 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Техника сварки
|
|
6.13.1. Сборку горизонтального стыкового соединения и его сварку необходимо выполнять в следующей последовательности:
- установить полуформу так, чтобы литниковые каналы располагались симметрично относительно торцов свариваемых стержней (рис. 6.28), зафиксировать полуформу с помощью зажимного устройства;
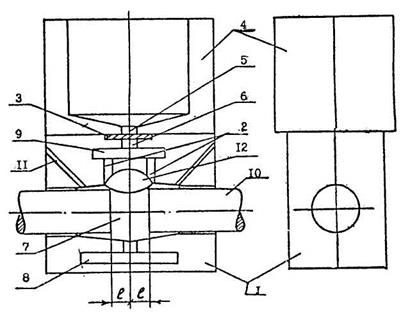
Рис.6.28. Сборка формы и тигля при сварке горизонтального соединения стержней
1 - полуформа; 2 - литниковые каналы; 3 - запорная пластинка; 4 - тигель; 5 - сливной канал тигля; 6 - сливной канал формы; 7 - сварочная полость; 8 - сливная камера; 9 - шлакоуловитель; 10 - свариваемые стержни; 11 - выпоры; 12 - прибыль,
- наложить на первую полуформу вторую, обеспечив совпадение плоскостей по верхней горизонтальной плоскости;
- установить в квадратное углубление верхней плоскости формы запорную стальную пластинку размером 25´25 мм и толщиной 1,5; 2,0 и 2,5-3,0 мм соответственно для арматуры диаметрами 20-22, 25-30 и 36-40 мм;
- собрать отдельно тигель с помощью струбцины или другого зажимного устройства и установить его на горизонтальную площадку собранной формы, совместив сливной канал тигеля со сливным каналом формы (рис.6.28);
- обмазать пастой из огнеупорной глины форму и тигель по контуру разъема и примыкания, особо тщательно уплотнить место выхода стержней из формы, используя в зазорах более 1 мм шнуровой асбест или огнестойкий фетр;
- засыпать термитную смесь в тигель, накрыть его крышкой с отверстием, поджечь смесь термоспичкой, после чего отойти на расстояние не менее 1 м от зоны сварки.
6.13.2. Сборку формы для вертикально расположенного стыкового соединения и его сварку следует выполнять в последовательности, принятой для горизонтального стыкового соединения. Отличие заключается в конструкции используемой оснастки и способе установки первой полуформы. На внутренней поверхности полуформы имеется специальное углубление - репер сферической формы диаметром 4 мм. Первую полуформу надо установить так, чтобы торец верхнего стержня в проекции на внутреннюю поверхность сварочной полости располагался в пределах между осью и верхней точкой репера (рис.6.29).
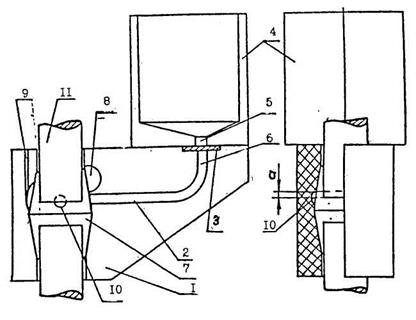
Рис.6.29. Сборка формы и тигеля при сварке вертикального соединения стержней
а - зона расположения торца верхнего стержня
1 - полуформа; 2 - литниковые каналы; 3 - запорная пластина; 4 - тигель; 5 - сливной канал тигля; 6 - сливной канал формы; 7 - сварочная полость; 8 - прибыль; 9 - выпор; 10 - репер; 11 - свариваемые стержни.
6.13.3. Удалять форму с тигеля и технологические приливы металла со сварного соединения следует ударами молотка не ранее чем через 8-10 мин после завершения процесса сварки.
6.13.4. При сварке стержней разного диаметра при отношении d'н / dн < 0,85 на стержень меньшего диаметра следует намотать слой сухого асбестового шнура, толщина которого должна равняться разнице между радиусами стержней. При отношении d'н / dн < 0,85 можно использовать графитовые вкладыши, асбестовый шнур или огнестойкий фетр.
Во всех случаях следует применять формы, предназначенные для стержней большего диаметра; смесь следует использовать на номер больше (см. приложение 11). Зазоры стыкуемых стержней идентичны приведенным для стержней одинакового диаметра, но минимального размера.
Дата публикования: 2015-10-09; Прочитано: 623 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
