 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Холодная листовая штамповка
|
|
Листовой штамповкой получают разнообразные плоские и пространственные детали: от секундной стрелки часов до деталей облицовки автомобилей, самолетов, ракет. Листовую штамповку применяют в автомобильной, авиационной, электротехнической промышленности, в тракторостроении, в приборостроении и др.
Листовая штамповка снижает объем обработки резанием, обеспечивает высокие точность размеров и производительность (до 30-40 тыс. деталей в смену с одной машины)
В качестве заготовок используют лист, полосу или ленту. Толщина заготовок обычно не превышает 10 мм.
Как правило, при листовой штамповке пластическую деформацию, обеспечивающую необходимые форму и размеры, получает лишь часть заготовки. Толщина стенок штампованных деталей незначительно отличается от толщины заготовок. Операции, в которых лишь изменяются форма и размеры заготовки без разрушения ее в процессе деформирования, называются формоизменяющими. Операции, включающие разрушение материала заготовки, называются разделительными.
К числу формоизменяющих операций листовой штамповки относятся: гибка, вытяжка, отбортовка, обжим, раздача и др.
Гибка (рис. 3.60.) [12] применяется для изменения кривизны заготовки практически без изменения ее линейных размеров. В результате такого деформирования часть заготовки поворачивается относительно другой на определенный угол.

Рис. 3.60. Операции листовой штамповки
Пластическая деформация при гибке сосредотачивается на узком участке, контактирующем с пуансоном. При гибке не допускается разрушение материала, образование трещин, складок. Наиболее слабым местом является зона деформаций растяжения в наружном слое детали на участке закругления пуансона (рис. 3.60). При уменьшении отношения радиуса закругления r к толщине заготовки s деформация возрастает. Поэтому для предотвращения появления трещин, складок или разрушения заготовки ограничивают минимальные размеры радиуса закругления пуансона:
 . (3.125)
. (3.125)
Даже при значительных пластических деформациях в обычных условиях гибки в штампах прямоугольная сетка линий, нанесенная на боковой поверхности заготовки, принимает веерообразную форму, причем поперечные линии остаются почти прямыми (рис. 3.61) [11]

Рис. 3.61. Деформация координатной сетки при гибке
При гибке наибольшей по абсолютной величине является деформация  , которая определяется по формуле:
, которая определяется по формуле:
 . (3.126)
. (3.126)
Используются также и истинные (логарифмические) характеристики деформации.
Вытяжка заключается в протягивании заготовки через отверстие матрицы, причем плоская заготовка превращается в полое изделие, а пространственная заготовка получает уменьшение поперечных размеров (рис. 3.62) [11]. Она может осуществляться без утонения стенки или с утонением стенки.
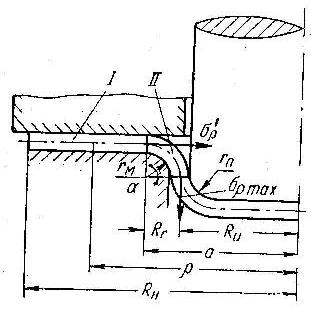
Рис. 3.62. Схема вытяжки
Формоизменение при вытяжке оценивают отношением диаметра заготовки типа диска, фланца к диаметру полученной детали типа цилиндра (рис.3.63) – коэффициентом вытяжки:
 (3.127)
(3.127)
При вытяжке без утонения стенки зазор Z между пунсоном и матрицей должен быть больше толщины s заготовки:
 . (3.128)
. (3.128)
При вытяжке с утонением толщина стенки за один переход может быть уменьшена в 1,5 – 2 раза. При вытяжке с утонением стенки зазор между пуансоном и матрицей должен быть меньше толщины стенки. Удельные усилия при вытяжке с утонением стенки больше, чем при вытяжке без утонения. Вытяжку с утонением применяют для устранения опасности складкообразования, а также для получения деталей со стенками, толщина которых меньше толщины донышка.
Усилие вытяжки в момент, когда заготовка полностью охватит скругленную кромку матрицы, может быть определено по формуле:
 (3.129)
(3.129)
При отбортовке часть заготовки, граничащая с предварительно пробитым отверстием, вдавливается в матрицу, при этом размеры отверстия увеличиваются и этот участок заготовки приобретает цилиндрическую форму (рис. 3.63). Допустимое без разрушения увеличение диаметра отверстия при отбортовке составляет:
 (3.130)
(3.130)
и зависит от механических свойств материала заготовки и от ее относительной толщины 
При обжиме полая тонкостенная цилиндрическая заготовка затаокивается в отверстие матрицы, причем заготовка в очаге деформации получает уменьшение поперечных размеров (рис.3.63).
При раздаче пуансон внедряется в полую тонкостенную цилиндрическую заготовку и ее поперечные размеры в очаге деформации увеличиваются (рис.3.63)
При рассмотрении напряженного и деформированного состояний в очаге деформации при анализе операций листовой штамповки обычно пользуются полярной системой координат с полюсом, совпадающим с центром кривизны срединной поверхности заготовки в данный момент деформирования (рис.3.63) [11].

Рис. 3.63. Схема напряжений при листовой штамповке
Радиус кривизны нейтральной поверхности напряжений, отделяющей зону растяжения от зоны сжатия, определяют по формуле:
 . (3.131)
. (3.131)
При формоизменяющих операциях листовой штамповки касательные напряжения относительно малы и поэтому принимают, что направления нормальных напряжений  и
и  совпадают с главными направлениями тензора напряжений, т.е. являются главными напряжениями.
совпадают с главными направлениями тензора напряжений, т.е. являются главными напряжениями.
При  принимают:
принимают:
 и
и  . (3.132)
. (3.132)
Деформации на операциях листовой штамповки осуществляются, когда напряжения и соответствуют предельному состоянию (условию пластичности) (рис.3.64) [11]

Рис.3.64. Условия предельного нагружения (пластичности) при различных операциях листовой штамповки
В зависимости от условий нагружения заготовки в различных операциях листовой штамповки схемы напряженного состояния и знаки напряжений и в очаге деформации могут быть различными. В операциях вытяжки и отбортовки напряжения растягивающие, а в операциях обжима и раздачи – сжимающие. Напряжения являются растягивающими в операциях раздачи и отбортовки, а в операциях вытяжки и обжима – сжимающими.
На рис. 3.64 графически представлены условия предельного состояния при плоском напряженном состоянии (в виде эллипса и шестиугольника в координатах « - »), а в каждом квадранте приведены схемы операций, деформирование заготовки в которых осуществляется при знаках напряжений, соответствующих определенным квадрантам.
Дата публикования: 2014-10-25; Прочитано: 3878 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
