 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Технологические возможности и область применения способов резания
|
|
Точение является основным способом обработки поверхностей тел вращения (см. рис. 31.2, а). Процесс резания осуществляется на токарных станках при вращении обрабатываемой заготовки (главное движение) и перемещении резца (движение подачи). С помощью точения выполняют операции: обтачивание — обработку наружных поверхностей; растачивание — обработку внутренних поверхностей; подрезание — обработку торцевых поверхностей; резку — разрезание заготовки на части; резьбонарезание — нарезание резьбы.
По технологическим возможностям точение условно подразделяется на: черновое; получистовое; чистовое; тонкое. К черновому точению относят обдирку, отрезку и подрезку торцов заготовок. Обычно черновое точение используют для предварительной обработки заготовок. Чистовое обтачивание и растачивание обеспечивают обработку по 10—8-му квалитету и шеро-
ховатость поверхности >/— л/. Тонкое точение позволяет при обтачивании получить 6—7-й квалитет и шероховатость 1% При точении параметры резания определяются скоростью резания v, подачей s0 и глубиной резания h.
В качестве режущего инструмента при точении используются резцы (см. рис. 31.3, а). Головку резца изготавливают из инструментальных, быстрорежущих сталей, твердых сплавов, минералокерамики и сверхтвердых материалов; стержень изготавливают из конструкционной стали.
Резцы классифицируют по материалу режущей головки, ее форме (прямые, отогнутые, изогнутые, оттянутые), виду выполняемой операции (проходные, отрезные и т. п.), виду точения (черновые, чистовые).
К конструкциям деталей, обрабатываемых точением, предъявляется ряд требований, обеспечивающих их технологичность при обработке. Технологичной является конструкция детали, масса которой уравновешена относительно оси вращения, отсутствуют нежесткие валы и втулки; в чертеже детали используются одинаковые радиусы скруглении; режущий инструмент имеет свободный вход и выход из материала заготовки: отсутствуют фасонные поверхности, требующие изготовления фасонных резцов; диаметры ступеней ступенчатых валов располагаются по возрастающей степени; участки вала или отверстия, имеющие один и тот же размер, но разный допуск, разделены кольцевой разделительной канавкой.
Сверление является основным способом получения глухих и сквозных цилиндрических отверстий в сплошном материале заготовки (см. рис. 31.2, б). В качестве инструмента при сверлении используется сверло (см. рис. 31.3, в), имеющее две главные режущие кромки, переднюю кромку и две винтовые канавки, служащие для удаления стружки. Для сверления используются сверлильные и токарные станки. На сверлильных станках сверло совершает вращательное (главное) движение резания и продольное (движение подачи) вдоль оси отверстия, заготовка неподвижна. При работе на токарных станках вращательное (главное) движение совершает обрабатываемая деталь, а поступательное движение вдоль оси отверстия (движение подачи) совершает сверло.
Параметрами режима резания при сверлении являются скорость резания v (окружная скорость на периферии сверла) и подача s0 (см. рис. 31.4, б).
Процесс стружкообразования при сверлении протекает в более тяжелых условиях по сравнению с точением, так как при сверлении более стеснен выход стружки и затруднен подвод смазочно-охлаждающей жидкости в зону резания.
При сверлении обеспечиваются точность не выше 14—12-го квалитета и шероховатость поверхности Rz8>/—Rz6fy.
Для получения отверстий более высокой точности и чистоты поверхности после сверления на том же станке выполняются зенкерование и развертывание.
К конструкциям деталей, обрабатываемых сверлением, предъявляется ряд требований, обеспечивающих их технологичность при обработке. Технологичной является конструкция детали, у которой отверстия выполняются сквозными, если к ним предъявляются высокие требования по точности; форма и размеры дна глухих отверстий соответствуют форме и размерам стандартного сверла; поверхность, в которую врезается сверло, перпендикулярна направлению его движения; отсутствуют глубокие сквозные, глухие отверстия и отверстия с выточками; отверстия в детали с несколькими соос-ными отверстиями должны располагаться так, чтобы их диаметры уменьшались в одном направлении.
Строгание применяется при обработке плоских и фасонных линейчатых поверхностей и различных канавок в условиях единичного и мелкосерийного производства (см. рис. 31.2, г).
Главное движение при строгании — возвратно-поступательное прямолинейное, а движение подачи — шагообразное, направленное перпендикулярно главному движению (см. рис. 31.4, г).
Обработку выполняют на строгальных станках. На продольно-строгальном станке главное движение осуществляет заготовка, а движение подачи — резец, на по поперечно-строгальном станке главное движение совершает резец, а движение подачи—заготовка, закрепленная на столе станка.
Процесс резания при строгании имеет прерывистый характер, и срезание стружки происходит только при встречном относительном движении резца и заготовки. Во время обратного (вспомогательного) хода резец работу не производит. Врезание резца в заготовку в начале каждого рабочего хода сопровождается ударом, за время холостого хода резец остывает, поэтому при строгании в большинстве случаев не применяются смазочно-охлаждаю-щие жидкости. Ударные нагрузки и циклический характер нагрева существенно снижают стойкость резцов в сравнении с непрерывным резанием, поэтому строгание производят при умеренных скоростях резания. Головки и державки строгальных резцов выполняют более массивными, чем у токарных. При строгании параметрами режима, так же как и при точении, являются скорость резания v, подача 5 и глубина резания И. В зависимости от параметров резания и вида резцов процессы строгания разделяют на черновые и чистовые. Чистовое строгание обеспечивает точность обработки по 8—7-му квалитету и шероховатость 1% что не уступает поверхностям, полученным чистовым точением.
К конструкциям деталей, обрабатываемых строганием, предъявляется ряд требований, обеспечивающих их технологичность. Технологичной при обработке строганием является конструкция детали, у которой форма поверхности представляет плоскость или сочетание плоскостей; обрабатываемые поверхности расположены в одной плоскости, что позволяет обрабаты-
вать их за один проход; обрабатываемые поверхности заготовки расположены в параллельных плоскостях и имеют разделительные канавки для выхода резца шириной Ъ = 10—15 мм при обработке на поперечно-строгальных станках и Ъ = 30—40 мм при обработке на продольно-строгальных станках; в углах пересечения обрабатываемых поверхностей предусмотрена разделительная канавка для выхода резца; пазы, обрабатываемые строганием, являются сквозными, обеспечивая свободный заход и выход резца.
Фрезерование является высокопроизводительным и широко распространенным методом обработки резанием наружных и внутренних фасонных поверхностей (см. рис. 31.2, в). Обработка ведется многолезвийным режущим инструментом — фрезой (см. рис. 31.3, б). Главным движением при фрезеровании является вращение фрезы, а вспомогательным — поступательное перемещение заготовки. Каждый режущий зуб при вращении фрезы врезается в заготовку и осуществляет резание только в пределах определенного угла поворота фрезы, а затем вращается вхолостую до следующего врезания. Таким образом, особенностью процесса фрезерования является периодичность и прерывистость процесса резания каждым зубом фрезы, причем процесс врезания зуба сопровождается ударами.
По исполнению фрезы делятся на цилиндрические, когда зубья располагаются только на цилиндрической поверхности фрезы, и торцевые, у которых режущие зубья располагаются на торцевой и цилиндрической поверхностях фрезы. Соответственно, в зависимости от типа используемой фрезы, фрезерование подразделяется на цилиндрическое и торцевое. При цилиндрическом фрезеровании работу резания выполняют зубья, расположенные на цилиндрической поверхности фрезы, а при торцевом фрезеровании в работе резания участвуют как зубья на цилиндрической поверхности, так и зубья на торцевой поверхности фрезы. Фрезерование в обоих случаях делят на попутное либо встречное. Попутным называют фрезерование, когда направления главного движения резания и движения подачи совпадают, в противном случае фрезерование называют встречным. Попутное фрезерование снижает износ фрезы и шероховатость обработанной поверхности, поэтому оно предпочтительнее.
При фрезерной обработке заготовок точность поверхностей, обрабатываемых торцевой и цилиндрической фрезами, соответствует 11-му квалитету. Шероховатость при чистовом фрезеровании составляет Rz2^/. Основными параметрами резания при фрезеровании являются скорость главного движения резания v, подача s, глубина резания h и ширина фрезерования В. Процесс фрезерования выполняется на станках фрезерной группы.
К конструкциям деталей, обрабатываемых фрезерованием, предъявляется ряд требований, обеспечивающих их технологичность. Технологичной является конструкция, у которой обрабатываемые выступы имеют одинаковую высоту; обрабатываемые посадочные места под присоединяемые детали
располагаются с наружной стороны корпуса; пазы открыты для ввода фрезы, иначе при обработке закрытых пазов потребуется засверливание отверстий для входа фрезы; форма пазов и прорезей позволяет вести обработку дисковыми, а не концевыми (торцевыми) фрезами.
Протягивание является высокопроизводительным методом обработки деталей разнообразных форм и применяется в крупносерийном производстве (см. рис. 31.2, д). При протягивании используется сложный дорогостоящий инструмент — протяжки. Они представляют собой сложный многолезвийный инструмент с необходимым числом зубьев, формообразующих периметр обрабатываемой поверхности. За каждым формообразующим зубом вдоль протяжки изготавливается ряд зубов постепенно увеличивающейся высоты. Процесс резания при протягивании осуществляется на протяжных станках при поступательном главном движении инструмента — протяжки — относительно неподвижной заготовки за один проход. В зависимости от обрабатываемой поверхности различают внутреннее и наружное протягивание.
При внутреннем протягивании обработке подвергаются внутренние поверхности деталей замкнутого контура (отверстия круглые, многогранные, шлицевые, шпоночные и др.). Наружным протягиванием обрабатывают наружные поверхности деталей типа шлицов, не имеющие замкнутой формы. Точность обработки поверхностей при протягивании соответствует 8—7-му квалитету, а шероховатость поверхности Rz4>/— х%
К конструкциям деталей, обрабатываемых протягиванием, предъявляется ряд требований, обеспечивающих их технологичность. Технологичной является конструкция детали, у которой торец заготовки перпендикулярен оси отверстия со стороны входа и выхода протяжки, что исключает перекос протяжки при обработке; фасонные отверстия при протяжке должны иметь симметричную форму.

|
Шлифование является процессом обработки заготовок резанием с помощью абразивного круга, состоящего из абразивных зерен и связующего. Каждое абразивное зерно в зоне обработки работает как фреза, снимая стружку с детали в пределах определенного угла поворота. Главным движением при шлифовании является вращение шлифовального круга, а перемещение круга относительно детали является движением подачи (см. рис. 31.2, е).
При шлифовании обрабатываемый материал срезается в виде большого числа стружек.
Обработанная поверхность пред- Рис. З1.ц. Схемы шлифования: ставляет собой совокупность л—плоского; б—круглого
микроследов абразивных зерен. Часть зерен, ориентированных к направлению резания тупой гранью, в процессе резания не участвуют. Они вызывают потери энергии на трение, пластичное деформирование, увеличивают нагрев контактирующих поверхностей инструмента и заготовки. Для отвода теплоты при шлифовании процесс ведется с обильной подачей смазочно-охлаж-дающей жидкости.
Основная область применения процесса шлифования — чистовая и отделочная обработка деталей для обеспечения высокой точности размеров и малой шероховатости поверхности. Кроме того, шлифование используется как один из методов размерной обработки труднообрабатываемых материалов: керамики, ситаллов, твердых сплавов, деталей из закаленных сталей и т. д.
Различают плоское шлифование (рис. 31.11, а), при котором обрабатывается плоская поверхность, и круглое шлифование (рис. 31.11,6), при котором обрабатывается поверхность тела вращения. В обоих случаях обрабатываются как наружные, так и внутренние поверхности деталей. Плоское шлифование может осуществляться периферией или торцом шлифовального круга.
Скорость резания при шлифовании определяется окружной скоростью шлифовального круга и составляет 20—80 м/с. При этом глубина шлифования составляет 0,05—0,005 мм. Все большее применение находит силовое шлифование для обработки труднообрабатываемых резанием материалов (керамики, ситалла, твердых сплавов). При силовом или врезном шлифовании глубина шлифования может достигать 10—12 мм.
Для выполнения процесса шлифования наружных поверхностей деталей используются круглошлифовальные, плоскошлифовальные и бесцентрово-шлифовальные станки. Для обработки сложных фасонных поверхностей используются специальные лентошлифовальные станки.
В лентошлифовальных станках применяется инструмент в виде бесконечной абразивной ленты. Лента в процессе шлифования поверхности деталей сложной формы (например, лопаток турбин) огибает сложную поверхность и перемещается в осевом и продольном направлениях. Абразивный слой, производящий обработку, наносят на бумажную или тканевую основу ленты.
Для шлифования резьбы используются автоматические резьбошлифо-вальные станки.
Шлифование обеспечивает размеры по 8—5-му квалитету и следующие значения шероховатости поверхности: при внутреннем шлифовании — до °'ty, при наружном шлифовании — до °'\j.
К конструкциям деталей, обрабатываемых шлифованием, предъявляется ряд требований, обеспечивающих их технологичность. Технологичной является конструкция, у которой необрабатываемые и обрабатываемые поверхности детали, находящиеся в одной плоскости, разделены канавкой; предусмотрены центровые отверстия для ступенчатых валов и установочные фаски у пустотелых валов для их фиксации при обработке;
предусмотрены технологические канавки для входа и выхода шлифовального круга.
Шлифованием обрабатываются только жесткие детали, не деформирующиеся в процессе обработки; способ не допускает обработки малых отверстий; обрабатываемые поверхности должны располагаться в одной плоскости; все плоские обрабатываемые поверхности в конструкции располагаются параллельно или перпендикулярно базовой поверхности детали.
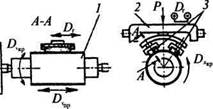
Хонингование — процесс чистовой абразивной обработки поверхностей, выполняемый мелкозернистыми абразивными брусками, закрепленными в хонинговальной головке (хоне) (рис. 31.12). Схему процесса см. на рис. 31.3, ж.
Бруски вращаются и одновременно перемешаются вдоль оси обрабатываемого цилиндра возвратно-поступательно. Соотношение скорости вращения и скорости поступательного движения составляет 1,5—10. Хонинговаль-ные бруски изготавливают из электрокорунда, карбида кремния и алмаза на керамической и бакелитовой связке. Абразивный брусок в процессе обработки контактирует с обрабатываемой поверхностью, раздвигаясь в радиальных направлениях механическими, гидравлическими и пневматическими устройствами. Давление брусков на поверхность среза контролируется. Режущий инструмент хона в процессе обработки самоустанавливается по отверстию. Обрабатывают изделия с диаметром отверстий от 3 до 1000 мм и в несколько метров длиной.

|
При хонинговании в работе участвует в 102—103 раз большее число абразивных зерен, чем при шлифовании, скорость резания в 50—120 раз меньше, чем при шлифовании, а давление абразивного инструмента на обработанную поверхность в 6—10 раз ниже, чем при шлифовании, т.е. для хонингования характерны малые силы резания, небольшие толщины срезаемых слоев материала и незначительное тепловыделение. Хонингование производят при обильном охлаждении зоны резания СОЖ.
| Рис. 31.12. Схема хонингования отверстий: / — хон; 2 — абразивные бруски; 3 — обрабатываемая деталь |
При хонинговании на обработанной поверхности образуется микропрофиль в виде сетки. Такой профиль позволяет удержаться смазочному материалу на поверхности детали. Наибольшее распространение хонингование получило в автотранспортной и авиационной промышленности при обработке сильнонагруженных деталей. Отверстия после отделочной обработки хонингова-нием имеют точность на уровне 7—6-го квалитета и шероховатость до 0,°V.
|
Суперфиниш, так же как и хонингование, относится к процессам отделочной обработки поверхностей. Это процесс сверхтонкой абразивной обработки наружных и внутренних поверхностей колеблющимися брусками при
движении заготовки. Бруски для
Рис. 31.13. Схема обработки суперфини- „„„.^а.,..™..,,™» лй-пй™.,,.„„..~
г ' " суперфинишнои обработки изго-
шированием:
1 - обрабатываемая деталь; 2 - обрабаты- тавливают из электрокорунда, кар-
вающая головка; 3 — абразивные бруски оида кремния, алмаза, о качестве
связки в брусках используют керамическую и бакелитовую связку. Размеры и форма абразивных брусков определяются размером и конфигурацией обрабатываемой поверхности. Чаще для суперфиниша используют два бруска, а при обработке крупных деталей — три-четыре. Схема обработки наружной цилиндрической поверхности приведена на рис. 31.13. Обработка осуществляется суперфинишной головкой при сочетании трех движений: вращательного движения заготовки, возвратно-поступательного и колебательного движения брусков (схему процесса см. на рис. 31.4, ж). Амплитуда колебаний брусков составляет 1,5—6 мм, а частота — 400—1200 колебаний в минуту. В процессе резания подпружиненные бруски прижимаются к обрабатываемой поверхности с давлением (0,5—3)105 Па. Главным движением резания является колебательное движение брусков, его скорость при обработке составляет 0,1—0,2 м/с.
При суперфинишировании используется смазочно-охлаждающая жидкость, образующая масляную пленку, это смесь керосина (80—90%) с веретенным или турбинным маслом (10—20%). Масляная пленка прорывается на микровыступах, и они в первую очередь срезаются абразивом, т. е. при суперфинише удаляются только выступы, оставшиеся от предыдущей обработки. Процесс прекращается автоматически, когда выступы срезаются, пленка становится сплошной и создаются условия для чисто жидкостного трения между бруском и обрабатываемой поверхностью. В результате хонингования шероховатость поверхности снижается до 0,0>/.
Дата публикования: 2014-10-25; Прочитано: 2673 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
