 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Роликовый толщиномер
|
|
Приборы, основанные на прямом методе измерения, можно разделить на контактные и бесконтактные. Принцип действия бесконтактного прибора заключается в том, что измерение производится без соприкосновения измерительных элементов с поверхностью изделия. В приборах контактного типа измерения производят при соприкосновении измерительных элементов (или преобразователей) с поверхностью проката. При этом объект контроля может перемещаться или быть неподвижным относительно измерительных элементов.
. Роликовый толщиномер состоит из двух механически независимых работающих самостоятельно частей – из направляющей и измерительной систем. Их конструкция выполнена так, что направляющие ролики постоянно находятся в контакте с измеряемым изделием. Система состоит из измерительной скобы, верхнего устройства с лимбом для прецизионной установки заданной величины, измерительного алмаза и нижнего электрического щупа с другим измерительным алмазом. Верхний алмаз опирается на поверхность изделия с усилием, которое можно регулировать, и позволяет измерительной скобе следить за движениями измеряемого изделия. Второй алмаз перемещается лишь при изменении размеров.
Рассмотрим контактный толщиномер, в котором холоднокатаная полоса движется между роликами. Схема измерительной головки роликового толщиномера представлена на рисунке 1.
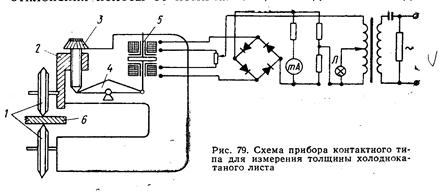 |
Рисунок 1 – Схема измерительной головки роликового толщиномера: 1-ролики;2-подвижный сухарь;3-микрометрический винт;4-рычаг;5-датчик перемещений;6-холоднокатанная полоса.
Изменение толщины движущейся ленты воспринимается двумя роликами 1, один из которых укреплен на подвижном сухаре 2, опирающемся микрометрическим винтом 3 на конец рычага 4. Второй конец рычага соединен с датчиком перемещений 5, в качестве которого могут быть использованы индуктивные, емкостные, омические, пневматические и другие датчики. Наибольшее применение нашли дифференциальные индуктивные датчики с переменным зазором, которые включаются в мостовую схему. Сигнал, снятый с диагонали моста, подается на миллиамперметр, градуированный в миллиметрах отклонения толщины полосы от номинала. Микрометрический винт служит для установки нулевого положения. Описанный прибор часто называют «летучим» или «индуктивным» микрометром.
Недостатки приборов контактного типа следующие:1) они не обеспечивают достаточной точности при большой скорости прокатки (свыше 10 м/сек);2) толщина измеряется только в одном месте (обычно с края листа); 3) при длительной работе наблюдается большой износ роликов, в связи с чем требуются частые поверки;4)не исключена возможность порчи поверхности проката; 5) не учитывается тепловая деформация роликов.
1.21.Бесконтактные методы измерения толщины полосы (классификация)
Методы неразрушающего контроля основываются на наблюдении, регистрации и анализе результатов взаимодействия физических полей (излучений) или веществ с объектом контроля, причем характер этого взаимодействия зависит от химического состава, строения, состояния структуры контролируемого объекта и т.п.
Все методы неразрушающего контроля являются косвенными методами.Настройка, калибровка должны осуществляться по контрольным образцам, имитирующим измеряемый физический параметр. Метода, который бы мог обнаружить самые разнообразные по характеру дефекты нет. Каждый отдельно взятый метод НК решает ограниченный круг задач технического контроля.
Выбор оптимального метода неразрушающего контроля следует осуществлять исходя из его:
· реальных особенностей;
· физических основ;
· степени разработки;
· области применения;
· чувствительности;
· разрешающей способности;
· технических условий отбраковки;
· технических характеристик аппаратуры.
Измерительная система средств неразрушающего контроля должна быть скомплектована из прибора, преобразователя и контрольного образца. Раскомплектовка измерительной системы недопустима и ведёт к изменению метрологических характеристик. Важной характеристикой любых методов неразрушающего контроля является их чувствительность. Чувствительность - выявление наименьшего по размерам дефекта; зависит от особенностей метода неразрушающего контроля, условий проведения контроля, материала изделий. Удовлетворительная чувствительность для выявления одних дефектов может быть совершенно непригодной для выявления дефектов другого характера.
Чувствительность методов неразрушающего контроля к выявлению одного и того же по характеру дефекта различна. При определении предельно допустимой погрешности выбранного метода неразрушающего контроля следует обязательно учитывать дополнительные погрешности, возникающие от влияющих факторов:
· минимального радиуса кривизны вогнутой и выпуклой поверхностей;
· шероховатости контролируемой поверхности;
· структуры материала;
· геометрических размеров зоны контроля;
· других влияющих факторов указанных в инструкциях для конкретных приборов.
В зависимости от физических явлений, положенных в основу методов неразрушающего контроля, они подразделяются на девять основных видов: акустический, магнитный, вихретоковый, проникающими веществами, радиоволновый, радиационный, оптический, тепловой и электрический.
На практике наиболее широкое распространение нашли первые четыре метода.
Под акустическим видом неразрушающего контроля понимают вид, основанный на регистрации параметров упругих колебаний, возбуждаемых и (или) возникающих в контролируемом объекте.
В акустическом виде неразрушающего контроля чаще всего применяют звуковые и ультразвуковые частоты, т.е. используют диапазон частот приблизительно от 0,5 кГц до 30 МГц. В случае, когда при контроле используют частоты свыше 20 кГц, допустимо применение термина «ультразвуковой» вместо термина «акустический».
Толщину проката в прокатном производстве измеряют двумя методами: прямым и косвенным.
При косвенном методе о толщине судят по тем параметрам процесса прокатки, которые связаны функциональной зависимостью с толщиной прокатываемого металла. Наиболее просто толщину листов таким методом можно определить по давлению металла на валки.
При прямом методе измерения толщины (или ее отклонения толщины от заданного значения), осуществляются с помощью датчиков и непосредственно преобразуются в электрическую величину, по которой и судят о толщине проката. Прямой метод обеспечивает наибольшую точность и оперативность измерения.
Приборы, основанные на прямом методе измерения, можно разделить на контактные и бесконтактные.
В приборах контактного типа измерения производят при соприкосновении измерительных элементов (или преобразователей) с поверхностью проката. При этом объект контроля может перемещаться или быть неподвижным относительно измерительных элементов. Приборы контактного типа имеют следующие недостатки:
1. не обеспечивают достаточной точности при большой скорости движения полосы (>10 м/сек);
2. толщина измеряется только в одном месте (обычно с края листа);
3. при длительной работе наблюдается большой износ ролика, в связи с чем требуются частые проверки;
4. не исключена возможность порчи поверхности проката;
5. не учитывается тепловая деформация роликов.
Поэтому для измерения толщины широкое применение нашли бесконтактные приборы, в которых измерение производится без соприкосновения измерительных элементов с поверхностью изделия. кроме того они не имеют перечисленных выше недостатков, которыми обладают приборы использующие контактные измерения.
Бесконтактные толщиномеры по принципу действия можно разделить на следующие группы:
1. приборы, основанные на измерении степени поглощения электромагнитного излучения или потока b-частиц;
2. электромагнитные;
3. пневматические;
4. ультразвуковые.
1 Методы, использующие ионизирующее излучение. Принцип измерения. В измерительном устройстве, узкий пучок лучей интенсивности проникает через изделие, испытывая при этом ослабление до определенной величины в соответствии с законом поглощения:  .
.
Показатель степени μ представляет собой коэффициент ослабления, который зависит от атомной массы облучаемого материала и от энергии излучения и действителен только для узкого пучка лучей. При известном значении μ индикатор может быть проградуирован в единицах толщины h:
В случае широких и расходящихся пучков лучей, особенно при высоких энергиях, появляется эффект рассеяния. В таких случаях следует вводить коэффициент эффективного ослабления μэф < μ.
Для большей наглядности часто вместо коэффициента ослабления применяют термин «слой половинного поглощения» h½. Это такой слой, который вдвое снижает интенсивность излучения.
При определенных условиях обратное рассеяние излучение материала может быть использовано для измерения толщины. Схема устройства для измерения показана на рисунке 3.
Интенсивность отраженного излучения зависит при прочих условиях от атомной массы рассеивающего материала; кроме того, она повышается прежде всего с увеличением толщины изделия до толщины насыщения. Поэтому на практике этот метод применяют тогда, когда толщина измеряемого изделия меньше слоя его половинного поглощения. Метод удобен в тех случаях, когда имеется доступ только к одной стороне измеряемого объекта.
2 Магнитные методы измерения. На ненагруженном трансформаторе часть магнитного потока проходит через измеряемое изделие. При постоянном первичном токе вторичное напряжение зависит от магнитного сопротивления. Чем толще измеряемое изделие, тем больше при данном первичном токе величина магнитного потока и, следовательно, вторичное напряжение.
Приборы, основанные на измерении степени поглощения электромагнитных излучений или потока частиц. Толщиномеры зависят от длины волны, чем меньше длина волны, тем больше проникающая способность.
Для измерения г / к полос применяют рентгеновские и  -лучи.
-лучи.
Для получения  - частиц применяются искусственные радиоактивные изотопы – стронций, прометий, целий.
- частиц применяются искусственные радиоактивные изотопы – стронций, прометий, целий.
Для -частиц – кобальт, цезий, иридий, тулий.
Например, для контроля толщины полосы на АГНЦ, которая перемещается со скоростью выше 20 м/сек, с учетом практического опыта, необходимо применять бесконтактный метод измерения с помощью прибора, основанного на измерении степени поглощения электромагнитного излучения.
В основу работы толщиномеров, использующих данный метод измерения, положен физический закон, в котором говорится о том, что при похождении рентгеновских лучей через вещество их интенсивность постепенно уменьшается, асимптотически приближаясь к нулю:
 ,
,
где I и I 0 - начальная интенсивность излучения и интенсивность излучения после прохождения слоя поглощающей среды толщиной h; m - линейный коэффициент ослабления излучения в данной среде, который зависит от энергии излучения, атомного номера и плотности среды.
Используется два вида электромагнитного излучения - рентгеновские и g-лучи. Рентгеновские лучи занимают наиболее коротковолновый участок шкалы электромагнитных волн. Длина волны рентгеновских лучей находится в диапазоне (0,01-5 °А). Этот диапазон считают условным, так как современная техника сверхвысоких напряжений позволяет получать рентгеновские лучи большей "жесткости". Они невидимы для глаза человека и обладают способностью проходить сквозь непрозрачные для видимого света предметы. Поэтому рентгеновские толщиномеры наиболее подходят для АГНЦ.
Электромагнитные измерители толщины листов.
1-й метод основан на изменении силы притяжения постоянного магнита или электромагнита контролируемой полосы (отрывной метод – отрывной толщиномер).
2-й метод основан на измерении сопротивления магнитной цепи состоящий из листа и сердечника электромагнита (применяется для ферромагнитных материалов).
3-й метод – первичное магнитное переменное поле индуцирует вихревые токи в листе. Вихревые токи создают свое поле, которое воздействует с первичным.
Магнитный метод неразрушающего контроля - вид контроля, основанный на анализе взаимодействия магнитного поля с контролируемым объектом. В магнитный вид неразрушающего контроля входят методы: магнитопорошковый, феррозондовый, магнитографический и другие.
Магнитные методы неразрушающего контроля решают следующие задачи:
1) Магнитопорошковый метод основан на регистрации магнитных полей рассеяния над дефектами с использованием в качестве индикатора ферромагнитного порошка или суспензии.
- магнитопорошковый метод предназначен для выявления поверхностных и под поверхностных (на глубине до (1,5... 2) мм) дефектов типа нарушения сплошности материала изделия: трещины, волосовины, расслоения, не проварка стыковых сварных соединений, закатов и т.д.;
этим методом можно контролировать изделия любых габаритных размеров и форм, если магнитные свойства материала изделия (относительная максимальная магнитная проницаемость не менее 40) позволяют намагничивать его до степени, достаточной для создания поля рассеяния дефекта, способного притянуть частицы ферромагнитного порошка;
2) Феррозондовый метод контроля основан на измерении напряженности магнитного поля, в том числе и магнитных, полей рассеяния, возникающих в зоне дефектов, феррозондами.
· Феррозондовый метод контроля применяется для выявления поверхностных и под поверхностных (глубиной до 10 мм) дефектов типа нарушения сплошности материала: волосовины, трещин, раковин, закатов, плен и т.п., а также для выявления дефектов типа нарушения сплошности сварных соединений и для контроля качества структуры и геометрических размеров изделий, используется для определения степени размагниченности изделий после магнитного контроля;
этот метод можно применять на изделиях любых размеров и форм, если отношение их длины к наибольшему размеру в поперечном направлении и их магнитные свойства дают возможность намагничивания до степени, достаточной для создания магнитного поля рассеяния дефекта, обнаруживаемого с помощью преобразователя;
3 ) Магнитографический метод неразрушающего контроля заключается в намагничивании зоны контролируемого металла или сварного шва вместе с прижатым к его поверхности эластичным магнитоносителем (магнитной лентой). Фиксации на магнитоносителе возникающих в местах дефектов полей рассеяния и последующим воспроизведении полученной записи.
Считывание магнитных отпечатков полей дефектов с магнитной ленты осуществляется в дефектоскопах.
- магнитографическим методом контроля выявляют дефекты типа нарушения сплошности материала изделий, в основном для контроля сварных стыковых соединений из ферромагнитных материалов при их толщине от 1 до 18 мм.
3 Измерение толщины при помощи ультразвука. Звуковые импульсы подаются в быстрой последовательности контрольной головкой в измеряемое изделие. Отражаясь от его обратной стороны, импульсы возвращаются через меньший или больший промежуток времени в зависимости от толщины измеряемого изделия в виде эха в контрольную головку. Время прохождения сигнала является мерой измерения толщины.
Ультразвуковые толщиномеры:
- резонансный метод – образование стоячих волн при совпадении частоты внешних возможностей силы, с частотой собственных колебаний.
- эхометод – сущность заключается в регистрации точек с учетом времени входа и выхода ультразвуковых колебаний на поверхности изделия.
Акустические методы неразрушающего контроля решают следующие контрольно-измерительные задачи:
· метод прошедшего излучения выявляет глубинные дефекты типа нарушения сплошности, расслоения, непроклёп, непропаи;
· метод отраженного излучения обнаруживает дефекты типа нарушения сплошности, определяет их координаты, размеры, ориентацию путём прозвучивания изделия и приёма отраженного от дефекта эхо сигнала;
· резонансный метод применяется в основном для измерения толщины изделия (иногда применяют для обнаружения зоны коррозионного поражения, непропаев, расслоений в тонких местах из металлов);
· акустико-эмиссионный метод обнаруживает и регистрирует только развивающиеся трещины или способные к развитию под действием механической нагрузки (квалифицирует дефекты не по размерам, а по степени их опасности во время эксплуатации). Метод имеет высокую чувствительность к росту дефектов - обнаруживает увеличение трещины на (1...10) мкм, причём измерения, как правило, проходят в рабочих условиях при наличии механических и электрических шумов;
· импедансный метод предназначен для контроля клеевых, сварных и паяных соединений, имеющих тонкую обшивку, приклеенную или припаянную к элементам жёсткости. Дефекты клеевых и паяных соединений выявляются только со стороны ввода упругих колебаний;
· метод свободных колебаний применяется для обнаружения глубинных дефектов.
Магнитографический метод неразрушающего контроля заключается в намагничивании зоны контролируемого металла или сварного шва вместе с прижатым к его поверхности эластичным магнитоносителем (магнитной лентой). Фиксации на магнитоносителе возникающих в местах дефектов полей рассеяния и последующим воспроизведении полученной записи.
Считывание магнитных отпечатков полей дефектов с магнитной ленты осуществляется в дефектоскопах.
4 Пневматический метод измерения толщины. Измеряемое изделие обдувается через сопло постоянным воздушным потоком. При этом скоростной напор является мерой расстояния между соплом и измеряемым изделием. При известной геометрии измерительного устройства пробор можно тарировать в единицах толщины.
Пневманические измерители толщины листов:
- прямой метод измерения
-дифференциальный метод измерения.
5 Микроволновые методы измерения толщины. Источник микроволн питает контрольный и измерительный каналы. Сигнал измерительного канала отражается частично от верхней и частично от нижней поверхностей измеряемого изделия. Фазы отраженных сигналов сравнивают с фазой опорного сигнала.
6 Измерение толщины с помощью триангуляционного оптического метода. Лазерный луч направляется на изделие и отражается последним в приемник. Изменение расстояния до поверхности изделия вызывает смещение отраженного луча.
7 Измерение толщины полосы с помощью инфракрасного излучения. Инфракрасные лучи соответствующей интенсивности в диапазоне волн частотой от 0,8 до 3 мкм поглощаются измеряемым изделием в соответствии с законом.
Дата публикования: 2014-11-19; Прочитано: 2055 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
