 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Подготовка организации к сертификации 3 страница
|
|
Развитие технической базы инструментального хозяйства предполагает наличие необходимых мощностей, внедрение прогрессивных видов оборудования и передовой технологии, совершенствование технологической подготовки с использованием максимальной стандартизации и унификации инструмента и оснастки, изыскание новых материалов.
Развитие мощностей действующих инструментальных цехов идет по пути увеличения удельного веса оборудования, площадей и численности работающих. В целом по машиностроению в инструментальных цехах сосредоточено от 6 до 10% парка металлорежущих станков, около 5% производственных площадей и до 8% численности рабочих.
На многих машиностроительных заводах структура станочного парка инструментальных цехов и применяемая технология не обеспечивают изготовления качественного и дешевого инструмента. Удельный вес специализированного оборудования недостаточен, имеется значительное количество устаревшего оборудования.
Ввиду недостаточной мощности специализированных предприятий станкоинструментальной промышленности машиностроительные заводы развивают собственные инструментальные базы, ориентируясь на полное самообеспечение инструментом и оснасткой.
В настоящее время машиностроение получает от инструментальной промышленности около 10-15% общей потребности инструмента, поэтому вынуждено изготавливать до 90% инструмента в собственных инструментальных цехах. В перспективе это соотношение должно измениться в пользу инструментальной отрасли.
16.3. Классификация, индексация и стандартизация инструмента
Классификация и индексация систематизируют огромную номенклатуру инструмента и создают необходимые предпосылки для рационализации всей системы инструментообслуживания производства.
Классификация облегчает планирование, учет, хранение инструмента и создает возможность для внедрения автоматизированной системы управления в инструментальном хозяйстве. Под классификацией понимается группировка и последующее расчленение всей разновидности инструмента и оснастки по их типовым признакам в соответствии с производственно-техническим назначением и конструктивными особенностями.
По характеру использования инструмент подразделяют на стандартный (нормальный) и специальный.
К стандартному относят инструмент общего назначения, предназначенный для выполнения многочисленных операций при изготовлении различной продукции. Он изготавливается, в основном, на специализированных инструментальных заводах в соответствии с действующими стандартами.
Специальный инструмент служит для выполнения определенных операций, он изготавливается преимущественно в инструментальных цехах машиностроительных заводов и не охвачен стандартизацией.
В практике машиностроения применяется децимальная система классификации и индексации. Межведомственными нормалями установлены десятичная система классификации инструмента и цифровая система индексации.
Классификационный номер инструмента включает восемь разрядов, из которых первые четыре представляют собой эксплуатационно-конструктивную характеристику: группы, подгруппы, виды и разновидности. Остальные четыре разряда являются порядковым регистрационным номером специального инструмента или типоразмером стандартной оснастки.
Каждый разряд классификационной группы включает десять цифр от 0 до 9, которые определяют соответствующую характеристику инструмента. Таким образом, весь инструмент делится на десять групп (например, измерительный, режущий и т. д.). В свою очередь, группа режущего инструмента делится на десять подгрупп (например, резцовый, фрезерный, сверлильный и т. д.). Подгруппа фрезерного инструмента содержит десять видов и т. д.
На основе классификации производится индексация инструмента, т. е. присвоение каждому типоразмеру инструмента условного обозначения - индекса (кода). Индекс представляет собой ряд цифр, расположенных в порядке классификационных разрядов: первая цифра означает группу, вторая - подгруппу, третья - вид и т. д. Например, фреза дисковая трехсторонняя цельная из быстрорежущей стали имеет код 2240-0002-Р-18. Индекс фиксируется в карточке соответствующего инструмента.
Классификация кроме систематизации создает реальные предпосылки снижения многономенклатурности инструмента путем его стандартизации. Под стандартизацией понимается целесообразное сокращение конструктивного и размерного разнообразия инструмента и оснастки при одновременном расширении областей их применения. Практика показывает, что около 80% специального инструмента (метчики, резцы, сверла) может быть стандартизовано и переведено на специализированное производство. Особенно эффективна стандартизация универсально-сборных (УСП) и универсально-наладочных приспособлений (УНП), когда вместо специальных приспособлений создается комплект стандартизованных взаимозаменяемых элементов. Их комбинации позволяют получить различные приспособления, многократно используя готовые элементы.
Использование стандартизованного инструмента значительно сокращает цикл производства, трудоемкость и затраты на инструмент и оснастку.
16.4. Определение потребности и структуры запасов инструмента
Под потребностью в инструменте понимается суммарное количество инструмента по каждому типоразмеру, которое необходимо изготовить на заводе и/или приобрести на стороне для обеспечения всех нужд предприятия.
Планирование потребности в инструменте включает: определение расхода инструмента на выполнение производственной программы завода (расходный фонд), оценку запасов инструмента и установление расходных лимитов для цехов.
Годовая потребность в инструменте (И  ) определяется по расходу его на производственную программу (И
) определяется по расходу его на производственную программу (И  ) и разности между нормативной (Z
) и разности между нормативной (Z  ) и фактической (Z
) и фактической (Z  ) величинами оборотного фонда, т. е. И = И + (Z - Z ).
) величинами оборотного фонда, т. е. И = И + (Z - Z ).
Расход инструмента (расходный фонд) рассчитывается исходя из плана основного производства завода, номенклатуры инструмента, норм его расхода. В массовом производстве номенклатура инструмента определяется на основе технологических карт по операциям обработки, в мелкосерийном и единичном производствах - на основе карт типовой оснастки оборудования и рабочих мест.
В сводном виде номенклатура фиксируется в каталоге технологической оснастки. Норма расхода инструмента, т. е. количество его на выполнение определенного объема работ, устанавливается в зависимости от типа производства.
В массовом производстве норма расхода инструмента устанавливается на операцию, деталь или изделие исходя из величины машинного времени и нормативного износа инструмента. Так, для режущего инструмента норма расхода устанавливается на 1000 деталей:
 (16.1)
(16.1)
где t - машинное время на данную операцию, мин; i - число одновременно работающих инструментов данного типоразмера; Т  - стойкость инструмента до полного износа, ч; К
- стойкость инструмента до полного износа, ч; К  - коэффициент случайной убыли инструмента.
- коэффициент случайной убыли инструмента.
Аналогичным методом устанавливается и норма расхода измерительного инструмента:
 (16.2)
(16.2)
где 
 - процент выборочности контроля; n - число измерений одной детали; n - число измерений до полного износа инструмента.
- процент выборочности контроля; n - число измерений одной детали; n - число измерений до полного износа инструмента.
Используя установленные нормы, определяют расход данного инструмента на производственную программу (расходный фонд):
 (16.3)
(16.3)
где m - номенклатура обрабатываемых изделий данным инструментом; N  - производственная программа обрабатываемых изделий; H
- производственная программа обрабатываемых изделий; H  - норма расхода инструмента на 1000 изделий.
- норма расхода инструмента на 1000 изделий.
В единичном и мелкосерийном производствах норма расхода инструмента устанавливается укрупненно, например на 1000 станко-часов работы данного вида оборудования:
 (16.4)
(16.4)
где К  - коэффициент машинного времени в общем времени работы станка; К
- коэффициент машинного времени в общем времени работы станка; К  - коэффициент применяемости данного инструмента.
- коэффициент применяемости данного инструмента.
В данном случае расход инструмента на производственную программу определяется по формуле
 (16.5)
(16.5)
где с - количество станков, на которых применяется данный инструмент; F 
 - действительный фонд времени работы станка; Н - норма расхода инструмента на 1000 станко-часов работы станка.
- действительный фонд времени работы станка; Н - норма расхода инструмента на 1000 станко-часов работы станка.
Для организации планомерного использования инструмента, бесперебойного обеспечения цехов и рабочих мест рассчитывается необходимый запас инструмента - оборотный фонд. Под оборотным фондом понимается количество инструмента, которое необходимо иметь в эксплуатации (на рабочих местах и заточке) и в запасе в различных подразделениях инструментального хозяйства для обеспечения бесперебойного хода производства.
Оборотный фонд инструмента завода состоит из цеховых оборотных фондов и запасов центрального инструментального склада. Оборотный фонд периодически уменьшается в процессе текущего расхода инструмента и при достижении установленного минимума должен вновь восполняться (рис. 16.2).
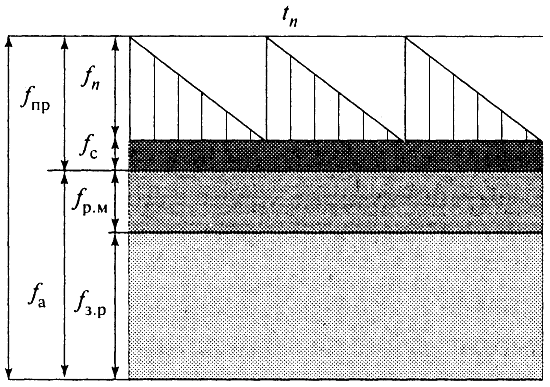
Рис. 16.2. Структура цехового оборотного фонда инструмента
Цеховый оборотный фонд (
 ) состоит из эксплуатационного фонда (
) состоит из эксплуатационного фонда (  ) и запасов инструмента в цеховой инструментальной раздаточной кладовой (
) и запасов инструмента в цеховой инструментальной раздаточной кладовой (  ).
).
В свою очередь, эксплуатационный фонд включает инструмент, находящийся на рабочих местах (  ), в заточке ( ) и ремонте ( ), т. е. непосредственно в процессе эксплуатации.
), в заточке ( ) и ремонте ( ), т. е. непосредственно в процессе эксплуатации.
 (16.6)
(16.6)
Количество инструмента на рабочих местах включает инструмент, установленный на оборудовании и хранящийся в запасе на рабочем месте.
 или
или  (16.7)
(16.7)
где Т - периодичность подачи инструмента; Т  - периодичность снятия инструмента со станка; С - количество рабочих мест (станков); i - число инструмента на станке; i
- периодичность снятия инструмента со станка; С - количество рабочих мест (станков); i - число инструмента на станке; i 
 - запас инструмента у рабочего, шт.
- запас инструмента у рабочего, шт.
Количество инструмента в заточке и ремонте определяется с учетом длительности цикла заточки или ремонта (Т ) и времени стойкости инструмента между двумя заточками r.
 или
или  (16.8)
(16.8)
Количество инструмента в запасе инструментально-раздаточной кладовой состоит из переходящего ( ) и страхового ( ) запасов. Величина переходящего (расходного) фонда определяется как произведение среднесуточной потребности (И  ) на периодичность (t ) поступления инструмента в ИРК.
) на периодичность (t ) поступления инструмента в ИРК.
Переходящий запас изменяется от максимальной величины (партии поступления) до нуля, когда происходит очередное поступление инструмента. Страховой запас создается для обеспечения рабочих мест инструментом в случае задержки очередного поступления и устанавливается в размере 5-10% от партии поступления или рассчитывается умножением среднесуточной потребности на число дней возможной задержки поступления очередной партии инструмента.
Запасы инструмента на центральном инструментальном складе определяются с учетом установленных лимитов оборотных средств. Обычно они устанавливаются в размере 3-4-месячного расхода (рис. 16.3).
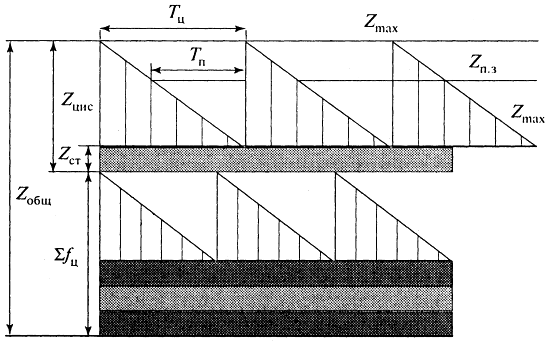
Рис. 16.3. Структура запаса инструмента предприятия
В укрупненном виде запас инструмента в ЦИС можно определить по формуле как среднюю величину:
 или
или  (16.9)
(16.9)
где Т - периодичность возобновления запасов в ЦИСе (60-90 дн.); t - периодичность поступления инструмента в ИРК (15-30 дн.); Р - суммарная партия выдачи инструмента из ЦИС в ИРК по всем цехам; Z  - страховой (минимальный) запас в ЦИС (0,15-0,2 от Р).
- страховой (минимальный) запас в ЦИС (0,15-0,2 от Р).
Текущее регулирование запасов в ЦИС осуществляется по системе «минимум-максимум» («на склад»), которая поддерживает запасы инструмента на постоянном уровне, гарантирующем бесперебойное снабжение производства. Это достигается путем своевременной выдачи заказа на изготовление или приобретение того инструмента, по которому запас достиг установленной точки заказа. Система «минимум-максимум» устанавливает минимальный и максимальный пределы запаса хранения инструмента.
Минимальный запас определяется как произведение среднедневной потребности (И ) на период срочного изготовления или приобретения данного инструмента (Т  ):
):
 (16.10)
(16.10)
Максимальный запас определяется как произведение среднедневной потребности на период поступления партии заказа (Т ) плюс минимальный запас:
 или
или  (16.11)
(16.11)
где Р  - размер партии заказа инструмента в ЦИС.
- размер партии заказа инструмента в ЦИС.
Запас инструмента в пределах установленных минимального и максимального уровней поддерживается с помощью уровня точки заказа, т. е. количества инструмента, достаточного на период изготовления очередной партии.
 (16.12)
(16.12)
где Т - период изготовления очередной партии или поступления ее со стороны.
Минимальный запас является страховым и используется только в случае задержки в поступлении очередной партии заказа. Партия заказа изменяется так же, как и переходящий запас в ИРК.
На заводах мелкосерийного и единичного производства применяется система планирования «на заказ», заключающаяся в том, что все нужные инструменты заказываются одновременно, обычно раз в месяц. В дальнейшем на отдельные дефицитные инструменты приходится давать отдельные срочные заказы.
Эта система менее надежна, чем система «минимум-максимум», но при постоянном изменении номенклатуры изделий основного производства не создает ненужных и излишних запасов инструмента в ЦИС.
На основе расчетов потребности в инструменте и с учетом производственных программ цехов устанавливаются лимиты (годовые, квартальные, месячные) на получение и расходование инструмента каждым цехом.
Завершающим этапом планирования потребности является определение источников ее покрытия как за счет внешних поступлений, так и за счет собственного изготовления путем составления производственной программы инструментальному цеху.
16.5. Организация эксплуатации инструмента и оснастки
Организация эксплуатации инструмента является основной задачей инструментального хозяйства и включает следующие функции:
- организацию работы ЦИС и инструментально-раздаточных кладовых; обеспечение рабочих мест инструментом;
- организацию заточки, ремонта и восстановления инструмента;
- технический надзор.
Вся работа по эксплуатации инструмента должна проводиться централизованно через специальный цех эксплуатации.
Центральный инструментальный склад осуществляет приемку, проверку, хранение, выдачу и учет движения инструмента. Весь инструмент поступает в ЦИС, где подвергается приемочному контролю и оформлению.
При хранении нормализованный инструмент располагается по типоразмерам, а специальный - по изделиям, деталям и операциям, для которых он предназначен. Участки приемки, хранения и выдачи инструмента оснащаются специальными подъемно-транспортными средствами, стеллажами, лотками и т. д. Выдача инструмента в эксплуатацию производится только через ИРК цехов в установленных им лимитах. Учет в ЦИС ведется по карточкам, в которых указываются наименование, индекс, установленные нормы по системе «минимум-максимум» и движение инструмента.
Инструментально-раздаточные кладовые (ИРК) располагаются в производственных цехах и осуществляют бесперебойное обеспечение рабочих мест необходимым инструментом и его хранение. Порядок хранения и учета движения инструмента в ИРК в основном такой же, как и в ЦИС. Особенностью организации ИРК является ее непосредственная и активная связь с рабочими местами.
Организация обслуживания рабочих мест инструментом должна обеспечивать своевременную и комплектную доставку, минимальные затраты времени на получение и замену, простой и четкий учет инструмента, находящегося на рабочих местах.
В поточно-массовом и автоматизированном производствах инструмент должен доставляться на рабочие места технологическими операционными комплектами. В данном случае обеспечивается централизованная доставка инструмента специальными рабочими с принудительной заменой изношенного инструмента в соответствии с его стойкостью.
Централизованная (активная) доставка согласовывает инструментообслуживание с оперативным ходом производства, снижает расход и запасы инструмента на рабочих местах, уменьшает простои оборудования и рабочих.
В серийном производстве инструмент доставляется на рабочие места в соответствии с комплектовочно-операционными картами к моменту начала обработки каждой партии деталей. Подбор комплекта инструмента производится по сменно-суточным заданиям, а подача на рабочие места - по указанию мастера через ИРК.
На заводах мелкосерийного и единичного производств при изготовлении нормализованных деталей и использовании технологии групповой обработки применяется комплектная доставка инструмента, в остальных случаях рабочие сами получают необходимый инструмент.
Децентрализованная (пассивная) система доставки сопряжена с большими потерями рабочего времени и неэкономным использованием инструмента.
Учет выдачи инструмента осуществляется различными способами: инструмент постоянного пользования записывается в инструментальную книжку рабочего, инструмент разового или временного пользования выдается по инструментальным маркам под расписку на комплектовочно-операционных картах и т. д.
Организация заточки инструмента определяется типом производства. На заводах массового производства существует централизованная заточка, представляющая собой систему восстановления режущих свойств инструмента рабочими-заточниками на специальном оборудовании по типовой технологии в заточных отделениях. Заточные отделения создаются в каждом цехе или на группу цехов в зависимости от номенклатуры и количества инструмента, а также расположения цехов. Централизованная заточка сочетается с принудительной заменой инструмента, имеет те же преимущества и, кроме того, обеспечивает высокое качество заточки и больший срок службы инструмента. В мелкосерийном и единичном производствах преобладает децентрализованная заточка, когда рабочий сам затачивает инструмент, что сопровождается повышенным расходом инструмента и потерями рабочего времени.
Ремонт инструмента осуществляется в ремонтно-инструментальных мастерских производственных цехов или в инструментальных цехах. Ремонт штампов и сложных приспособлений производится по системе планово-предупредительного ремонта инструмента, аналогично ремонту оборудования.
Инструмент массового использования после полного износа может восстанавливаться либо в первоначальных размерах по прямому назначению, либо переделкой в меньшие размеры того же назначения, либо в качестве заготовки для изготовления других типоразмеров. Для восстановления применяются разнообразные способы: перешлифовка, металлизация, хромирование, наплавка твердыми сплавами и т. д. Затраты на восстановление обычно не превышают 40-60% стоимости нового инструмента, а качество в ряде случаев значительно выше, чем у нового инструмента. Кроме того, за счет восстановления изношенного инструмента (списанного) можно снизить до 1/3 общую потребность в новом инструменте. Эффективность использования инструмента во многом зависит от соблюдения правил и требований его рациональной эксплуатации. Эту функцию выполняет служба технического надзора инструментального отдела. Кроме контрольных функций служба надзора должна выявлять причины ненормального износа и поломок инструмента, разрабатывать мероприятия по их устранению, изучать опыт эксплуатации инструмента на других предприятиях, корректировать действующую нормативно-технологическую документацию.
Глава 17
Организация ремонтного хозяйства
17.1. Значение и задачи ремонтного хозяйства
В процессе эксплуатации технологическое оборудование подвергается физическому и моральному износу и требует постоянного технического обслуживания. Работоспособность оборудования восстанавливается путем его ремонта. Причем в ходе ремонта должно не только восстанавливаться первоначальное состояние оборудования, но необходимо и значительно улучшать его основные технические характеристики за счет модернизации.
Сущность ремонта заключается в сохранении и качественном восстановлении работоспособности оборудования путем замены или восстановления изношенных деталей и регулировки механизмов.
На ремонте оборудования в народном хозяйстве занято около 4 млн человек и более 25% станочного парка, а общие затраты на него более чем в три раза превышают объем производства станкостроительной промышленности. Только в машиностроении затраты на ремонт оборудования ежегодно достигают 17-26% его первоначальной стоимости, что соответствует 5-8% себестоимости продукции завода.
Практика показывает, что затраты на ремонт и техническое обслуживание оборудования постоянно увеличиваются, растут мощности ремонтных служб и численность ремонтных рабочих (15%). В то же время организационный уровень и качество ремонтных работ в целом неудовлетворительны.
Децентрализация ремонта приводит к параллельности однородных работ и низкому техническому уровню их исполнения, затраты на капитальный ремонт станка иногда превышают стоимость нового, простои станков в ремонте, как правило, превышают плановые.
В связи с этим задачи организации ремонта оборудования становятся наиболее актуальными. Основная задача ремонтного хозяйства - обеспечить бесперебойную эксплуатацию оборудования при минимальных затратах на ремонтообслуживание. Эта задача решается путем рациональной организации текущего обслуживания оборудования в процессе его эксплуатации в целях предупреждения прогрессирующего износа и аварий, своевременного планово-предупредительного ремонта оборудования, модернизации устаревшего оборудования, повышения организационно-технического уровня ремонтного хозяйства.
17.2. Организационно-производственная структура и техническая база ремонтного хозяйства
Организационно-производственная структура ремонтного хозяйства определяется масштабом предприятия и принятой формой организации ремонта. На крупных заводах существуют общезаводские и цеховые ремонтные службы, на небольших заводах ремонтное хозяйство централизовано в масштабе завода.
Дата публикования: 2014-10-25; Прочитано: 710 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
