 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Углеродсодержащих соединений. Электрокрекинг углеводородов в промышленном масштабе впервые был осуществлён во время второй мировой войны в Германии
|
|
Электрокрекинг углеводородов в промышленном масштабе впервые был осуществлён во время второй мировой войны в Германии. В качестве сырья сначала использовали газ, образующийся при синтезе моторного топлива, затем длительное время применяли природный газ и метановую фракцию коксового газа. В последнее время сырьём служат фракции углеводородов нефти и сырая нефть, пиролизуемые в смеси с водородом.
Плазмохимический агрегат (ПХА), выполненный из стали, представляет собой линейный плазмотрон постоянного тока мощностью 8,2 МВт с холодным катодом и вихревой стабилизацией разряда (рис. 4.4,а). Между катодом (диаметр 150 мм) и трубчатым анодом (длина 1500 мм, диаметр 100 мм) в вихревую камеру подают газообразные углеводороды (метан). Напряжение на дуге 7 кВ, сила тока ~ 1,15 кА, cos j = 0,7-0,75. Общая длина дуги ~ 1 м. Возбуждение дуги осуществляется пусковым электродом, который в момент пуска пневматически выстреливается в направлении катода. Максимальная температура на оси дуги ~ 18300 К, среднемассовая температура продуктов ~ 1870 К.
Ниже области шунтирования дуги в реакционный канал вводят тяжёлые углеводороды. В процессе пиролиза этих углеводородов образуется дополнительное количество ацетилена и этилена, и за счет эндотермических реакций происходит первичная закалка крекинг-газа до температуры ~ 1070 К. Вторую ступень закалки организуют путём ввода диспергированной воды. Охлаждение продуктов производят до 180-200оС. В циклонах улавливают более 60% сажи, которую гранулируют и выдают в товарном виде.
В табл. 4.7 представлены типичные составы исходных реагентов и продуктов электрокрекинга природного газа. В промышленном процессе в природный газ добавляют углеводороды, полученные в процессе концентрирования ацетилена. Поэтому в состав плазмообразующего газа входит, кроме метана, значительное количество других углеводородов (четвертая колонка табл. 4.7). Удельный расход электроэнергии на 1 м3 плазмообразующего газа составляет 2,5 кВт.ч. Для производства 1 кг ацетилена и 0,45 кг этилена непосредственно в реакторе расходовали 10,3 кВт.ч электроэнергии и на выделение продуктов – 2,9 кВт.ч, а также 2,53 кг углеводородного сырья. Полезное использование электроэнергии в процессе крекинга составляло ~ 43%, селективность сырья в сажу ~ 10%.
Ресурс работы анода 500 ч, катода – 150 ч. На заводе было установлено 34 параллельно работающих реактора, 17 из которых работали поочередно для обеспечения непрерывности режима эксплуатации установок.
Благодаря некоторым видоизменениям в конструкции производительность завода была доведена до 100 тыс. т ацетилена в год, при этом мощность по этилену достигала 55 тыс. т/год. По другим продуктам достигнуты следующие мощности (тыс. т/год): по водороду (для производства аммиака и гидрирования нефтяных остатков) – 30; по саже (для производства резины и типографской краски) – 29.
Общая мощность ацетиленовых установок составляла 180 МВт. Промышленная мощность одного реактора, в котором бензин превращали в ацетилен, составляла 4000 кВт. Водород нагревался в электрической дуге трехфазного переменного тока между тремя расходуемыми графитовыми электродами или в дуге постоянного тока между двумя электродами. Сырьё подавалось в реакционную камеру тангенциально. Бóльшая часть сырья поднималась вверх вдоль конусообразного канала, где смешивалась с водородной плазмой. Затем поток разворачивался и устремлялся вниз, проходя через своеобразную воронку, образованную парами углеводородов. Часть сырья, попадающая в нижнюю камеру, давала этилен. Такая организация ввода реагентов обеспечивала снижение потерь тепла в реакторе и предотвращала его закоксовывание.
В расчёте на 1 т С2Н2 в процессе электрокрекинга природного газа расходуется 1,6-2,5 т углеводородов, для обеспечения работы плазмотрона требуется 1750-2250 нм3 водорода, 7000-9000 кВт.ч электроэнергии (без учёта стадии выделения ацетилена); удельные затраты энергии составляют 3-4 кВт.ч/нм3 Н2 и 4,6 кВт.ч/кг (С2Н2 + С2Н4). Концентрация ацетилена 12-14 об.%, этилена – 6-10 об.%.
Также в Германии в промышленном масштабе осуществлён другой плазмохимический процесс на установке мощностью по ацетилену 1000 т/год. Процесс предполагает использовать в качестве сырья любое углеводородное сырьё (от метана до нефти), а также порошкообразный уголь.
Крекинг-газ с температурой 900-1000оС направляется в зону охлаждения, где его температура снижается до 300-600оС. Часть охлаждённого потока рециркулирует через реактор. Отмечалось, что процесс позволил получить ацетилен стоимостью менее 11 центов за 1 кг (1980 г.). Промышленный процесс электрокрекинга природного газа в реакторе аналогичной конструкции мощностью 72 МВт был осуществлен в 1960 г. в СССР и в Румынии.
Была выбрана двухкамерная схема (~ 10% природного газа подавали на катод). Ресурс работы анода составлял около 500 ч, катода – 800-1000 ч. Общий расход газа 2800-3000 нм3/ч. Степень превращения сырья в ацетилен 42-43%; концентрация С2Н2 - 12-14 об.%; 2-2,5% сырья превращались в сажу (её содержание в крекинг-газе 14-20 г/м3). Процесс электрокрекинга природного газа проводили с одноступенчатой закалкой. Тепло продуктов крекинга не использовалось на образование дополнительных количеств ацетилена и этилена.
Таблица 4.7
Состав сырья и продуктов электрокрекинга природного газа
| Компоненты | Без углеводородной закалки | С первичной углеводородной Закалкой | |||
| сырьё, об.% | продукты, об.% | плазмообразующий газ, об.% | углеводород для закалки, об.% | продукты, об.% | |
| Метан | 92,3 | 16,30 | 53,8 | - | 17,0 |
| Этан | 1,4 | 0,03 | 10,3 | - | 1,2 |
| Этилен | - | 0,90 | 1,7 | - | 7,1 |
| Ацетилен | - | 14,50 | 1,2 | - | 15,9 |
| Пропан | 0,5 | 0,02 | 7,9 | - | 0,8 |
| Пропилен | - | 0,02 | 2,3 | 25,8 | 0,9 |
| Н-Бутан | 0,4* | 0,02 | 12,6* | - | - |
| Изобутан | - | - | - | 46,8 | 2,1 |
| Метилацетилен | - | - | 1,0 | 27,4 | 1,0 |
| Диацетилен | - | 0,40 | 0,8 | - | 0,5 |
| Винилацетилен | - | 0,60 | 0,7 | - | 0,5 |
| Диметилацетилен | - | 0,01 | 0,4 | - | 0,3 |
| Метилвинилацетилен | - | 0,04 | 0,2 | - | 0,2 |
| Бутилен | - | 0,02 | 0,4 | - | 0,3 |
| Бензол | - | 0,30 | 0,4 | - | 0,4 |
| Толуол | - | 0,02 | - | - | 0,1 |
| Водород | - | 63,46 | 2,8 | - | 50,2 |
| Оксид углерода | - | 0,60 | 0,8 | - | 0,7 |
| Азот | 5,4 | 2,7 | 2,7 | - | 0,8 |
*В том числе изобутан
На 1 т ацетилена расходовали 4500 м3 газа и 13,5-14 МВт.ч электроэнергии (включая расход на выделение С2Н2).
В 1963 г. на заводе США было начато производство ацетилена и этилена электрокрекингом природного газа с двухступенчатой закалкой в электроразрядном устройстве коаксиального типа. Катод диаметром 10-20 мм выполнен из графита, подаваемого непрерывно в плазмотрон (рис. 4.4, б). Мощность реактора 3000 кВт, напряжение между электродами 750 В, сила тока 4000 А. Большой ток в этом случае обусловлен небольшой длиной дуги в коаксиальном плазмотроне. Ввиду высокой скорости вращения дуги происходит более равномерный прогрев сырья, увеличивается концентрация ацетилена (16-18 об.%). Концентрация этилена – 5-7 об.%.
В 1974-75 гг. в СССР был реализован в промышленном масштабе плазмохимический способ получения ацетилена из природного газа. Реально были достигнуты следующие показатели (при использовании плазмотрона мощностью 1 МВт): общая конверсия природного газа 75-95%; селективность по ацетилену 65-85% (против 30% при окислительном пиролизе метана), концентрация ацетилена в пиролизном газе 16-18%; удельный расход электроэнергии 8 тыс. кВт-ч/т ацетилена; удельный расход природного газа 2,1-2,3 тыс. нм3/т ацетилена (против 8-10 тыс. нм3/т в термоокислительном способе). Достижение указанных показателей плазмохимического процесса может обеспечить снижение приведенных затрат на получение 1 т ацетилена на 12-14% по сравнению с термоокислительным пиролизом природного газа.
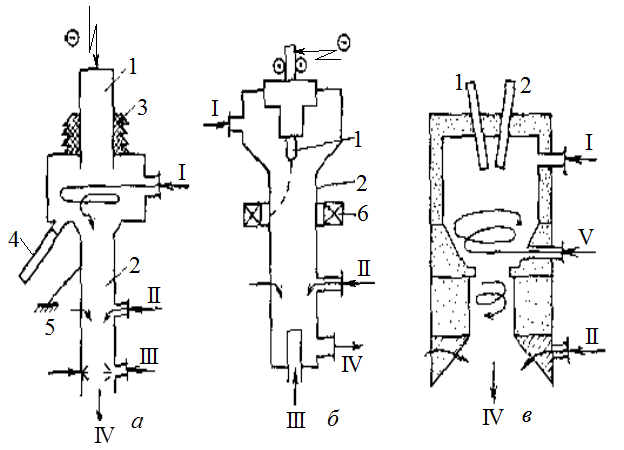
Рис. 4.4. Реакторы для пиролиза углеводородов:
а – фирмы «Хюльс»; б – фирмы «Дюпон»; в – фирмы «Кнапзак Грисхейм».
1, 2 – электроды; 3 – изолятор; 4 – поджигающий электрод; 5 – заземление; 6 – магнит; I – плазмообразующий газ; II – подача углеводородов на вторую ступень закалки; III – подача воды на закалку; IV – продукты пиролиза; V – ввод углеводородов
В 80-х гг. прошлого века в СССР успешно был реализован плазмохимический способ получения ацетилена из природного газа на установке мощностью 1 МВт с модулем ПХМ-750. Показатели этого процесса следующие: расход сырья 200-250 нм3/ч., степень превращения 65-68 мол.%, концентрация С2Н2 в газе 12-14 об.%, затраты электроэнергии 10 кВт.ч/кг ацетилена, производительность по ацетилену 85-95 кг/ч.
Природный газ являлся одним из видов углеводородного сырья. В качестве плазмообразующего газа использовался водород или смесь водорода с абгазами (обратные газы). Температура пиролиза углеводородов в реакторе составляла 1800-1900 К, время пребывания сырья в реакционной зоне ~ 0,001 с. Закалка осуществлялась в нижней части реактора углеводородными фракциями и водой.
Затраты сырья (природного газа) на 1 т С2Н2 составили не более 1,7 т, технологический процесс в целом безотходный. По указанным показателям процесс не уступал лучшим мировым разработкам в этой области.
Такая установка могла работать в переменном режиме с увеличением мощности в части минимума энергонагрузки. Наличие резервных модулей обеспечивало непрерывность работы установки во время регламентных работ. В силу малой инерционности установка имела гибкий характер и могла быть легко переведена в режим производства сажи как целевого продукта путём отключения стадии "закалки" и введения дополнительных мощностей по системе улавливания сажи.
Дата публикования: 2014-11-02; Прочитано: 868 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
