 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Продукция прокатного производства, оборудование и инструмент
|
|
Продукцией прокатного производства являются полосы, листы, трубы, прутки различного профиля (круглого, квадратного, прямоугольного, шестигранного, углового, двутаврового, швеллерного, таврового и др.), железнодорожные и трамвайные рельсы, колеса, шары, кольца и др. (рис. 3.19) [6].
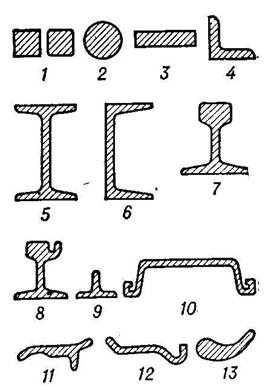
Рис.3.15. Примеры профилей сортового проката: 1- квадратный, 2 – круглый, 3 – полосовой, 4 – угловой, 5 – двутавровый, 6 – швеллерный, 7 – железнодорожный рельс, 8- трамвайный рельс, 9 –тавровый, 10 –шпунтовый, 11 – полоса для башмаков тракторных гусениц, 12 – полоса для ободьев колес грузовых автомобилей, 13 – полоса для турбинных лопаток
Прокаткой получают длинномерные изделия, различающиеся формой поперечного сечения, т.е. профилем. Группы профилей, различающиеся формой и размерами, называют сортаментом.
Все типы машиностроительных профилей, получаемых прокаткой, можно разделить на пять групп:
- сортовые профили простой геометрической формы (квадрат, круг, шестигранник, прямоугольник) и фасонные (швеллер, рельс, тавр и т.д.);
- листовой металл, который подразделяется на тонколистовой (толщиной менее 4 мм) и толстолистовой (толщиной 4…..160 мм);
- трубы, бесшовные (диаметром 51 …650 мм) или сварные (диаметром 10…2200 мм);
- специальные виды проката (колеса, шары, бандажи и др.);
- профили, имеющие периодически изменяющиеся форму и площадь поперечного сечения вдоль оси заготовки. Их применяют в качестве фасонных заготовок для последующей штамповки или механической обработки.
Прокатка металла, а также вспомогательные операции (транспортирование исходной продукции со склада к нагревательным печам и к валкам стана, передвижение металла в процессе прокатки, кантовка полос металла, правка, резка их на части, маркировка или клеймение, сматывание в бунты или рулоны, упаковка, передача на склад готовой продукции) осуществляются с помощью системы машин и агрегатов, называемой прокатным станом (рис. 3.20) [12].

Рис. 3.16. Схема устройства прокатного стана: 1- электродвигатель, 2- упругая муфта, 3 –редуктор, 4- главная муфта, 5 – шестеренная клеть, 6 –шпиндели, 8-– рабочие валки
Основной частью прокатного стана является рабочая клеть. В подшипниках станины рабочей клети вращаются рабочие валки 8. Подшипники верхнего валка могут перемещаться специальным нажимным устройством для изменения расстояния между валками и регулирования взаимного расположения их осей. Вращение валкам передается от электродвигателя 1 через упругую муфту 2, редуктор 3, главную муфту 4, шестеренную клеть 5 и шпиндели 6.
Для соединения шпинделей с прокатными валками рабочей клети и валами шестеренной клети служат соединительные трефовые муфты.
По назначению прокатные станы подразделяют на 5 типов: 1) обжимные и заготовочные (блюминги, слябинги, заготовочные сортовые, трубозаготовочные); 2) сортовые (рельсобалочные, крупно-, средне- и мелкосортовые, проволочные); 3) листовые горячей прокатки (толстолистовые, широкополосовые, тонколистовые) и холодной прокатки (листовые, лентопрокатные, фольгопрокатные, плющильные); 4) трубопрокатные; 5) специальные (колесопрокатные, кольце- и бандажепрокатные, шаропрокатные, для профилей переменного сечения, для зубчатых колес и др.)
Блюминг – это высокопроизводительный прокатный стан для обжатия стальных заготовок большого сечения массой от 1 до 12 т в стальные заготовки квадратного сечения со стороной свыше 140 мм, предназначенные для дальнейшей прокатки. Производительность блюмингов – около 2 млн. тн. в год или около 400 тн/час. Для отгрузки суточной продукции блюминга требуется до 160 железнодорожных платформ в сутки. Примерная стоимость годовой продукции крупного блюминга может составлять около 12 млрд. рублей (или около 400 млн. долларов).
Стальные заготовки прямоугольного сечения шириной от 400 до 2500 мм и толщиной от 75 до 600 мм, предназначенные для последующего листового проката, называют слябами, а прокатные станы для переработки крупных стальных слитков в слябы – слябингами. Слябинг, кроме горизонтальных валков имеет еще и вертикальные, использующиеся для обжатия боковых кромок слитка (рис. 3.17) [6].
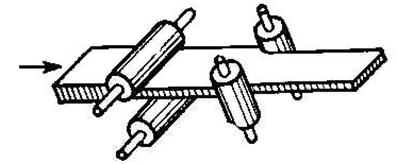
Рис. 3.17. Схема расположения валков в универсальном прокатном стане (слябинге) для прокатки широких полос
Инструментом для прокатки являются валки (рис. 3.18).

Рис. 3.18. Прокатные валки: а - гладкий валок для листа; б - ручьевой валок для сортового проката; 1 – бочка, 2 – шейки, 3 – трефы. в) калибры ручьевого прокатного валка: открытый и закрытый
Прокатный валок имеет рабочую часть 1, называемую бочкой, шейки 2, опирающиеся на подшипники станины клети, и трефы 3. Сечение треф имеет форму крестовин или квадратов для передачи крутящего момента. Бочка валка может быть гладкой (при прокатке листов) или ручьевой (рис.3.18,б) для получения сортового проката [12].
Ручьем называют кольцевой вырез на боковой поверхности валка (рис.3.18,б). Ручьи верхнего и нижнего валка образуют калибры (рис.3.18, в). Калибр называют открытым, если линия раздела проходит по оси симметрии, параллельной оси валков, и закрытым, если линия раздела является ломанной и смещенной на одну из границ калибра.
Кроме рабочих валков, непосредственно осуществляющих деформацию металла, в прокатных станах часто используются также опорные валки. Это позволяет применять рабочие валки меньшего диаметра, благодаря чему снижается усилие деформирования.
Дата публикования: 2014-10-25; Прочитано: 7295 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
