 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
КУРСОВа РОБОТА
|
|
Реформа без потрясений // Санкт - Петербургские ведомости. 1999. 20 августа. С.2.
Учебно-методический комплекс представляет собой пособие по дисциплине «Региональная экономика и управление». В него вошли: рабочая программа учебной дисциплины, планы семинарских занятий, контрольные вопросы по дисциплине, дана тематика рефератов и методические рекомендации по их написанию. Автором комплекса составлены тесты для оценки знаний студентов.
Учебно-методический комплекс предназначен для подготовки специалистов по специальности «Региональная экономика и управление» в Институте управления и экономики г. Санкт-Петербург.
Державний вищий навчальний заклад
"Національний гірничий університет"
Кафедра збагачення корисних копалин
КУРСОВа РОБОТА
з основ флотаційних методів збагачення корисних копалин
Студента (ки) _____ курсу ______ групи
напряму підготовки 6.050303
Переробка корисних копалин
спеціальності__7.05050301_Збагачення корисних копалин
__________________________________
(прізвище та ініціали)
Керівник ___________________________
____________________________________
(посада, вчене звання, науковий ступінь, прізвище та ініціали)
Національна шкала: _______________
Кількість балів: ___________________
Оцінка: ECTS ____________________
Члени комісії: _______________ __Анісімов М.Т.__
(підпис) (прізвище та ініціали)
________________ ___Пілов П.І._
(підпис) (прізвище та ініціали)
________________ ___Тюря Ю.І.__
(підпис) (прізвище та ініціали
м. Дніпропетровськ - 2014 рік
Содержание
I. Описание Норильского горнометаллургического комбината (Красноярский край)
II. Описание схемы флотации
III. Расчет качественно-количественных показателей схемы
1.Расчет количества концентратов
2.Расчет количества расчетных показателей для технологической схемы
3.Расчет количества показателей, которыми необходимо задаться для исходного продукта
4.Расчет количества частных извлечений
5.Принятие частных извлечений
6.Обнуляция частных извлечений
7.Приравнивание возвратов к соответствующим извлечениям
8.Принятие содержаний
9.Расчет выходов
10.Расчет оставшихся показателей продуктов
IV. Расчет водно-шламовой схемы
1.Расчет производительностей
2.Расчет содержания твердого по металлу
3.Расчет количества воды в продуктах и операциях
4.Расчет количества воды, которая поступает в процесс
V. Расчет оборудования
VI. Расчет количества реагента, необходимого для данной технологической схемы
Литература
I. Описание Норильского горнометаллургического комбината (Красноярский край)
Фабрика №1 Норильского горнометаллургического комбината (Красноярский край)
В состав Норильского ГМК входят действующая обогатительная фабрика №1 и строящаяся обогатительная фабрика №2.
Сырьевой базой комбината являются медно-никелевые руды месторождений «Норильск-1», Талнахское, Октябрськое и ряд других. Эксплуатируются месторождения «Норильск-1» и Талнахское.
По технологическим свойствам все руды разделены на три основных типа: богатые сплошные сульфидные медно-никелевые руды с содержанием сульфидных минералов более 70 %; богатые медистые руды с содержанием сульфидных минералов 20-30% при соотношении меди и никеля более 3:1, вкрапленные медно-никелевые руды с содержанием сульфидных минералов 5-6% при соотношении меди и никеля менее 2:1.
Особенностью минералогической характеристики руд является сложность состава и разнообразие минеральных форм, переменное соотношение в них меди и никеля, тонкое взаимное прорастание и наличие нескольких кристаллических модификаций одного и того же минерала.
Вкрапленные руды месторождения «Норильск-1» представлены в основном пентландитом, халькопиритом и пирротином. Значительно реже встречаются кубанит, миллерит, пирит, халькозин, борнит, а также минеральные выделения группы кобальта и благородных металлов.
Минеральный состав сплошных сульфидных руд более сложен. Главнейшими минералами являются пирротин, халькопирит, пентландит, кубанит, талнахит, встречается миллерит. Основной никелевый минерал - пентландит-присутствует в рудах в двух модификациях. Значительная часть пентландита связана с пирротином, образуя в нем эмульсионную вкрапленность. Пирротин является одним из наиболее распространенных минералов, определяющих в первую очередь качество никелевого концентрата и в значительной степени технико-экономические показатели всего обогатительного-металлургического комплекса. Пирротин представлен тремя кристаллическими модификациями с различными свойствами. Различают сильно- и слабомагнитный пирротины.
Главные медьсодержащие минералы представлены халькопиритом, кубанитом, талнахитом и в меньшей степени - борнитом. Содержание и соотношение присутствующих медных минералов и пирротина в руде определяют качество медного концентрата.
В зависимости от преобладающего содержания того или иного минерала в основных типах сплошных сульфидных руд выделяют несколько минералогических разновидностей, существенно влияющих на показатели обогащения. Наибольшее распространение (80%) получила пирротиновая разновидность (Ni:Cu= 1:1). В кубанитовой разновидности (12-15%) соотношение Ni:Cu от 1:3 до 1:5, в халькопиритовой (5-10%) соотношение Ni:Cu от 1:3 до 1:10, в среднем 1:5.
Богатые медистые руды также подразделяются на минералогические разновидности, среди которых наиболее распространена халькопиритовая.
Вкрапленные медно-никелевые руды Талнахского и Октябрського месторождений разделяются на подтипы, как и руды месторождения «Норильск-1», однако характер их вкрапленности предполагает существенные различия в технологической схеме и режиме обогащения.
Вмещающая порода представлена габбро-долеритом.
Никель в рудах находится в трех формах: никель сульфидный, связанный с сульфидными минералами, входящий в решетку силикатных минералов, и никель окисленный, представленный сульфатом никеля, гидроокисью и гидросиликатами.
Содержание силикатного никеля во вкрапленных рудах колеблется в пределах 0,06-0,12%.
Медь практически вся (на 90-94 отн. %) представлена сульфидными минералами, только незначительная часть ее находится в металлической форме и в виде окисленных минералов. Основным минералом меди является халькопирит (примерно 80%), остальная медь представлена кубанитом, борнитом, халькозином и др.
Результаты фазового анализа проб вкрапленной руды приведены в таблице 1.
Плотность руды месторождения «Норильск-1» 3 т/м3, коэффициент крепости 14-18, влажность 1-4%, плотность руды Талнахского месторождения 4,3-4,8 т/м3, содержание влаги не должно превышать 6%.
Месторождение «Норильск-1» вскрыто и разрабатывается открытым способом рудниками «Медвежий ручей» и «Угольный ручей» (до 1971 г.),
а также подземным рудником «Заполярный».
Таблица 1
| Руда (по породе) | Распределения никеля в форме, % | ||
| сульфидной | сульфатной | силикатной | |
| Пикритовый габбро-долерит | 79,1 | 0,4 | 20,5 |
| Оливиновый габбро-долерит | 76,0 | 0,9 | 23,1 |
| Такситовый габбро-долерит | 75,4 | 0,8 | 23,8 |
Таланхское месторождение разрабатывается рудниками «Маяк» и «Комсомольский», Октябрськое месторождение - рудниками «Комсомольский» и «Октябрьский». Намечен к эксплуатации рудник «Глубокий» с подземным способом добычи руды.
Из карьера «Медвежий ручей» руда доставляется автосамосвалами (25т) в приемные бункера корпуса крупного дробления обогатительной фабрики. С подземного рудника «Заполярный» руда транспортируется в вагонетках «Гренби» (8т), а с рудника «Маяк» - думпкарах (60-100т) до карьера «Бутовый», откуда автосамосвалами (12т) подается в приемные бункера отделения крупного дробления, расположенные в корпусе мелкого дробления.
В настоящее время вкрапленные руды месторождения «Норильск-1» и Талнхаского перерабатываются совместно.
Крупность максимального куска руды с открытых работ не должна превышать 1000 мм, с подземных – 600 мм.
Фабрика, введенная в эксплуатацию в 1948 г., в дальнейшем с целью увеличения производительности неоднократно реконструировалась с максимальным использованием существующих площадей, главным образом за счет установки дополнительного, а также нового оборудования (дробилки, удлинение мельниц, установка мельниц, замена спиральных классификаторов гидроциклонами и установка более крупных флотационных машин и т.д.). В настоящее время фабрика частично реконструируется для переработки наряду с вкрапленными рудами богатых талнахских руд.
Режим работы дробильных корпусов трехсменный по семь часов в смену (с выходными днями), корпусов главного, обезвоживания и фильтрации – трехсменный (с непрерывной рабочей неделей).
Электроснабжение осуществляется от ТЭЦ комбината, работающей на природном газе, источником водоснабжения является р. Норильская, водозабор производится в 13 км от фабрики.
Схема подготовки к обогащению вкрапленных руд открытой добычи включает четырехстадиальное дробление до крупности 12-16 мм с замкнутым циклом в последней стадии и двухстадиальное измельчение до 70-75 % класса-0,074 мм.
Для вкрапленных руд подземной добычи применяют три стадии дробления с замкнутым циклом в последней стадии. Дальнейшая подготовка вкрапленных руд к обогащению осуществляется совместно.
Дробление богатых сульфидных руд Талнахского месторождения производится по двухстадиальной схеме с использованием оборудования, предназначавшегося раннее для дробления вкрапленных руд подземной добычи. С вводом в эксплуатацию отделения тяжелых суспензий дробленая талнахская руда крупностью до 140 мм подвергается разделению на тяжелую (сплошная жильная часть руды) и легкую (вкрапленная часть руды) фракции. Легкая фракция обогащается вместе с вкрапленной рудой месторождения «Норильск-1». Измельчение тяжелой фракции производится в две стадии до 60% класса – 0,044 мм в I стадии и до 90-95% класса – 0,044 мм во II стадии. В I стадии применяется смешанная измельчающая среда – шары и куски руды крупностью до 140 мм.
Характеристика крупности проб дробленой руды Норильской фабрики №1 приведена в табл.2
Для обогащения вкрапленной руды принята коллективная стадиальная схема флотации с получением коллективного медно-никелевого концентрата и отвальных хвостов.
Для богатых сульфидных руд принята селективно-коллективная схема флотации с получением медного концентрата и медно-никелевого продукта. В начале процесса предусмотрено выделение богатой по меди медной головки, что позволяет стабилизировать соотношение меди и никеля при последующем обогащении.
Коллективный медно-никелевый концентрат из вкрапленных руд и медно-никелевый продукт из богатых руд разделяют совместно.
Таблица 2
| Класс, мм | Выход, % | |
| Вкрапленная руда | Сплошная руда | |
| +16 | 0,4 | 37,3 |
| -16+12 | 26,8 | 5,9 |
| -12+9 | 35,5 | 4,6 |
| -9+4 | 4,6 | 11,0 |
| -4+1,17 | 17,2 | 17,7 |
| -1,17+0,59 | 3,2 | 3,9 |
| -0,59+0,42 | 1,7 | 2,9 |
| -0,42+0,3 | 1,7 | 2,4 |
| -0,3+0,21 | 1,2 | 2,3 |
| -0,21+0,15 | 1,0 | 1,6 |
| -0,15+0,1 | 1,1 | 1,5 |
| -0,1+0,074 | 1,1 | 1,2 |
| -0,074+0,044 | 0,3 | 1,2 |
| -0,044+0 | 4,2 | 6,5 |
С 1971 г. для улучшения эффективности разделения медных и никелевых минералов внедрена схема с пропаркой коллективного концентрата в известковой среде, что позволило исключить четырехкратною отмывку концентрата.
Реагентный режим приведен в табл.3.
Готовый флотационный никелевый концентрат направляется гидротранспортом в цех обезвоживания никелевого завода, расположенного в 2 км от фабрики. На заводах концентраты сгущаются, фильтруются и передаются конвейерами в шихтовые и отделения металлургических заводов.
Медный концентрат подается гидротранспортом в цех обезвоживания медеплавильного завода, расположенного в 7 км от фабрики. Около одной трети медного концентрата направляется на обжиг для получения серной кислоты контактным способом.
Режим работы цикла обезвоживания концентратов приведен в табл. 4, технологические показатели обогащения проб руд – в табл. 5.
Таблица 3
Реагентный режим Норильской фабрики №1
| Операция | Расход на 1 т руды, г | |||||
| Сода-кальцинированная | Известь | Ксантогенат бутиловый | Аэрофлот этиловый | Т-66 | Кремнефтористый натрий/декстрин | |
| Вкрапленная руда | ||||||
| Измельчение: I стадия II стадия | - | - | - | - | ||
| - | - | - | - | |||
| Флотация перечистная концентрата | - | - | - | 
| ||
| Расход по режиму | - | - |
| |||
| Сплошная богатая руда | ||||||
| Флотация: I основная медная I контрольная медная пирротиновая II основная медная II контрольная медная | ||||||
| - | - | - | - | |||
| - - | - - | - | - - | |||
| - | - | - | - | |||
| - | - | - | - | |||
| Расход по режиму | - | - |
Наряду с основными компонентами из вкрапленных и богатых руд извлекаются металлы платиновой группы и кобальт.
В связи с тесной ассоциацией с сульфидами металлы платиновой группы и кобальт неизменно сопутствуют никелю и меди во всех операциях обогащения. Попутно с ними извлекаются селен, теллур, золото, серебро, сера.
Отличительными особенностями технологии обогащения и аппаратурного оформления схемы являются:
Таблица 4
Режим работы цикла обезвоживания концентратов Норильской фабрики №1
| Концентрат | Содержание, % | ||||
| твердого | влаги в кеке после фильтрования | ||||
| в питании | в разгрузке | в сливе | |||
| сгустителей | отстойников | ||||
| Никелевый | 7-12 | 45-60 | До 0,2 г/л | До 0,06 г/л | Не более 21,5 |
| Медный | 10-15 | 55-70 | 0,125 г/л | До 0,06 г/л | Не более 14,5 |
1) установка поддрабливающих конусных дробилок диаметром 900 мм после щековых 1500˟2100 мм, что позволило увеличить производительность последних почти в два раза за счет работы с большей разгрузочной щелью;
2) разработка и внедрение новой конструкции высокопроизводительных вибрационных самобалансирующихся колосниковых грохотов тяжелого типа 185-Гр для грохочения крупнодробленного продукта размером до 180 мм;
3) стадиальное грохочение крупнодробленного продукта размером 180 мм перед средним дроблением и складом руды на вибрационных грохотах последовательного по классам  . Вывод класса – 25 мм в бункера главного корпуса осуществляется конвейерами, транзитом, помимо склада руды, что предотвращает слеживание и смерзание руды на складе;
. Вывод класса – 25 мм в бункера главного корпуса осуществляется конвейерами, транзитом, помимо склада руды, что предотвращает слеживание и смерзание руды на складе;
4) получение мелкого по крупности дробленого продукта (не более 0,4-1,2% класса +16 мм для вкрапленных руд), что находится на уровне достижений зарубежных фабрик;
5) удлинение всех мельниц фабрики на 700 мм; объем мельниц при этом увеличился на 23%, производительность возросла на 16%; увеличился расход электроэнергии на 12-14%;
6) широкое использование гидроциклонов в циклах измельчения и доизмельчения;
7) осуществление замкнутого цикла при работе двух шаровых мельниц с одним двухспиральным классификатором с подачей разгрузки мельниц в нижнюю зону классификатора;
8) стадиальность схем в цикле коллективной флотации и при разделении медно-никелевых и при разделении медно-никелевых продуктов; тонкое доизмельчение черновых медных концентратов до 95-98% класса – 0,044 мм с предварительной классификацией в гидроциклонах;
9) обогащение промпродукта в отдельном цикле; использование пропарки в известковой среде для интенсификации процесса разделения медно-никелевых концентратов;
10) доизвлечение платиновых металлов из хвостов флотации вместе с сульфидами железа магнитной сепарацией;
11) централизованное механизированное опробование руды на химический и ситовый анализы перед бункерами главного корпуса;
12)гидротранспорт медных и никелевых концентратов на большие расстояния в полярных условиях без отепления трасс.
Таблица 5
Технологические показатели обогащения проб руд
| Руда | Содержание в концентрате, % | Извлечение в концентрат, % | |||||||||
| коллективном | никелевом | медном | коллективный | никелевый | медный | ||||||
| Ni | Cu | Ni | Cu | Ni | Cu | Ni | Cu | Ni | Cu | ||
| Вкрапленная | 4,13-4,36 | 9,89-11,39 | 4,88-5,57 | 3,16-3,75 | 1,62-1,69 | 24,91-28,17 | 72,5-75,5 | 94-94,5 | 80,5-81,8 | 74,5-76,8 | |
| Сплошная | 4,13-4,36 | 9,89-11,39 | 4,88-5,57 | 3,16-3,75 | 1,62-1,69 | 24,91-28,17 | 72,5-75,5 | 94-94,5 | 80,5-81,8 | 74,5-76,8 | |
Отличительными особенностями технологических схем в целом для комбината являются разнообразие методов обогащения (гравитационный, флотационный, магнитный), сочетание процессов обогащения с пирометаллургической обработкой, использование флотации для доводки медно-никелевого файнштейна и медных шлаков конверторного передела.
Расход электроэнергии, воды и материалов приведены в табл. 6.
Таблица 6
Расход электроэнергии, воды и материалов
Норильской фабрики №1 на 1 т руды
| Показатели | Руда | |
| вкрапленная | сплошная | |
| Электроэнергия, квт*ч | 32,62 | 68,27 |
| Вода (свежая), м3 | 1,62 | 3,24 |
| Шары, кг | 1,57 | 1,80 |
| Футеровка, кг | 0,136 | 0,152 |
| Фильтроткань, м2 | 0,0018 | 0,0157 |

Коэффициент использования измельчительного оборудования для вкрапленных руд составляет 95,5%, для сплошных – 92,1%.
Схема цепи аппаратов Норильской фабрики №1 представлена на рис.1.
Хвостохранилище расположено на расстоянии 2,5 км от фабрики, длина дамбы 4,2 км.
Хвосты транспортируются самотеком по деревянным трубам, футерованным в нижней части диабазовой плиткой. Особенностью эксплуатации является укладка труб под лед и намыв дамбы гидроциклонами в зимних условиях.
При сборе пульпы с температурой 15-19º С в течении 15-20 мин происходит таяние и разрушение льда толщиной 1-1,2 м, в результате чего образуется открытый водоем – прорубь диаметром 10-15 м.
На фабрике используется оборотная вода при соотношении со свежей 1:2.
Химический состав оборотной воды и жидкой фазы продуктов обогащения приведен в табл. 7.
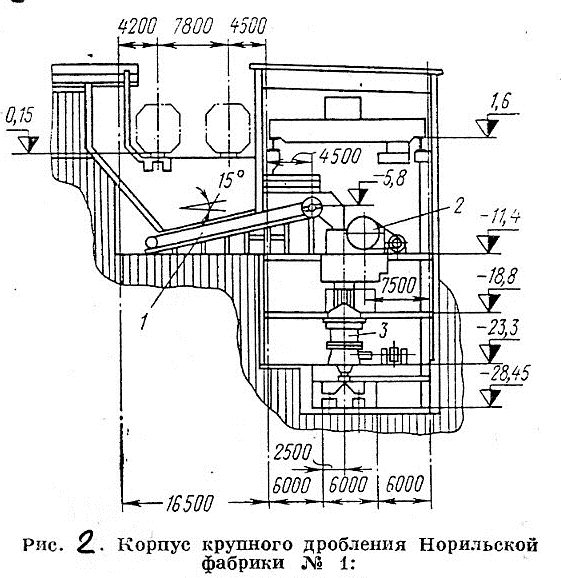
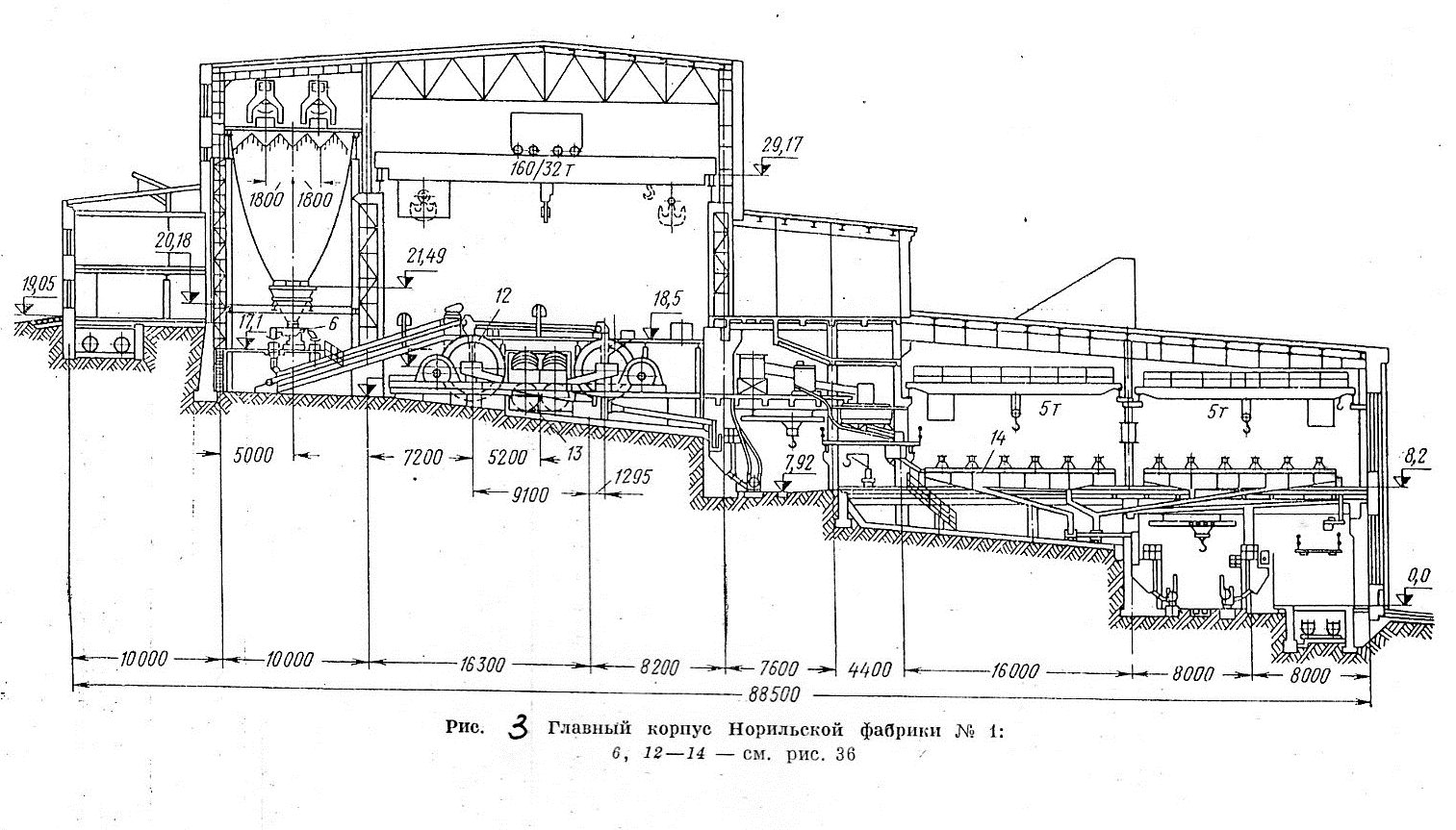
Схема сооружений Норильской фабрики №1 характеризуется каскадным расположением корпусов с использованием рельефа местности для организации склада руды.
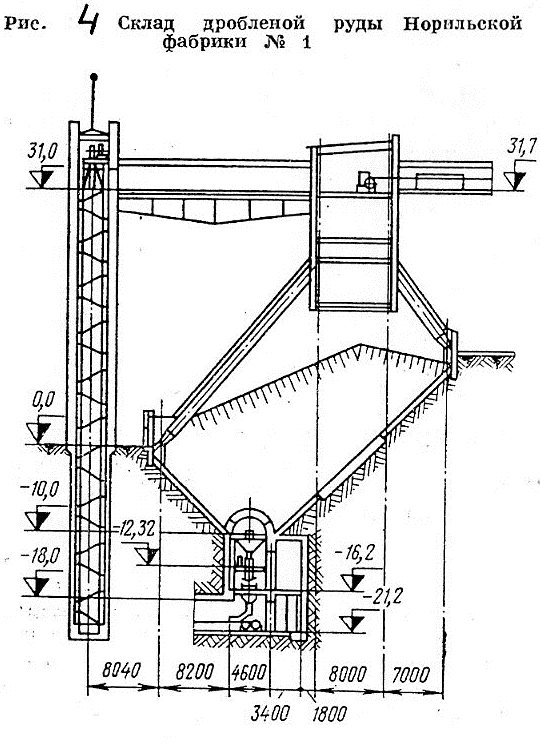 Разрезы корпусов крупного дробления, склада дробленой руды и главного корпуса Норильской фабрики №1 показаны на рис. 2, 3 и 4.
Разрезы корпусов крупного дробления, склада дробленой руды и главного корпуса Норильской фабрики №1 показаны на рис. 2, 3 и 4.
Действующая обогатительная фабрика перерабатывает все добываемые сорта руд.
Таблица 7
Химический состав оборотной воды и жидкой фазы продуктов обогащения
Дата публикования: 2014-10-20; Прочитано: 3407 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
