 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Косвенное измерение толщины полосы
|
|
Толщину полосы в прокатке можно определить либо косвенным методом, либо прямым. При прямом методе измерения толщина изделия с помощью датчиков непосредственно преобразуется в электрическую величину, по которой и судят о толщине проката. При косвенном методе измерения о толщине проката судят по тем параметрам процесса прокатки, которые связаны функциональной зависимостью с толщиной прокатываемого металла. Наиболее просто толщину прокатываемых листов таким методом можно определить по давлению металла на валки:
h=P/Мкл + S0 (формула Головина- Симса), где P- давления металла на валки(усилие прокатки); Мкл- модуль жесткости клети(Н/м); S0 – первоначальный зазор между валками.
|
|

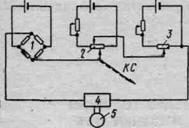
Величину Р измеряют при помощи месдозы 1 с проволочными датчиками, соединенными в мост. Так как для данной клети значение k постоянно, то напряжение, снимаемое с месдозы, пропорционально отношению P/ k. Величину S0 контролируют при помощи другого устройства, состоящего из реохорда 2, прикрепленного непосредственно к нажимным винтам и вращающегося вместе с ними. При вращении нажимных винтов с реохорда при помощи скользящего контакта снимается напряжение, пропорциональное S0. Месдоза и реохорд нажимных винтов соединены таким образом, что сигналы с них, пропорциональные P/ k и S0, складываются. Сумма этих сигналов пропорциональна толщине прокатываемых полос.
Для получения сигнала, пропорционального номинальному значению толщины полосы, предусмотрена цепь задатчика 3. Сигнал задатчика вычитают из указанной суммы. В случае отклонения истинного значения толщины oт номинальной в системе появляется сигнал, пропорциональный этому отклонению. Этот сигнал усиливается электронным усилителем 4 и подается на показывающий прибор 5, градуированный в миллиметрах отклонения полосы от номинала.
Однако данный метод имеет и ряд недостатков:1)не учитывается изменение диаметра валков, что может произойти вследствие их износа,нагрева и других факторов; 2)не учитывается изменение толщина масляной пленки между валками и прокатываемым металлом; и ряд др.
Дата публикования: 2014-11-19; Прочитано: 1379 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
