 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Изготовление пороховых масс баллиститного типа
|
|
При изготовлении пороховых масс баллиститного типа решаются следующие задачи:
- обеспечение точной дозировки всех компонентов, входящих в пороховую массу;
- обеспечение равномерного распределения всех компонентов между собой. От этого зависят как реологические свойства пороховых масс, так и физико-химические и баллистические свойства готовых изделий (прочность, термостабильность, разброс по скоростям горения и другие);
- обеспечение прочной связи всех компонентов пороховой массы с волокнами НЦ;
- обеспечение наибольшей глубины взаимодействия НЦ c пластификаторами;
- обеспечение безопасности смешения всех компонентов. Для этого перемешивание компонентов осуществляется в воде.
2.6.1.1 Подготовка компонентов
НЦ и НГЦ, изготавливаемые в пороховом цехе или в отдельных цехах завода, дозируются весовым или объемно-импульсным способами и направляются в ППМБТ (производство пороховой массы баллиститного типа) в виде суспензий и эмульсий с концентрацией 10–20 %.
НГЦ перед смешением с целью ускорения процесса смачивания НЦ дополнительно тонко диспергируется в специальном гидродинамическом устройстве.
Модификаторы горения (катализаторы, ингибиторы, стабилизаторы горения) с целью повышения их эффективности подвергаются механоактивации в высокоэффективном дезинтеграторе.
Металлическое горючее (А1 или сплав Al+Mg) защищается от взаимодействия с водой окисной (А12О3) (пассивация окисляющими растворами) и гидрофобной (обычно стеаратной) пленками.
Оксиды реагирующих с водой металлов (MgO) гидратируются и гидрофобизуются.
Взрывчатые вещества (гексоген, октоген и др.) готовятся в виде суспензии в воде с определенной концентрацией, обеспечиваемой дозирующим весовым насосом-дозатором.
2.6.1.2 Схемы производства пороховой массы балиститного
типа [87]
Технологическая схема ППМБТ, существовавшая в СССР, базировалась на смешении в водной среде компонентов состава. В смеситель («варочный котел») подавались последовательно дозируемые вручную нитроцеллюлоза, нитроэфиры со стабилизатором химической стойкости, суспензии твердых компонентов.
Перемешанная в течение нескольких десятков минут масса подавалась в большой смеситель, где формировалась пороховая смесь.
В 40–50-х гг. эта схема была усовершенствована введением двух поочередно работающих «варочных котлов», которые практически непрерывно подавали смешанную массу в смеситель общих партий (полунепрерывное производство). Во второй половине 50-х гг. было разработано непрерывное ППМБТ (рисунок 28).
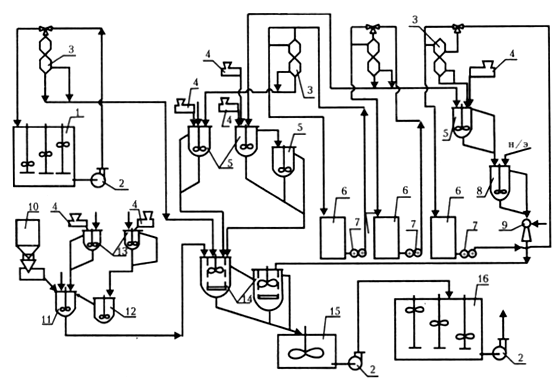
1 – ажитатор; 2 – массонасос; 3 – объемно-импульсный дозатор;
4 – дозатор сыпучих компонентов; 5 – расходная емкость;
6 – расходный бак; 7 – шестеренный насос; 8 – АПР; 9 – инжектор;
10 – контейнер; 11 – пассиватор; 12 – гидрофобизатор; 13 – растворитель; 14 – смеситель; 15 – промежуточный
смеситель; 16 – смеситель общих партий
Рисунок 28 – Непрерывная технологическая схема изготовления
пороховой массы высокоэнергетических баллистических порохов
Для дозирования компонентов использовались непрерывные объемно-импульсные и весовые дозаторы, а смешение компонентов производилось в двух последовательно установленных мешателях («варочных котлах»), из которых масса поступала непрерывно за счет перелива в промежуточный смеситель, а затем в смеситель общих партий. В 60–70-х гг. для изготовления высокоэнергетических порохов эта схема была дополнена процессами гидратации оксида магния и защиты от воды металлического горючего (пассивация и гидрофобизация).
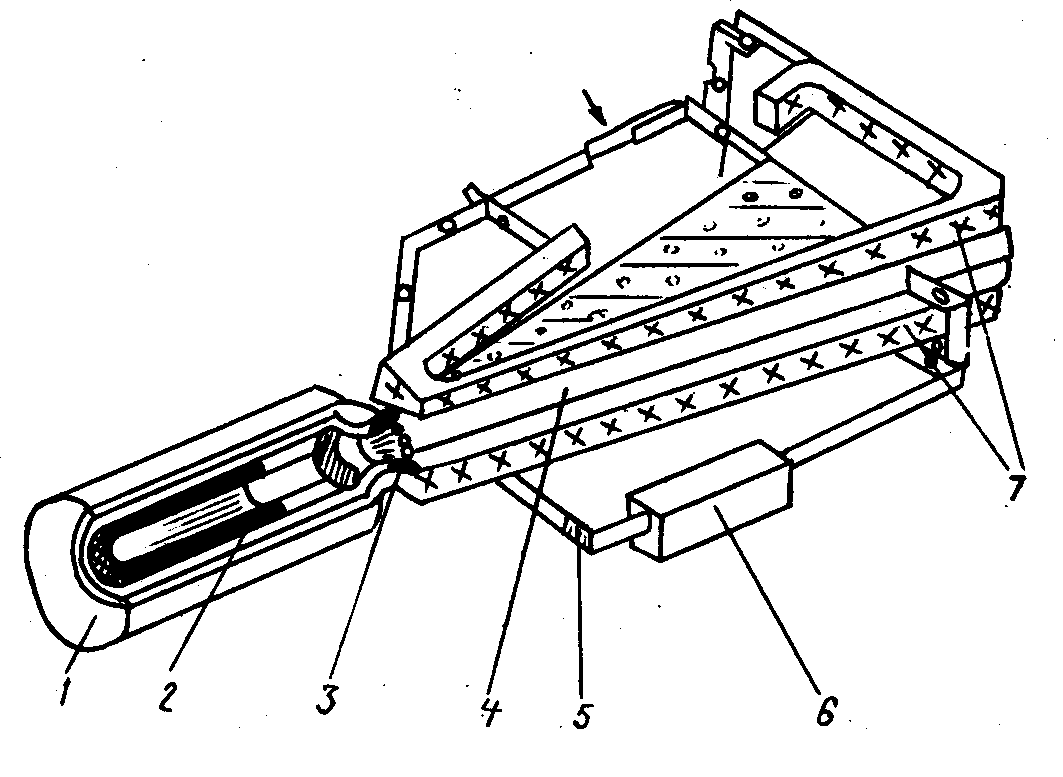
Непрерывное предварительное смешение компонентов пороховой массы осуществляется в двух последовательно расположенных смесителях («варочных котлах»), соединенных переливной трубой 15 (рисунок 29).
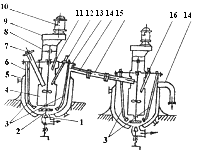
1 – запорный клапан; 2 – вал с мешалкой; 3 – труба для подачи сжатого воздуха; 4 – диффузор; 5 – рубашка для обогрева; 6 – корпус
смесителя; 7 – подача КВВ; 8 – корпус привода; 9 – приводная головка; 10 – электродвигатель; 11 – эжектор для подачи вазелинового масла;
12 – эжектор для подачи суспензии твердых компонентов;
13 – крышка; 14 – патрубок для перелива; 15 – переливная труба;
16 – труба для инжектирования смеси растворителей
Рисунок 29 – Смесители пороховой массы («варочные котлы»)
Смесители отличаются друг от друга только расположением штуцеров на верхних крышках 13. В первый котел загружаются последовательно все компоненты, за исключением смеси пластификаторов - по трубе 7 подается КВВ, затем вазелиновое масло, суспензии катализаторов, гидратированного и гидрофобизованного оксида магния, пассивированных и гидрофобизованных порошкообразных металлов. Во второй котел инжектируется смесь пластификаторов. Пороховая масса по переливной трубе 14 поступает в промежуточный смеситель, а затем в смесители общих партий, в которых осуществляется длительное перемешивание для «созревания» массы, перераспределения пластификатора и окончательного усреднения композиции. Срок хранения пороховой смеси до ее переработки ограничивается в зависимости от состава 1–6 сутками.
В 80-х гг. была разработана технологическая схема (рисунок 30), имеющая самый высокий современный уровень, которая учитывала все аспекты химии, технологии и управления производством. На примере этой технологической схемы и рассмотрим ППМБТ.
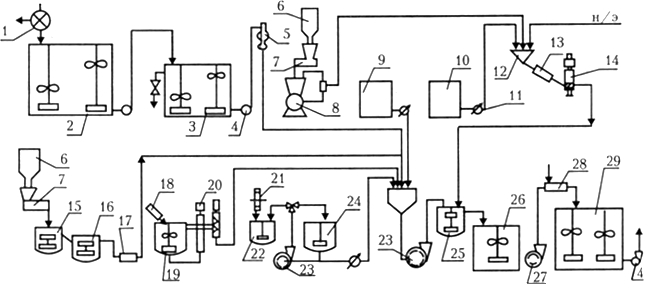
1 – фильтр-сгуститель; 2 – ажитатор приемный; 3 – ажитатор точной концентрации; 4 – насос центробежный; 5 – объемно-импульсный
дозатор; 6 – расходный бункер централита; 7 – весовой дозатор типа ДН; 8 – гидродинамический аппарат для приготовления и
транспортирования суспензий; 9, 10 – расходные емкости;
11 – насос-дозатор; 12 – устройство для ввода пластификаторов;
13 – смеситель статический; 14 – гидродинамическое эмульгирующее устройство; 15 – пассиватор сплавов; 16 – гидрофобизатор; 17 – насос винтовой; 18 – устройство для выгрузки ВВ; 19 – суспензатор;
20 – винтовой насос-дозатор ВВ; 21 – дезинтегратор; 22 – суспензатор приемный для катализаторов; 23 – гидродинамический
смеситель-насос; 24 – суспензатор расходный; 25 – смеситель
непрерывного действия; 26 – смеситель промежутный;
27 – гидродинамический смеситель-насос для массы; 28 – нагреватель суспензии массы; 29 – смеситель общих партий
Рисунок 30 – Современная схема производства пороховой массы
баллиститного типа
Использование гидродинамических аппаратов в современной схеме для обработки как исходных компонентов пороховой массы, так и группы компонентов и композиции в целом, позволило существенно интенсифицировать процесс изготовления, повысить однородность массы и исключить необходимость ее «созревания».
Фаза смешения осуществляется в форсмесителе 25, куда подаются суспензии КВВ, металлических порошков, ВВ, катализаторов горения, предварительно смешанных в гидродинамическом смесителе-на-сосе 23, а также смесь пластификаторов, тонкодиспергированная в гидродинамическом эмульгирующем устройстве 14.
Процесс осуществляется при 12–22 °С.
Из форсмесителя масса поступает в промежуточный смеситель 26, затем обрабатывается в гидродинамическом смесителе-насосе 27 и подается в нагреватель 28 для ускорения диффузионных процессов взаимодействия НЦ с пластификаторами за счет повышения температуры до 77–87 °С.
2.6.2 Переработка пороховых масс баллиститного типа
методом проходного прессования
Отжим пороховой массы от воды. Суспензия пороховой массы направляется на отжим в непрерывнодействующие отжимные прессы типа ПО-125 (рисунок 31) при 30–60 °С.

1 – загрузочный бункер; 2 – фильтрующая решетка; 3 – шнек-винт;
4 – фильера; 5 – нож; 6 – вакуумная камера
Рисунок 31 – Схема отжимного пресса ПО-125
Аппарат условно разделяется на две зоны. Первая – зона фильтрации, вторая – предварительного отжима и уплотнения порохового полуфабриката. Степень отжима регулируется заменой фильтрующей решетки и изменением частоты вращения винта пресса.
В прессах типа ПО-300 помимо этих двух зон дополнительное удаление влаги осуществляется за счет вакуумной зоны. В первой зоне аппаратов осуществляется фильтрование на фильтрующей решетке 2 при давлении 0,005–0,1 МПа, влагосодержание при этом снижается с 900 % масс. до 50 % масс. Во второй зоне происходит непосредственно отжим при давлении от 1,0 до 10,0 МПа за счет уменьшения объема межвиткового пространства. Влажность полуфабриката уменьшается до 6–12 % масс. Нижний предел влажности после аппарата ПО-125 обеспечивается при использовании вакуумной камеры 6.
По выходе из отжимного пресса ПО-125 полуфабрикат измельчается в пороховую крошку в протирочном аппарате и направляется на вальцевание.
Вальцевание. Непрерывнодействующие вальцы (рисунок 32) предназначены для гомогенизации, сушки пороховой массы и окончательной пластификации НЦ. Процесс осуществляется за счет термомеханического воздействия на вальцуемый материал путем его многократного прохождения через межвалковый зазор.
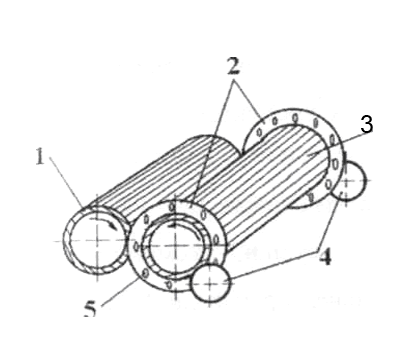
1 – холостой валок с острозубыми рифами; 2 – формующие кольца;
3 – рабочий валок с прямоугольными рифами; 4 – дисковые ножи;
5 – отверстия в формующих кольцах
Рисунок 32 – Схема непрерывнодействующих вальцов
Пороховая крошка непрерывно подается в середину между валками и образует на поверхности рабочего валка 3 «чулок», который продвигается вдоль этого валка в обе стороны и продавливается в виде шнуров через отверстия 5 в формующих кольцах 2. Шнуры срезаются дисковыми ножами 4, в результате получаются пороховые таблетки высотой 3–5 мм. Влагосодержание полуфабриката после вальцов составляет 1,5–3,5 % масс.
Продвижение материала по рабочему, а не по холостому валку обеспечивается различной формой продольных желобков – рифов на их поверхности – прямоугольной формы на рабочем валке и острозубых – на холостом. Кроме этого, температура обогрева рабочего валка примерно на 20 градусов выше, чем холостого.
Условно делят процесс вальцевания на два периода: в первом протекают все положительные процессы (сушки, гомогенизации, пластификации), во втором – нежелательные процессы деструкции, денитрации, окисления. Поэтому целесообразно проводить процесс в первом периоде, а оставшуюся влагу удалять в сушильных аппаратах. При вальцевании «досуха» возможны вспышки на вальцах, особенно для наполненных композиций.
Величина поперечного размера получаемой таблетки оказывает влияние на характер ее последующей сушки в сушильных аппаратах. Для таблетки цилиндрической формы диаметром 12–14 мм вероятность тормозящего влияния термодиффузии при сушке существенно больше, чем для щелевой таблетки толщиной около 4 мм.
Для использования термодиффузии (направления движения влаги по направлению градиента температур) как при вальцевании, так и в шнековых сушильных аппаратах осуществляют дополнительный обдув материала воздухом (50–80 °С). При этом реализуется осциллирующий режим сушки и термодиффузия не тормозит процесс, а способствует его большей эффективности.
Обдув порохового «чулка» при вальцевании с целью интенсификации сушки особенно актуален в случае ввода на вальцах водорастворимых добавок в состав композиций.
Формование. Задачей фазы формования является превращение полуфабриката (вальцованного полотна или пороховых таблеток) в монолитные шашки-заготовки или пороховые трубки, что может быть реализовано только в условиях, обеспечивающих аутогезионное взаимодействие частей формуемого материала. Для этого процесс прессования следует проводить при необходимых величинах давления Р, температуры Т, времени t и скорости сдвига j, от которых зависит аутогезионная прочность материала:
Au=Au(P, T, t, j). (1)
В отсутствие хотя бы одного из этих параметров или при неоптимальной их величине невозможно получить качественных изделий.
Сдвиг в формующем пресс-инструменте (вытяжка) создается за счет продавливания материала из большего в меньший объем (рисунки 33, 34) путем изменения габаритов формующих втулок или игл, формирующих каналы в изделии.
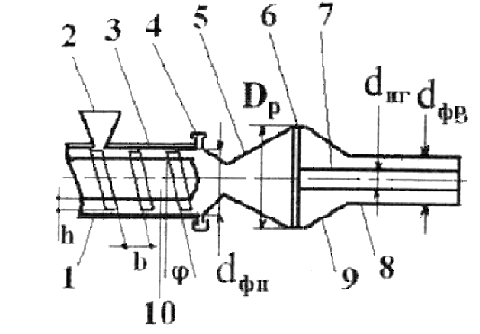
1 – корпус пресса; 2 – загрузочный бункер; 2 – прессующая втулка;
3 – клиновой затвор; 4 – диффузор; 5 – иглодержатель; 6 – игла;
7 – формующая втулка; 8 – конфузор; 10 – винт пресса; b – ширина винта; h – глубина винта; φ – угол наклона винтовой линии;
dфп – выходное отверстие формующего пресса; Dp – диаметр раструба; dфв – диаметр формующей втулки; dиг – диаметр иглы
Рисунок 33 – Схема формования БП с использованием
раструбного пресс-инструмента
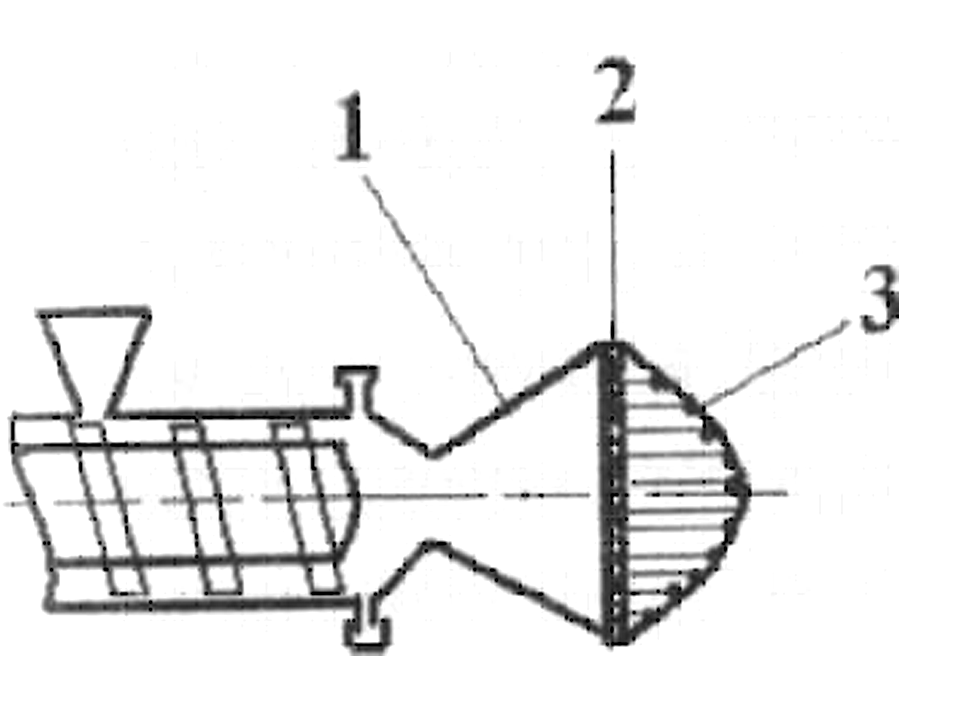
1 – диффузорный пресс-инструмент; 2 – матричная обойма
с формующими втулками; 3 – эпюра скоростей движения
формуемых изделий
Рисунок 34 – Схема формования БП с использованием
пресс-инструмента с матричной обоймой
Количественно вытяжку можно оценить коэффициентом вытяжки Кв:
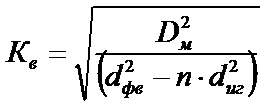 (2)
(2)
где Dм - диаметр матрицы (изложницы пресса), из которой осуществляется формование;
dфв - диаметр формующей втулки;
n - количество игл, формирующих каналы в изделии;
dиг - диаметр иглы.
В случае изготовления цилиндрических бесканальных изделий:
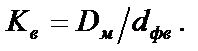 (3)
(3)
Величина Кв может изменяться от 1,2 до 10.
Для формования ракетных шашек-заготовок применяется конфузорно-диффузорный (раструбный) пресс-инструмент (см. рисунок 33), позволяющий изготавливать изделия, диаметр которых с учетом обеспечения требуемого Кв и уравнений (2), (3) больше, чем выходное отверстие формующего пресса (dфп). Диаметр изделий в этом случае может достигать до 800 мм.
Изготовление изделий для артиллерийских зарядов осуществляется через формующие втулки, закрепленные в матричной обойме пресс-инструмента 2 (см. рисунок 34). При этом, в отличие от непрерывного формования изделий из пироксилиновых порохов, матричной обойме с формующими втулками должен предшествовать значительно больший объем пресс-инструмента 1 (см. рисунок 34). Существенно большие, по сравнению с пироксилиновыми массами, величины вязкости и характеристического времени релаксации обусловливают невозможность обеспечения качественного аутогезионного взаимодействия в изделиях из баллиститных композиций, если использовать для них пресс-инструмент малого объема с небольшим временем пребывания (см. величину t в уравнении (1)).
Тормозящее влияние внешнего трения для периферийных слоев массы о пресс-инструмент, а также большая температура и, следовательно, меньшая вязкость центральных слоев массы, обусловливают неравномерность выхода изделий из разных рядов матричной обоймы - шнуры из центральных слоев движутся быстрее, чем из периферийных, что затрудняет работу резательных станков. Повышение температуры центральных слоев массы обусловлено ее разогревом от трения о головку винта пресса и ее малой теплопроводностью, не позволяющей, несмотря на термостатирование пресс-инструмента, выровнять температуру массы по его объему.
Пресс-инструмент любой конструкции оказывает сопротивление за счет потерь на внутреннее трение Р η при течении массы, ее внешнее трение Р μ о поверхность пресс-инструмента, формующих втулок, иглодержателей и игл, а также на упругую отдачу Р 11, представляющую собой компоненту нормальных напряжений, возникающих наряду с касательными при деформировании вязкоупругих материалов:
Р = Р η + Р μ + Р 11. (4)
Успешное формование массы шнек-прессом возможно только в том случае, когда суммарное сопротивление пресс-инструмента будет меньше напорности аппарата Рн, зависящей, помимо конструктивных особенностей пресса (b, h,φ на рисунке 27 и Znp - длины прессующей зоны), также и от реологических характеристик формуемой массы (прочности на срез σср и ее внешнего трения по поверхности винта  и по поверхности прессующей втулки
и по поверхности прессующей втулки  ):
):
 (5)
(5)
Суммарный объемный расход материала (Q) при его формовании шнек-прессом складывается из прямого потока (Qd), зависящего только от конструктивно-технологических параметров, и потоков, снижающих производительность аппарата - обратного (Qр) под действием перепада давления и утечек (Qδ) в зазоре между ребордами винта и рифами прессующей втулки. Оба эти потока зависят, помимо конструктивно-технологических параметров, также и от реологических характеристик формуемой массы.
Q = Qd - Qр - Qδ. (6)
Нормальная работа пресса обеспечивается в том случае, когда
(Qр + Qδ)/Qd ≤ 0,3. (7)
При невыполнении условий (5), (7) происходит проворот массы с винтом, так называемый «срыв массы с рифов», следствием чего может явиться загорание пороха в прессе. Загорание может произойти и по другим причинам, например при недопитке пресса полуфабрикатом, при несоблюдении температурно-временных режимов процесса и других.
При использовании двухшнековых экструдеров для переработки пороховых масс, как принято фирмой «Динамит Нобель АГ», процесс формования осуществляется более устойчиво, величина Qp таких аппаратов близка к нулю.
Порох – метательное ВВ, поэтому должен гореть по геометрическому закону, но при определенных обстоятельствах (замкнутый объем, рыхлая, пористая структура материала, превышение (dP / dt) кр – критической скорости нарастания давления газообразных продуктов его горения в манометрической бомбе) горение его может переходить во взрыв. Наиболее опасной зоной пресса в этом отношении является зона уплотнения материала (переходных плотностей).
Вероятность этого нежелательного процесса уменьшается при сокращении размеров зоны уплотнения, то есть при увеличении dp / dZ (градиента изменения плотности пороха по длине винтовой линии пресса) величина (dP / dt) кp возрастает.
Качественно такое же изменение (dP / dt) кp обеспечивается использованием динамически ослабленной прессующей втулки, разрушение которой приводит к мгновенному сбросу нарастающего давления и разрыву детонационной цепи.
Свойства порохового полуфабриката также оказывают влияние на возможность протекания нежелательных переходных процессов. Помимо рецептурных особенностей составов (например, наличия в них тяжелых твердых добавок, ВВ, металлов), вероятность этих процессов возрастает при повышенном содержании в полуфабрикате мелочи, пороховой пыли, недостаточной уплотненности и гомогенности таблетки после сушильных аппаратов. Поэтому для повышения взрывобезопасности полуфабриката было предложено осуществлять его уплотнение и укрупнение перед подачей в формующий пресс. Одним из аппаратов, предназначенных для решения этой задачи, является пресс кольцевой таблетирующий ПКТ (рисунок 35).
ПКТ состоит из станины 1, на которой закрепляется вращающийся барабан 5 и рифленый ролик 6. Пороховая крошка из загрузочного бункера 4 поступает во внутреннюю полость вращающегося барабана 5, по всей цилиндрической поверхности которого расположены радиальные калибрующие цилиндрические отверстия диаметром 10 мм. При одновременном вращении ролика 6 и барабана 5 пороховая крошка захватывается рифленым роликом 6, образуя на внутренней поверхности барабана пороховой «чулок» 8, который уплотняется роликом и продавливается через отверстия в барабане 5, образуя пороховые шнуры 9, срезаемые ножом 2 в виде плотной таблетки. Таблетки ссыпаются по лотку 3 в бункер транспортера, подающего их в формующий шнек-пресс.
Ролик и барабан обогреваются до 75–95 °С. Величина dP / dt полуфабриката после обработки его в ПКТ уменьшается в 3–6 раз.

1 – станина; 2 – нож; 3 - лоток; 4 – загрузочный бункер; 5 – барабан;
6 – ролик; 7 – валы, имеющие общий привод; 8 – пороховой
«чулок»; 9 – пороховые шнуры; А – загрузка пороховой таблетки
со стадии сушки; В – выгрузка уплотненной таблетки после ПКТ
на стадию формования изделий
Рисунок 35 – Пресс ПКТ
На рисунках 36, 37 представлены технологические схемы непрерывной переработки пороховых масс баллиститного типа.
1 – отжимной пресс ПО-125; 2 – дозатор возвратного брака;
3 – протирочный аппарат; 4, 8, 10 – ковшевые элеваторы для
транспортировки полуфабриката; 5, 11 – шнековые дозаторы;
6 – вальц-аппарат; 7 – шнековый транспортер; 9 – шнековая сушилка;
12 – металлоотсекатель; 13 – формующий шнек-пресс ШС-34
с раструбным пресс-инструментом; 14 – ленточный транспортер;
15 – пневмонож; 16 – тележка для приема и транспортировки
пороховой шашки
Рисунок 36 – Технологическая схема ПО-НВ-С-ШС-34
непрерывной переработки пороховой массы

1 – синхронизатор; 2 – отжимной пресс пластифицирующий ПО-300;
3 – устройство контроля производительности; 4 – устройство ввода
добавок; 5 – устройство хранения и ввода возвратно-технологических отходов; 6 – шнек-пресс пластифицирующий СПА; 7 – устройство
автоматической загрузки формующего пресса; 8 – формующий
шнек-пресс ПВВ-300 с пресс-инструментом
Рисунок 37 – Технологическая схема ПО-СПА-ПВВ
автоматизированной непрерывной переработки пороховой массы
Полуфабрикат с фазы на фазу может передаваться ковшевыми элеваторами (скиповыми подъемниками) 4, 8, 10 (см. рисунок 36) или пневмотранспортом (см. рисунок 37). Это позволяет исключить передачу возникшего загорания с фазы на фазу. Возвратный брак (возвратно-технологические отходы, ВТО) может вводиться на стадиях отжима (см. рисунок 36), вальцевания или в шнек-пресс пластифицирующий (см. рисунок 37).
Технологическая схема ПО-СПА-ПВВ существенно более компактна, универсальна, менее энерго-, металло- и трудоемка по сравнению со схемой ПО-НВ-С-ШС-34.
2.6.3 Иные способы переработки пороховых масс
баллиститного типа
2.6.3.1 Изготовление зарядов методом рулонирования (намотки)
Для исключения опасной фазы прессования предложено получать заряды методом намотки вальцованного порохового полотна со склейкой его по слоям.
Такой метод позволяет готовить изделия из баллиститного и смесевого порохов, реологические свойства которых варьируют в более широком диапазоне по сравнению с массами, перерабатываемыми методом проходного прессования. Это особенно важно при переработке высокоэнергетических композиций.
В технологической схеме метода намотки отсутствуют закрытые аппараты с большой загрузкой, то есть в этом случае уменьшается опасность производства и облегчается задача пожаротушения.
Зарядам, полученным методом намотки, придаются новые свойства, которые не могут иметь шашки, полученные проходным прессованием. В частности, можно получать многослойные заряды из порохов различных составов, что позволяет обеспечить запрограммирован-ный закон изменения скорости горения по толщине горящего свода.
Принципиальная схема получения рулонированных зарядов выглядит следующим образом (рисунок 38). Пороховое полотно 5 толщиной 2–6 мм при 60–80 °С покрывается клеющей жидкостью с двух сторон с помощью валков 3, 4 и наматывается с помощью специального станка на стальной валик, который соответствует диаметру канала будущего изделия. Для обеспечения монолитности заряда необходимо подавать клей в угол, образованный убегающим полотном и рулоном, что создает гидравлический затвор. Клей заполняет зазоры, если они не ликвидированы натягом полотна. Полотно прижимается специальным валком к рулону.
1 – ванна с клеющей жидкостью; 2 – резервуар с клеющей жидкостью; 3 – валки для захвата жидкости; 4 – валки для нанесения жидкости;
5 – вальцованное полотно
Рисунок 38 – Принципиальная схема нанесения клеющей
жидкости на полотно
Решающее значение имеют два фактора:
- подбор клеющей жидкости, обеспечивающей долговременное скрепление слоев в монолит;
- намотка с определенным натягом для плотной укладки слоев полотна в рулоне, так как позже ликвидировать зазоры между слоями будет невозможно.
Клеющая жидкость должна быть:
- энергетически активной, чтобы не снижать теплотворной способности топлива;
- эффективной, обеспечивающей требуемое качество склеивания при минимальном расходе;
- с оптимальными реологическими характеристиками, так как при низкой вязкости она будет стекать с полотна, а при чрезмерно высокой - будет плохо затекать в зазор между рулоном и полотном. При склеивании требуется образовывать гидравлический затвор, препятствующий проникновению воздуха между слоями;
- с оптимальной скоростью набухания в ней порохового полотна (набухание не должно протекать быстро, так как это приводит к излишнему количеству клея в полотне, но глубина набухания должна быть достаточной для образования прочного объемного шва). В качестве клея целесообразно использовать вещества, способные полимеризоваться, клеевой шов по физико-химическим и механическим свойствам должен быть близок к свойствам полотна;
- невзрывоопасной, нетоксичной, нелетучей при температуре полотна 60–80 °С.
В качестве клеющих жидкостей используются смеси НГЦ с активными труднолетучими пластификаторами, флегматизирующими НГЦ. Например, используют смесь НГЦ с триэтиленгликольметакрилатом (бис-метакриловым эфиром триэтиленгликоля, ТГМ-3):
Количество клея ≈1 % к массе пороха. Полотно набухает при продвижении от ванны с клеем до прижимного валка в течение 10–40 с; скорость намотки - от 0,2 до 2,0 м/мин.
После рулонирования шашки не термостатируют (для отверждения клея), так как рулон охлаждается несколько часов и этого времени достаточно для образования прочного шва.
Для полного отверждения достаточно 6–8 ч при 50–80 °С. При охлаждении происходит усадка растянутого при намотке полотна, что способствует его уплотнению. Длина изделий, полученных методом намотки, ограничена шириной полотна (до 1,2 м), но изделия можно склеивать.
Заряды не уступают по всем показателям прессованным; имеют по сравнению с ними ряд преимуществ, отмеченных выше. Кроме того, характеризуются большей термостабильностью из-за отсутствия длительного пребывания пороха при высокой температуре, как это имеет место во время нахождения его в раструбном пресс-инструменте.
2.6.3.2 Изготовление зарядов методом штамповки
В промышленности полимеров широко применяются методы переработки листовых и пленочных материалов в готовые изделия, заключающиеся в следующем.
При термоформовании: плоские заготовки из термопластичных материалов нагреваются до температуры стеклования, затем закрепляются по контуру в зажимном устройстве и устанавливаются над формующим инструментом. Оформление заготовки в изделие происходит под действием разности давлений над свободной поверхностью заготовки и в полости, образованной заготовкой и оформляющей поверхностью формующего инструмента.
При холодном формовании: листовая заготовка, при комнатной температуре или подогретая до температуры на 20–40 °С ниже температуры стеклования, закрепляется подвижно по контуру в зажимном устройстве над матрицей, а затем формуется путем приложения механического давления специальным пуансоном. В этом случае формование осуществляется в режиме вынужденной эластичности.
Остающиеся неотрелаксировавшие напряжения существенно изменяют геометрические размеры отформованного изделия при его нагреве выше температуры стеклования, причем в случае холодного формования - в большей степени, что ограничивает температурный диапазон использования таких изделий.
Нагрев заготовок может осуществляться различными способами:
- конвективным;
- теплорадиационным;
- контактным;
- смешанным (сочетающим конвективный и теплорадиационный).
Способ формования, в котором усилие, необходимое для оформления изделия, создается механически, с помощью специального толкателя, называется штамповкой. При этом возможны следующие виды формования:
- вытяжка на пуансоне;
- механическое формование инструментом с сопряженными матрицей и пуансоном;
- объемное механическое формование и другие.
Формование листовых материалов подразделяют: на негативное, позитивное, свободное, негативно-позитивное. Негативное формование (формование в матрице) обеспечивает получение изделий, наружная поверхность которых воспроизводит форму внутренней поверхности матрицы. При позитивном формовании (формовании на пуансоне) внутренняя поверхность формуемого изделия повторяет форму внешней поверхности пуансона. Негативно-позитивное формование сочетает элементы формования как в матрице, так и на пуансоне. Возможны и другие смешанные варианты.
Методом штамповки можно изготавливать:
а) из баллиститных порохов – тонкосводные изделия из отвальцованного на гладких вальцах порохового полотна, а также не требующие дополнительной механической обработки изделия сложной формы из предварительно полученных экструзией заготовок;
б) из полотна на основе целлюлозы с добавками – различные элементы сгорающих гильз.
2.6.3.3 Изготовление зарядов методом фильтрации (насыщения)
Для изготовления крупногабаритных ракетных зарядов сложной формы из двухосновных топлив может использоваться технология метода фильтрации, исключающая пожаро- и взрывоопасные операции вальцевания и прессования.
В камеру (рисунок 39) помещается пороховой полуфабрикат, изготовленный по двум технологиям:
- по пироксилиновой технологии в виде бесканальных цилиндрических изделий диаметром и длиной около 1 мм на основе нитроцеллюлозы. Такой полуфабрикат содержит твердые добавки, стабилизаторы химической стойкости, инертные пластификаторы (например, дибу-тилфталат). Спиртоэфирный пластификатор удаляется из полуфабриката сушкой;
- по технологии сферических порохов в виде гранул со средним диаметром 0,25 мм на основе частично пластифицированной нитроцеллюлозы. Гранулы могут содержать перхлорат аммония, гексоген, нитроглицерин и триацетин.

Рисунок 39 – Схема изготовления зарядов методом фильтрации
Форма частиц полуфабриката и их укладка должны обеспечивать минимальное гидравлическое сопротивление при их пропитывании пластификаторами. Камера имеет форму будущего заряда, на ее внутренней боковой поверхности и, в случае необходимости, на дне камеры закрепляются листы толщиной 3-12 мм из ацетилцеллюлозы или этилцеллюлозы, которые выполняют функцию бронировки будущего заряда. Камера заполняется полуфабрикатом примерно на 2/3 объема и затем вакуумируется для удаления воздуха и паров остаточных раст-ворителей.
Пространство между частичками полуфабриката затем медленно заполняется смесью пластификаторов, в которой могут содержаться нитроглицерин, диэтиленгликольдинитрат, другие сложные эфиры, централит. Заполнение может осуществляться сверху (как показано на рисунке 39), снизу или через иглу, расположенную в центре (в этом случае она должна иметь соответствующие отверстия).
Удаление воздуха из продвигающегося фронта пластификаторов осуществляется вакуумированием.
Заполненная камера герметизируется, иногда в ней создается избыточное давление, затем помещается в термостат (обычно при 60 °С) для отверждения за счет диффузии пластификаторов, набухания и частичного растворения гранул полуфабриката. Процесс контролируется рентгеновским методом. Достоинством метода является возможность изготовления крупногабаритных зарядов (до 4 т), недостатком - большая длительность процесса. Отверждение, например, может продолжаться в течение нескольких суток.
2.6.4 Применение баллиститных порохов в народном
хозяйстве [18, 19]
Баллиститные пороха можно использовать в народном хозяйстве как источник энергии в трех режимах: горения, детонации и газификации.
В режиме горения – это заряды для целого класса ракет мирного назначения, фейерверков, МГД-генераторов и др.
В режиме детонации – это промышленные ВВ, синтез алмазов, резка металлов и др.
В режиме газификации – это различного типа газогенераторы, аккумуляторы давления и др.
Наиболее перспективными направлениями использования порохов являются следующие:
- применение для космических целей;
- для добычи нефти, горных разработок, земляных работ;
- для борьбы с градом, грозами и дождем и водообеспечения засушливых районов, а также в качестве зарядов для метеорологических и геофизических ракет;
- использование твердотопливных МГД-установок для прогноза землетрясений, поиска полезных ископаемых;
- для импульсной обработки металлов, резки сложных и громоздких металлоконструкций (например, устаревших судов), сварки разнотипных металлов (например, медных поясков к снарядам);
- для синтеза алмазов, корундов, нитрида бора и других сверхтвердых металлов;
- применение порохов в качестве промышленных ВВ.
Применение баллиститных порохов в качестве промышленных взрывчатых веществ. Одним из перспективных направлений использования порохов для мирных целей является их применение в качестве промышленных ВВ. В основном для этих целей используются пороха с истекшим сроком гарантийного хранения и пороха, снятые с вооружения.
По уровню энергетических характеристик, водостойкости и плотности пороха превосходят промышленные ВВ, но по чувствительности к механическим воздействиям и стоимости уступают им. Снижение чувствительности достигается путем введения в порох специальных флегматизирующих добавок. Стоимость снижается за счет использования устаревших порохов. Для изготовления зарядов пороха необходимо измельчить. Эта операция трудоемка и требует специального оборудования. Предложен ряд методов измельчения, из которых нашли применение следующие:
- разрезание шашек на небольшие кусочки с помощью специальных резательных станков и ножей;
- разрезание шашек на токарных станках с получением пороховой стружки.
Достаточно перспективным является использование баллиститных порохов в горнодобывающей промышленности как в виде индивидуальных, так и в виде комбинированных зарядов:
- гранулированных ВВ, в качестве которых могут быть использованы пластинчатые минометные пороха, артиллерийские трубки, разрезанные на элементы длиной 5–10 мм, пороховые таблетки после вальцов и таблетирующего пресса;
- гранулированных ВВ, полученных переработкой на вальцах смеси измельченного устаревшего пороха и селитры (содержат 40-70 % аммиачной селитры);
- литьевых ВВ, смешиваемых непосредственно перед заливкой в скважину из расплава аммиачной селитры (40–70 %), дизельного топлива и гранулированного пороха (20–30 %);
- ВВ, состоящих из ракетных или артиллерийских зарядов, загружаемых в скважины и заливаемых затем штатным ВВ.
Все вышеперечисленные ВВ, созданные на основе устаревших порохов баллиститного типа для горнодобывающей промышленности, могут успешно конкурировать со штатными ПВВ (тротилом, гексогеном, динамитом и т.д.).
На основе баллистных порохов разработан новый класс водостойких промышленных ВВ: акванитрат, гранипоры, гельпоры, дибазит.
Применение промышленных взрывчатых веществ на основе порохов для разрезания взрывом. В народном хозяйстве ежегодно возникает потребность в разрезании большого количества крупногабаритных объектов (морских и речных судов, крупногабаритных станков, военной техники и т.д.) для использования их в дальнейшем в качестве металлолома. Разрезание их с помощью электро- или газосварки крайне затруднено, неэкономично, а в ряде случаев и неприемлемо. Более рациональным является их разрезание с помощью взрыва, что позволяет сократить трудоемкость этих операций в 10–15 раз.
Для этих целей применяются специальные кумулятивные линейные заряды шнурового типа сложной цилиндрической формы с кумулятивной выемкой диаметром от 10 до 110 мм. Заряды закрепляют или наклеивают в месте предполагаемого разреза, подрывают, и металл кумулятивной струей разрезается на требуемые куски.
Разработаны специальные составы на основе нитроэфиров со скоростью детонации от 2000 до 8000 м/с для эластичных кумулятивных шнуров, лент и листовых изделий, используемых для разрезания металлических, железобетонных и других подобных конструкций, демонтажа крупногабаритных конструкций под водой и в агрессивных средах.
Интенсификация процессов добычи нефти и газа. В нефтеперерабатывающей промышленности важным вопросом является повышение или восстановление производительности скважин, у многих из которых со временем уменьшается выработка. Это происходит за счет забивки каналов и трещин в пластах различными отложениями, что уменьшает проницаемость пластов коллекторов, вызывает снижение пластового давления в залежи. Одним из достаточно эффективных путей преодоления этого явления и интенсификации добычи нефти и газов является повышение проницаемости прискважинной зоны за счет применения специальных пороховых бескорпусных скважинных генераторов давления (ПГДБК), создающих искусственную трещиноватость в пласте.
При горении порохового заряда, опущенного в скважину, образующиеся продукты сгорания создают в скважине давление, равное или превышающее горное. Это давление вызывает разрыв пласта и образование остаточных трещин, а также термогазохимическое воздействие на пласт, позволяющее растворить парафиновые, асфальтосмолистые и другие конденсированные вещества.
В зависимости от типа скважин применяются генераторы давления типов ПГДБК-100, ПГДБК-150 и ПГДБК-200, которые создают необходимое для разрыва пласта давление с глубины не менее 500 м из-за конструктивных особенностей зарядов, связанных с относительно малой площадью поверхности горения и большим временем работы соответственно.
ПГДБК состоит из камеры сгорания с пороховыми зарядами, узла воспламенения, кабельной головки с электрозапалом, сопловых переходников и муфт с боковыми продольными окнами для выхода пороховых газов. Генератор используется многократно, поэтому его детали изготовляют из высокопрочных сталей (рисунок 40).
Генератор монтируется на опорных трубках из алюминиевого сплава и опускается в скважину на картонажном кабеле, по которому подается электрический ток на пиропатрон. От огня срабатывают пусковые воспламенители, помещенные внутри опорной алюминиевой трубки, установленной в канале заряда, происходят нагрев ее до температуры вспышки топлива и воспламенение заряда по поверхности канала.
1 − буровая вышка; 2 − пиропатрон; 3 − узел воспламенения;
4 − пороховая шашка; 5 − воспламенительный заряд; 6 − нефтяной пласт; 7 − пороховой заряд; 8 − скважина с жидкостью
(вода, растворы кислот)
Рисунок 40 − Схема скважины и заряда к бескорпусному
генератору давления ПГДБК-100 МР
К нижней части генератора присоединяют кумулятивный перфоратор однократного действия. Он срабатывает одновременно с воспламенением пороховых зарядов генератора давления и образует в стенке скважины каналы, через которые в пласт «задавливают» газожидкостную смесь.
Для интенсификации добычи нефти из неглубоких скважин (до 100 м) указанные генераторы оказались малоэффективны. Была разработана специальная конструкция генератора давления типа ПГДБК-100 МР с многощелевым зарядом. Его особенностью является применение новой конструкции порохового заряда, имеющего развитую начальную поверхность горения и малую величину свода, а также обеспечивающего максимальную степень заполнения порохом сечения скважин. Заряд изготовляется из баллиститного пороха типа РСИ-60 или РСИ-12 М. Он представляет собой цилиндрический моноблок с тонкосводными наружной и внутренней обечайками, в полости которых расположены тонкосводные продольные параллельные пластины и перпендикулярные относительно пластин перемычки. В состав генератора могут входить от двух до шести таких шашек, установленных одна на другую (рисунок 41).

1 − прибор крепежный для измерения давления; 2 − наконечник;
3 − кабель; 4 − головка кабельная; 5 − бронепокрытие; 6 − заглушка;
7 − заряд воспламенительный; 8 − трубка алюминиевая;
9 − пиропатрон; 10 − заряд дополнительный; 11 − заряд многощелевой
Рисунок 41 − Схема генератора давления типа ПГБДК-100 МР
В настоящее время разрабатываются термостойкие заряды блочной конструкции (ТЗБК) на основе термостойких окислителей – перхлората аммония и перхлората калия и термостойкого связующего – дивинилстирольного каучука ДСТ-30.
В канал заряда вставляется трубка, в которую помещается узел воспламенения, состоящий из воспламенительного заряда (черный порох) и пиропатрона. Собранный заряд опускается на тросе в скважину на требуемую глубину, которая может колебаться от 100 до 3000 м и поджигается. Время работы заряда от 0,1 до 0,3 с. Максимальное давление, создаваемое в скважине, 50–100 МПа, что в 2–5 раз превышает горное.
Заряды изготовляются методом проходного прессования по шнековой технологии на существующем оборудовании с применением специального пресс-инструмента. Для обеспечения поддержания требуемых размеров, особенно круглой формы канала (без эллипсности), пресс-инструмент снабдили иглой, имеющей в зоне формующей втулки в сечении эллипс, величина которого α колеблется от 1,1 до 1,3 в за-
висимости от реологических характеристик пороховой массы. Этим обеспечивается получение строго круглой формы канала. При нахождении в среде агрессивных жидкостей (например, в скважинах) он не воспламеняется и не теряет химической стойкости.
Проведенные испытания в ПО «Коминефть» и ПО «Удмуртгеофизика» показали, что давление, образующееся в скважине, в 4–12 раз превышает гидростатическое и в среднем в 2 раза – горное. Дебит и приемистость скважин увеличиваются в 1,3–5,9 раза.
Весьма эффективным оказался разработанный ФГУП «ФНПЦ «Алтай» ПГБДК с принципом действия, аналогичным вышеописанным типам, но улучшенной конструкции с выпуском зарядов по существующей технологической схеме.
Применение порохов в МГД-генераторах [47]. МГД-генерато-ры – это силовые установки преобразования тепловой энергии в электрическую.
Твердотопливный МГД-генератор состоит из генератора плазмы и магнитной системы, через которую в МГД-канал направляется поток горячих газов, образующихся при сгорании порохового плазмообразующего топлива.
Генератор плазмы состоит из стеклопластикового корпуса, переднего и заднего днищ с термопокрытием, соплового аппарата и системы крепления заряда. Пороховой заряд и воспламенитель для него вставляются в корпус генератора.
В пороховом МГД-генераторе используется топливо ракетного типа, отличающееся от обычного ракетного топлива наличием в его составе специальных легкоионизирующихся добавок в виде солей калия или цезия.
В МГД-генераторах (рисунок 42) продукты сгорания плазменных топлив из генератора плазмы (камеры сгорания) через сопло поступают в канал, расположенный между полюсами магнита (блок преобразования энергии). В результате взаимодействия магнитного поля с движущейся плазмой на электродах, расположенных в стенках канала, наводится электродвижущаяся сила, т.е. производится съем энергии от высокоскоростного потока плазмы (часть кинетической энергии струи плазмы превращается в электрическую). Поток плазмы разгоняется за счет тепловой энергии, поэтому фактически происходит преобразование тепловой энергии в электрическую.
1 − газогенератор плазмы; 2 − заряд твердого плазменного топлива;
3 − МГД-канал; 4 − поток плазмы; 5 − коммутатор;
6 − нагрузка; 7 − магнитная система
Рисунок 42 − Принципиальная схема МГД-генератора
Передвижные МГД-установки типа «Памир», смонтированные на автотранспортных средствах высокой проходимости, использовались при поиске месторождений нефти и газа в Прикаспийской низменности и Восточной Сибири. Двухканальные МГД-установки «Памир» использовались в Таджикистане и Киргизии для зондирования земной коры с целью прогнозирования землетрясений. Помимо геофизических исследований, пороховые МГД-генераторы можно использовать в качестве мощных автономных источников электроснабжения наземного, морского и воздушно-космического базирования. Они также могут служить источником энергии кратковременного аварийного энергообеспечения для наиболее опасных и ответственных производств и транспортных систем.
В области импульсных пороховых МГД-генераторов Россия прочно удерживает лидирующее положение в мире.
Фейерверочные изделия на основе баллиститного пороха. Все фейерверочные изделия до недавнего времени изготовлялись на основе различных пиротехнических составов. Однако в последние годы многие фейерверочные изделия, особенно высотные и парковые, стали изготавливаться на основе специальных цветопламенных составов баллиститных порохов. Цвет пламени обеспечивается вводом специаль-ных цветопламенных добавок. В отличие от фейерверочных составов пиротехнических они в 2 раза дешевле, при горении выделяют меньшее количество конденсированной фазы, что способствует получению более насыщенных и ярких цветов. Возможно изготовление многослойных элементов, позволяющих изменять цвет в процессе горения и получать оригинальные зрелищные эффекты.
Фейерверочные пороховые составы применяются для снаряжения фейерверочных изделий практически всех типов: наземных («Фонтаны», «Римские» и контурные свечи и др.), парковых (калибра 39–125 мм) и высотных (калибра 60–310 мм).
В таблице 3 приведены рецептура и свойства составов цветных огней на баллиститной основе [43].
Дата публикования: 2014-10-20; Прочитано: 4778 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
