 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Холодная сварка
|
|
Холодная сварка — один из видов сварки в твердой фазе со значительной объемной пластической деформацией и малой степенью ее локализации в зоне контакта соединяемых материалов. Она производится при комнатной температуре и для большинства материалов — ниже температуры рекристаллизации. Ряд легкоплавких металлов, например свинец, индий, галлий, имеют температуру рекристаллизации ниже комнатной температуры, поэтому термин «холодная сварка» для этих металлов применим лишь условно.
При сварке металлов в результате значительных пластических деформаций происходит разрушение оксидных пленок, препятствующих сближению атомов чистых поверхностей металла в месте контакта на расстояния, соизмеримые с параметрами кристаллической решетки, и их активация приводит к возникновению металлических связей и образованию сварного соединения.
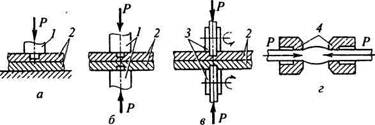
В соответствии с современной классификацией холодная сварка по форме получаемого соединения может быть точечной, шовной, стыковой (рис. 25.1, а, б, в, г), а по характеру деформаций — сваркой сдавливанием (рис. 25.1, а, б, в, г) и сваркой сдвигом (рис. 25.1, д, е).
При точечной холодной сварке используют в качестве инструмента один или два пуансона цилиндрической формы, а при шовной — в виде роликов. Более высокой и стабильной прочность соединения получается при сварке двумя пуансонами или роликами. Пуансоны и ролики рекомендуется изготавливать с уступом. При холодной сварке деталей, особенно больших толщин, когда пуансон внедряется в толщу деталей, последние могут сильно деформироваться, уступы на цилиндрических пуансонах и роликах в завершающий момент прижимают детали и ограничивают их деформацию.
Если изделия выполнены из материалов сравнительно малой пластичности (нагартованные алюминиевые сплавы, медь и др.) толщиной более 4 мм,
\р 2 [Р 5
д \р 2 е
Рис. 25.1. Схема холодной сварки:
а — точечная с одним пуансоном, б — точечная с двумя пуансонами, в — шовная, г — стыковая; д, е — сдвигом; 1 — пуансон; 2 — свариваемые детали, 3 — ролик; 4 — зажимные цанги; 5 — клин
то из-за деформации деталей в процессе сварки каждой последующей точки может быть даже разрушена предыдущая точка. Для устранения этого явления производят холодную сварку с предварительным зажатием. Прижимами детали фиксируются еще до начала сварки или одновременно с ней. Таким образом предупреждаются не только остаточные деформации, но и деформации в процессе самой сварки. Сварка с предварительным зажатием позволяет получать соединения более прочные, чем при сварке по обычной схеме.
При стыковой сварке детали прочно закрепляются в зажимных цангах, внутренняя рабочая поверхность которых имеет насечку, препятствующую проскальзыванию деталей при их сдавливании.
При холодной сварке сдвигом наряду с нормальными усилиями, сдавливающими соединяемые детали, прикладываются дополнительные усилия, обеспечивающие относительное смещение свариваемых поверхностей.
Это достигается приложением силы Г (рис. 25.1, д) или использованием клиновидной прокладки (рис. 25.1, е), впрессовываемой с усилием между деталями в зазор аналогичной конфигурации.
Сдавливание и одновременно сдвиг по свариваемым поверхностям способствуют лучшему разрушению оксидных пленок, облегчают смятие неровностей, что приводит к более полному физическому контакту между деталями, расширяют площадь соприкосновения чистых свариваемых поверхностей при меньшей величине нормальных усилий. Последнее особенно важно при изготовлении с помощью холодной сварки деталей большого сечения.
Параметрами режимов холодной сварки являются удельное давление, величина вылета деталей из цанг (при стыковой сварке), диаметр пуансона, степень деформации.
Степень пластической деформации, необходимая для получения качественного соединения, зависит от свойств металла, толщины соединяемых деталей, способа подготовки поверхностей под сварку, толщины и свойств оксидной пленки, схемы деформирования.
Большое влияние на степень деформации оказывает соотношение твердости оксидной пленки к твердости основного металла: степень деформации должна быть тем больше, чем меньше это соотношение. При сварке разнородных материалов степень деформации определяют исходя из свойств наиболее пластичного металла.
Основная трудность подготовки поверхности деталей под холодную сварку заключается в тщательном удалении с нее органических и адсорбированных пленок.
Холодной сваркой успешно соединяют металлы, обладающие хорошими пластическими свойствами, такие, как алюминий, свинец, олово, медь, цинк, кадмий, никель и другие, а также их сочетания. Этот способ сварки нашел применение главным образом в приборостроении. Стыковая и точечная сварка применяется также для соединения проводов и шин при монтаже электросхем.
Одним из направлений применения холодной сварки является сочетание ее с обработкой давлением: прокаткой, высадкой, штамповкой, вытяжкой и т. п. С помощью последней, например, получают биметаллические переходники из алюминия и коррозионностойкой стали, которые затем используются в бесфланцевых соединениях трубопроводов.
Дата публикования: 2014-10-25; Прочитано: 810 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
