 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Токарно-карусельные станки
|
|
Токарно-карусельные станки применяют для обработки тяжелых дета- лей большого диаметра и сравнительно небольшой длины. На этих стан- ках можно выполнять почти все токарные операции.
Горизонтальное расположение плоскости круглого стола (планшайбы), на котором закрепляется заготовка, значительно облегчает ее установку и выверку. Кроме того, шпиндель разгружен от изгибающих сил, что обеспечивает более высокую точность обработки деталей. Токарно-карусельные станки изготовляют двух типов; одностоечные и двухстоечные. Станки с планшайбой диаметром до 1600 мм обычно одностоечные, а станки с планшайбами большего диаметра — двухстоечные.
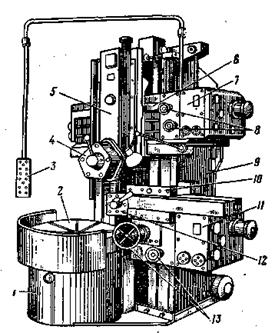
Токарно-карусельный станок мод. 1512. Станок универсальный, предназ-начен для токарной обработки крупных деталей типа корпусов, маховиков и т. п. Общий вид одностоечного токарно-карусельного станка показан на рис. 22. Станина 1 жестко скреплена со стойкой 9, имеющей вертикальные направляющие для перемещения по ним траверсы 6 и бокового суппорта 10 с четырехместным резцедержателем 12. На станине на круговых направляющих расположена планшайба 2 для установки на ней обрабатываемых деталей или приспособлений. Коробка скоростей размещена внутри станины. На горизонтальных направляющих траверсы может перемещаться вертикальный револьверный суппорт 5 с пятипозиционной револьверной
головкой 4. Привод подач револьверного суппорта и бокового суп-, порта 10 осуществляется от коробок подач 7 и 11. Перемещения револьверного суппорта вручную производят маховичками 8, а бокового суппорта — маховичками 13. ^ Управление станком осуществляется от пульта 3.
Кинематическая схема станка приведена на рис. 23.
Главное движение (вращение планшайбы) сообщается от | электродвигателя 1 через клиноре-1 менную передачу 2 — 3 на вал ij* затем через коробку скоростей, вал V, конические зубчатые колеса 25 -26 и колеса 27-28 передается планшайбе. Коробка скоростей оснащена восемью электромагнитными муфтами, переключение которых позволяет сообщить планшайбе 18 частоты вращения в пределах от 5 до 250 об/мин.
Техническая характеристика станка
Диаметр планшайбы, мм.................... 1120
Размеры обрабатываемых деталей, мм:
диаметр......................... До 1250
высота.......................... До 1000
Число частот вращения планшайбы............... 18
Пределы частот вращения планшайбы, об/мин........... 5 — 250
Число подач суппортов.................... 16
Пределы подач суппортов, мм/об,............... 0,07—12,5-
Мощность электродвигателя главного движения, кВт.......... 30
Частота вращения электродвигателя главного движения, об/мин..... 1460
Масса станка, т............;............. 16
Габаритные размеры станка, мм:
длина........................... 2750
ширина........................... 2975
высота........................... 4100
Подачи суппортов (револьверного и бокового) заимствуются от планшайбы через две независимые коробки подач с одинаковой кинематикой. Каждая коробка оснащена восемью электромагнитными муфтами, переключение которых дает возможность получить 16 величин подач для обоих суппортов.
Горизонтальная подача револьверного су п п о р т а. От вала VIII планшайбы через передачу 28 — 27, конические передачи 26-25, 24-23, передачу 29-30 и конические пары колес 31 и 53 движение передается на вал XII коробки подач (показана отдельно наверху слева). От коробки подач вращение получает вал XX механизма суппорта и далее через зубчатые колеса 52 и винтовую пару 65 горизонтальную подачу получает револьверный суппорт.
Вертикальная подача револьверного суппорта. От вала VIII планшайбы до вала XXI коробки подач вращение осуществляется по той же цепи; далее через конические зубчатые колеса 55 — 56, цилиндрическую пару колес 57, коническую пару 58 и винтовую пару 59 движение подачи получает револьверный суппорт.
Горизонтальная подача боковогосуппорта. Как и прежде, движение идет от вала VIII планшайбы до вала XII коробки подач, затем через коробку подач на вал XX и далее через зубчатые колеса 39-41 и винтовую пару 42 получает подачу боковой суппорт.
Вертикальная подача бокового суппорта. От вала планшайбы до вала XII коробки подач движение идет по той же цепи, затем через коробку подач вращение получает вал XXI механизма суппорта и через конические зубчатые колеса 35-36 и винтовую пару 43 получает подачу боковой суппорт.
Ускоренное перемещение оба суппорта получают от отдельного электродвигателя 104. Подъем и опускание траверсы осуществляются двумя ходовыми винтами 48-49 от электродвигателя 105.
Поворот револьверной головки вертикального суппорта производится от электродвигателя 106 через зубчатые колеса 60 — 61 —62 и червячную пару 63 — 64.
Ручное перемещение револьверному суппорту сообщают от маховичков 102 и 103, а боковому суппорту — от маховичков 100 и 101.

Двухстоечный токарно-карусельный станок мод. 1525. Отечественные двухстоечные токарно-карусельные станки выпускаются мод. 1520, 1Л525, 1525, 1Л532, имеющих унифицированные узлы и отличающихся в основном своими габаритными размерами, массой и размерами обрабатываемых деталей.
Общий вид токарно-карусельного станка мод. 1525 показан на рис. 24. Станок имеет следующие основные узлы: стол 1, планшайбу 2, стойки 5 и 11, скрепленные между собой балкой 10. По вертикальным направляющим стоек с помощью вертикальных ходовых винтов 6 и 12 от отдельного электродвигателя может перемещаться траверса 8. По ее горизонтальным направляющим могут перемещаться два вертикальных револьверных суппорта 7 и 9. Суппорты приводятся в движение двумя одинаковыми коробками подач 4 и 13. В обычном исполнении станок не имеет бокового суппорта. С подвесной кнопочной станции 3 производят дистанционное управление станком. Маховичками 14 осуществляют ручное перемещение суппортов. Коробки скоростей и подач оснащены электромагнитными муфтами, которые облегчают управление станком и работу суппортов станка по упорам.
По особому заказу для станка могут быть поставлены боковой суппорт с коробкой подач; правый вертикальный неповоротный суппорт; приспособление для обработки фасонных поверхностей; приспособление Для нарезания резьб; приспособление для работы по упорам.
Дата публикования: 2014-11-04; Прочитано: 1977 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
