 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
ПЕРЕДМОВА. Однією з основних умов забезпечення взаємозамінності є точність деталей, вузлів та комплектуючих виробів за геометричними параметрами
|
|
Однією з основних умов забезпечення взаємозамінності є точність деталей, вузлів та комплектуючих виробів за геометричними параметрами, до яких відносяться: точність розмірів; характер з¢єднання деталей; точність форми та розташування поверхонь; шорсткість поверхонь. Правильне та більш повне нормування точності форми та розташування поверхонь, яке сприяє підвищенню точності геометрії деталей під час виготовлення та контролю, оволодіння способами визначення дійсних значень геометричних параметрів та методами технічних вимірювань є одними з основних факторів підвищення якості машин та приладів.
Лабораторна робота з оцінки точності форми циліндричних поверхонь сприяє вивченню та засвоєнню теоретичного матеріалу, допомагає у вивченні контрольно-вимірювального засобу вимірювання та в оволодінні прийомами технічних вимірювань відхилень форми циліндричних поверхонь, навчає користуватися стандартами, визначати окремі та комплексні відхилення форми і за цими показниками визначати точність циліндричних поверхонь.
Лабораторна робота
ВИМІРЮВАННЯ ВІДХИЛЕНЬ ФОРМИ ЦИЛІНДРИЧНИХ ПОВЕРХОНЬ
Мета роботи -вивчити будову та принцип роботи вертикального оптиметра; отримати практичні навички вимірювання відхилень форми на вертикальному оптиметрі; навчитися визначати комплексні відхилення форми циліндричних поверхонь за значеннями окремих відхилень та набути навички з використання таблиць допусків форми циліндричних поверхонь.
Завдання – визначити відхилення від циліндричності заданої поверхні деталі, ступінь точності та допуск циліндричності за ГОСТ 24643-81, зробити ескіз деталі з умовним позначенням допуску циліндричності.
Технічне забезпечення -вертикальний оптиметр ОВО-1; призма; набір плоскопаралельних кінцевих мір довжини; деталь.
1. ОСНОВНІ ТЕОРЕТИЧНІ ВІДОМОСТІ
Допуски форми та розташування поверхонь регламентуються стандартами:
ДСТУ 2498-94. Основні норми взаємозамінності. Допуски форми та розташування поверхонь. Терміни та визначення.
ГОСТ 24643-81. ОНВ. Допуски формы и расположения поверхностей. Числовые значения.
ГОСТ 2.308-79. ЕСКД. Указание на чертежах допусков формы и расположения поверхностей.
Будь-яку деталь можна представити, як тіло обмежене сукупністю ідеальних, геометрично точних поверхонь – площин, циліндричних, конічних, сферичних, евольвентних та інших поверхонь. Під час виготовлення деталей та експлуатації механізмів та машин виникають похибки не тільки розмірів, а також форми та взаємного розташування поверхонь. Тобто на кресленнях форму деталі задають ідеально точними - номінальними поверхнями та профілями, а виготовлені деталі мають реальні поверхні та профілі, які відрізняються від номінальних відхиленнями форми та розташування.
Під час аналізу точності форми поверхонь деталей використовують наступні терміни:
- Номінальна поверхня – ідеальна поверхня, розміри і форма якої відповідають заданим номінальним розмірам та номінальній формі.
- Реальна поверхня – поверхня, що обмежує деталь та відділяє її від навколишнього середовища.
- Профіль - лінія перетину поверхні з площиною або із заданою поверхнею. Поняття реальний та номінальний профілі аналогічні поняттям реальної та номінальної поверхні.
- Нормована ділянка L – це ділянка поверхні або лінії до якої відноситься допуск форми, допуск розташування або відповідне відхилення. Якщо розміри нормованої ділянки не задані, то допуск або відхилення відноситься до усієї розглядуваної поверхні або довжини розглядуваного елемента. Якщо положення нормованої ділянки не задано, то вона може займати будь-яке положення в межах усього елемента.
- Прилегла поверхня(профіль) – це поверхня (профіль), яка має форму номінальної поверхні (профілю), стикається з реальною поверхнею (профілем) і розташована поза матеріалу деталі так, щоб відхилення від неї найбільш віддаленої точки реальної поверхні (профілю), в межах нормованої ділянки, було мінімальним.
Прилеглим профілем може бути пряма лінія або коло, прилеглою поверхнею – площина або циліндр.
- Прилеглапряма (площина) – це пряма (площина) (рис.1.1а; рис.1.2а) яка має форму номінального профілю (поверхні), дотикається до реального профілю(поверхні) і розташована поза матеріалу деталі так, щоб відхилення від неї найбільш віддаленої точки реального профілю (поверхні), в межах нормованої ділянки, було мінімальним. Наприклад, з трьох прямих, дотичних до профілю (рис.1.1а), прилеглою є та, відстань від якої до найбільш віддаленої точки реальної кривої (D) буде мінімальною: D2< D3< D1; D2= Dmin. Тобто прилеглою буде пряма 2 (рис.1.1а). Інші прямі не є прилеглими, так як відхилення від цих прямих найбільш віддалених точок - D1 і D3 більші, ніж від прилеглої.
- Прилегле коло валу– це коло мінімального діаметру 2r (рис.1.1в) описане навколо реального профілю валу.
- Прилегле коло отвору – це коло максимального діаметру 2R (рис.1.1г) вписане в реальний профіль отвору.
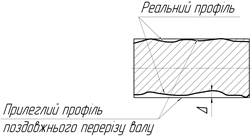
- Прилеглий профіль поздовжнього перерізу – це дві паралельні прямі, які стикаються з реальним профілем валу і розташовані поза матеріалу деталі так, що найбільше відхилення D точок твірної профілю валу від відповідної сторони прилеглого профілю мало мінімальне значення (рис.1.1б).
- Прилеглий циліндр – це циліндр мінімального діаметра (рис1.2б) описаний навколо реальної зовнішньої поверхні або циліндр максимального діаметра вписаний в реальну внутрішню поверхню.
 а)
а)
|  б)
б)
|
 в)
в)
|  г)
г)
|
в) г)
Рис.1.1 Прилеглі профілі: а-прилегла пряма; б – прилеглий профіль поздовжнього перерізу; в – прилегле коло валу; г – прилегле коло отвору


а) б)
Рис.1.2 Прилеглий поверхні: а – прилегла площина (L1 та L2 визначають розмір нормованої ділянки); б – прилеглий циліндр
1.1 Відхилення та допуски форми циліндричних поверхонь
Відхилення форми поверхні або профілю EF – це відхилення форми реальної поверхні (реального профілю) елемента від форми номінальної поверхні (номінального профілю).
Кількісно відхилення форми поверхонь (профілів) оцінюється найбільшою відстанню від точок реальної поверхні (профілю) до прилеглої поверхні (профілю) за нормаллю до неї.
Нерівності, які відносяться до шорсткості поверхні, у відхилення форми не включаються.
Відхилення форми нормуються допусками форми.
Допуск форми TF – це найбільше допустиме значення відхилення форми.
Поле допуску форми – це область на площині або в просторі, всередині якої повинні знаходитись усі точки реального профілю або поверхні в
межах нормованої ділянки.
Відхилення форми можуть бути комплексними або окремими. Визначають відхилення форми циліндричних поверхонь у поперечному та поздовжньому перерізах.
Комплексним показником відхилення форми циліндричних поверхонь у поперечному перерізі є відхилення від круглості.
Відхилення від круглості EFK – це найбільша відстань від точок реального профілю до прилеглого кола (рис.1.3а).
Поле допуску круглості – це область на площині перпендикулярній осі циліндричної поверхні, яка обмежена двома концентричними колами, відстань між якими дорівнює допуску круглості ТFK (рис.1.3а).
Окремими видами відхилення від круглості є овальність та огранювання.

| 
| 
|
| а) | б) | в) |
Рис.1.3 Відхилення форми циліндричних поверхонь у поперечному перерізі: а – відхилення (EFK) та допуск (TFK) від круглості; б – овальність; в – огранювання
Овальність – це відхилення від круглості, за якого реальний профіль
циліндричної поверхні у поперечному перерізі є овалоподібною фігурою, найбільший і найменший діаметри якої лежать у взаємоперпендикулярних напрямках (рис.1.3б).
Кількісно овальність визначається, як

де dmax і dmin – найбільший і найменший діаметри, які виміряні у поперечному перерізі циліндричної поверхні.
Огранювання - це відхилення від круглості, за якого реальний профіль циліндричної поверхні у поперечному перерізі є багатогранною фігурою (рис.1.3в). Огранювання може бути з парною і непарною кількістю граней.
Комплексним показником відхилення форми циліндричних поверхонь у поздовжньому перерізі є відхилення профілю поздовжнього перерізу.
Відхилення профілю поздовжнього перерізу EFP – це найбільша відстань від точок реального профілю до відповідної сторони прилеглого профілю (рис.1.4а).

а)

| 
| 
|
| б) | в) | г) |
Рис.1.4 Відхилення форми циліндричних поверхонь у поздовжньому перерізі: а – відхилення (EFP) та допуск (TFP) профілю поздовжнього перерізу; б – конусоподібність; в – бочкоподібність; г – сідлоподібність
Окремими видами відхилення профілю поздовжнього перерізу є конусоподібність, бочкоподібність та сідлоподібність.
Конусоподібність - це відхилення профілю поздовжнього перерізу, за якого твірні прямолінійні, але непаралельні (рис.1.4б).
Бочкоподібність - це відхилення профілю поздовжнього перерізу, за якого твірні непрямолінійні і діаметри збільшуються від країв до середини поздовжнього перерізу (рис.1.4в).
Сідлоподібність - це відхилення профілю поздовжнього перерізу, за якого твірні непрямолінійні і діаметри зменшуються від країв до середини поздовжнього перерізу (рис.1.4г).
Кількісно конусоподібність, бочкоподібність та сідлоподібність визначається, як

де dmax і dmin – найбільший і найменший діаметри, які виміряні у поздовжньому перерізі циліндричної поверхні.
Комплексним відхиленням форми циліндричних поверхонь є відхилення від циліндричності.
Відхилення від циліндричності EFZ – це найбільша відстань від точок реальної поверхні до прилеглого циліндра (рис.1.5).
Поле допуску циліндричності – це область у просторі, обмежена двома співвісними циліндрами, які відстоять один від одного на відстані, що дорівнює допуску циліндричності TFZ.

Рис. 1.5 Відхилення (EFZ) та допуск (TFZ) циліндричності
Окремими видами відхилення від циліндричності є відхилення від круглості та відхилення профілю поздовжнього перерізу.
Під час визначення відхилень форми циліндричних поверхонь практично обмежуються вимірюванням відхилень у декількох перерізах. За відхилення форми, яке співставляється з допуском, береться найбільше із значень, виміряних у різних перерізах. За величину комплексного відхилення приймається найбільше із окремих.
Наприклад, якщо за результатами вимірювання отримали: овальність
становить 5 мкм, огранювання – 8 мкм. Відповідно за величину відхилення від круглості береться більше з цих значень – 8 мкм.
1.2 Позначення на кресленнях граничних відхилень (допусків) форми циліндричних поверхонь
Умовні позначення допусків форми циліндричних поверхонь на кресленнях встановлені ГОСТ 24643-81 і наведені в таблиці 1.1, а приклади позначення допусків форми наведені в таблиці 1.2.
Таблиця 1.1 Позначення допусків форми циліндричних поверхонь
| Вид допуску та його позначення за ГОСТ 24643-81 | Позначення на кресленні |
| Допуск циліндричності TFZ | 
|
| Допуск круглості TFK | 
|
| Допуск профілю поздовжнього перерізу TFP | 
|
Таблиця 1.2 Приклади позначення допусків форми циліндричних поверхонь
| Назва допуску | Позначення на кресленні | Пояснення |
| Допуск круглості | 
| Допуск круглості циліндричної поверхні Æ30 мм: TFK =0.006 мм. Допуск відноситься до ділянки циліндричної поверхні довжиною 20 мм. Відхилення від круглості у будь-якому перерізі на довжині 20 мм цієї поверхні не повинно перевищувати значення допуску EFK £ 0,006 мм |
| Продовження таблиці 1.2 | ||
| Назва допуску | Позначення на кресленні | Пояснення |
| Допуск профілю поздовжнього перерізу | 
| Допуск профілю поздовжнього перерізу циліндричної поверхні Æ30 мм: TFР =0.010 мм. Допуск відноситься до всієї циліндричної поверхні. Відхилення профілю поздовжнього перерізу у будь-якому перерізі цієї поверхні не повинно перевищувати значення допуску EFP £ 0,010 мм |
| Допуск циліндричності | 
| Допуск циліндричності поверхні Æ30 мм: TFZ =0.010 мм. Допуск відноситься до всієї циліндричної поверхні. Відхилення від циліндричності у будь-якому перерізі цієї поверхні не повинно перевищувати значення допуску EFZ £ 0,010 мм |
2. ОБЛАДНАННЯ ДЛЯ ПРОВЕДЕННЯ ЛАБОРАТОРНОЇ РОБОТИ ТА ПРИНЦИП РОБОТИ НА НЬОМУ
Вимірювання в даній лабораторній роботі виконуються на вертикальному оптиметрі моделі ОВО-1. За допомогою оптиметрів здійснюється високоточні вимірювання розмірів та відхилень геометричної форми деталей методом порівняння з мірою.
Вертикальний оптиметр належить до оптико-механічних приладів. У вимірювальному механізмі оптиметрів поєднуються механічний та оптичний важелі. Механічний важіль пов¢язує вимірювальний стержень приладу із дзеркалом, що повертається. Оптична система перетворює малі переміщення дзеркала у зручні для відліку переміщення світлового потоку із зображенням показника на шкалі приладу.
Метрологічні характеристики вертикального оптиметра: ціна поділки шкали – 0,001мм; границі вимірювання по шкалі - ±0,1 мм; верхня границя вимірювання зовнішніх розмірів - 180 мм; вимірювальне зусилля – не більше 1,5 Н; допустима похибка показів: на ділянці шкали від 0 до ±0,06 мм - ±0,0002 мм; на ділянці шкали вище ±0,06 мм - ±0,0003 мм.
Загальний вигляд вертикального оптиметра показаний на рис. 2.2. Вертикальний оптиметр містить автоколлімаційну трубку, в якій поєднується колліматор (пристрій, який формує вузький паралельний пучок променів) із зоровою трубою (призначеною для спостереження далеких об¢єктів).
Принципова схема будови вимірювальної трубки вертикального оптиметра ОВО-1 показана на рис.2.1.
У спільній фокальній площині об¢єктива 5 і окуляру 10 (рис.2.1а) поміщена прозора пластина 7 із 200 штрихами на одній половині (100 поділок з кожної сторони від нуля, розташованих симетрично) та індексом у вигляді тонкого штриха – на другій (рис. 2.1б). Шкалу освітлюють денним світлом або лампою за допомогою дзеркала та призми 8. Для того, щоб оператор дивився в окуляр прямо перед собою, передбачена допоміжна призма повного відбиття 6, яка повертає пучок променів на 90°. Пучок променів, вийшовши із об¢єктива, відбивається від дзеркала 4, яке повертається на шарнірі під час переміщення вимірювального стержня 3 під дією вимірюваного предмета 2, розташованого на предметному столі 1. Поворот дзеркала викликає зміщення нерухомого індексу В (рис.2.2б) автоколлімаційного[1] відображення Б шкали А, яке створюється об¢єктивом 5 у спільній з окуляром 10 фокальній площині (пластина 7).

Рис.2.1 Принципова схема вимірювальної трубки вертикального оптиметра ОВО-1: а – оптична схема вимірювальної трубки; б – поле зору окуляру: c – поділка шкали; Sшк – зміщення шкали в окулярі; в – визначення передаточного числа автоколлімаційної трубки
Передаточне число автоколлімаційної трубки uат може бути визначене за променем, який виходить з центру фокальної площини і проходить після відбиття від дзеркала 4 через центр об¢єктива 5 без заломлення (рис.2.2в). Кут падіння цього променя - aпад, дорівнює куту відбиття - bвідб, і дорівнює, разом з тим, куту повороту дзеркала - aпов під дією вимірювального стержня 4, що опирається на вимірювальний об¢єкт 2.
На рис. 2.1в для простоти Г-подібна трубка розпрямлена шляхом умовного віддалення допоміжної призми 6 (рис.2.2а). Зміщення tзм.шк. зображення шкали у фокальній площині об¢єктива 5 (рис.2.2в), яке відповідає переміщенню sст вимірювального стержня, дає передаточне число автоколлімаційної трубки

де f – фокусна відстань (200 мм) та a – плече качання дзеркала 4 (5 мм). Збільшення окуляру uок = 12 та оптиметра uопт = 80×12=960.
2.1 Порядок вимірювання на вертикальному оптиметрі ОВО-1
Перед вимірюванням прилад необхідно настроїти на нуль за блоком плоскопаралельних кінцевих мір довжини, розмір якого дорівнює номінальному розміру вимірюваної деталі.
Настройка на нуль вертикального оптиметра здійснюється наступним чином. Відпустивши гвинт затиснення 3, обертанням гайки 2 (рис.2.2) предметний столик переводиться у нижнє положення. На стіл встановлюється блок плоскопаралельних кінцевих мір довжини заданого розміру і притирається до столу. Гвинт 16 відпускається і обертанням гайки кронштейн з трубкою плавно опускається до тих пір, поки вимірювальний стержень доторкнеться до поверхні кінцевої міри. Момент дотику буде помітним за рухом зображення шкали під час спостереження в окуляр. Опускати стержень слід плавно, не допускаючи удару стержня об поверхню. В результаті плавного обертання гайки нульове значення шкали установиться напроти індексу або трохи нижче. Після цього кронштейн фіксується гвинтом 16. Остаточна установка приладу на нуль здійснюється обертанням гайки підйому стола 2 до тих пір, поки напроти індексу встановиться нульовий штрих. В цьому положенні стіл закріплюється гвинтом 3.

| Рис. 2.2 Вертикальний оптиметр ОВО-1: 1-основа; 2–гайка переміщення стола; 3–гвинт затиснення стола; 4-гвинт установки стола; 5-основа стола; 6-предметний стіл; 7-вимірювальний наконечник; 8-аретир; 9-трубка оптиметра; 10-гвинт кріплення трубки оптиметра; 11-окуляр; 12-освітлювальне дзеркало; 13-корпус трубки; 14-колонка; 15-кронштейн; 16-гвинт затиснення кронштейну; 17-гайка переміщення кронштейну. |
Для перевірки правильної установки приладу на нуль слід за допомогою аретиру 2-3 рази підняти і опустити вимірювальний стержень. Якщо після аретирування зображення шкали не буде повертатись у початкове положення, то необхідно відпустити гвинт кріплення стола і повторити установку приладу на нуль.
Після остаточної установки приладу на нуль, за допомогою аретира піднімається стержень та прибирається блок кінцевих мір і на його місце встановлюється вимірювана деталь. Покази шкали під час вимірювання деталі будуть відповідати відхиленням розміру деталі від розміру блоку кінцевих мір. Після закінчення вимірів перевіряється установка приладу на нуль за тим же блоком кінцевих мір довжини. Відхилення не повинно перевищувати одну поділку шкали.
3. ПОРЯДОК І РЕКОМЕНДАЦІЇ ЩОДО ВИКОНАННЯ РОБОТИ ТА ОБРОБКИ РЕЗУЛЬТАТІВ ВИМІРЮВАНЬ
Дата публикования: 2015-10-09; Прочитано: 766 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
