кінематичній системах координат показують справедливість узагальненої теорії визначення геометрії різальної частини будь-якого інструмента.
Дата публикования: 2015-10-09; Прочитано: 1843 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
