 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Вопрос №43
|
|
2.2.4.4. Токарно -револьверные автоматы
В отличие от рассмотренных выше автоматов продольного точения в токарно-револьверных автоматах (рис. 2.17) обрабатываемый пруток 1 имеет только вращательное движение; шпиндельная бабка 2 неподвижна. Пруток сразу выдвигается на всю длину обработки (это недостаток, при большом вылете прутка снижается точность из-за его прогиба от действия усилий резания).
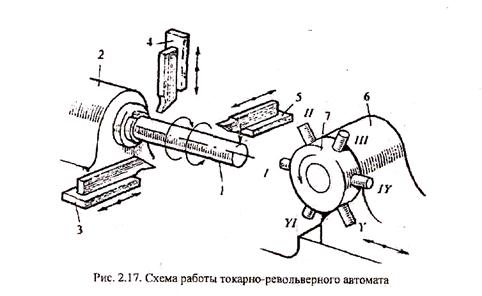 Шпиндель имеет правое и левое вращения, что можно использовать для нарезания резьбы и свинчивания инструмента при применении невращающегося резьбонарезного инструмента. На станке имеются 3-4 поперечных суппорта (на рисунке позиции 3, 4, 5). На револьверном суппорте б установлена шестипозиционная револьверная головка 7 (позиции I-YI). Заготовками являются холоднотя нутые калиброванные круглые, квадратные или шестигранные прутки. Может быть применен специальный магазин для загрузки штучных заготовок. Станки применяются в крупносерийном и массовом производстве. Наиболее распространенные модели - 1Д112, 1ДП8, 1Б124, 1Б125, 1Б136, 1Б140, 1Е125, 1Е140 и др. (максимальные диаметры прутков от 12 до 40 мм).
Шпиндель имеет правое и левое вращения, что можно использовать для нарезания резьбы и свинчивания инструмента при применении невращающегося резьбонарезного инструмента. На станке имеются 3-4 поперечных суппорта (на рисунке позиции 3, 4, 5). На револьверном суппорте б установлена шестипозиционная револьверная головка 7 (позиции I-YI). Заготовками являются холоднотя нутые калиброванные круглые, квадратные или шестигранные прутки. Может быть применен специальный магазин для загрузки штучных заготовок. Станки применяются в крупносерийном и массовом производстве. Наиболее распространенные модели - 1Д112, 1ДП8, 1Б124, 1Б125, 1Б136, 1Б140, 1Е125, 1Е140 и др. (максимальные диаметры прутков от 12 до 40 мм).
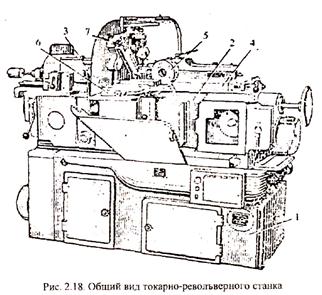
Различные модели токарно-револьверных автоматов имеют в принципе схожую компоновку, отличаясь лишь отдельными конструктивными особенностями. На рис. 2.18 показан общий вид токар-но-револьверного станка. Основными узлами его являются: основание 1, станина 2, шпиндельная бабка 3, револьверный суппорт 4 с револьверной головкой 5, а также поперечные суппорты (на рисунке показан передний суппорт б и вертикальный 7).
 Токарно-револьверный автомат модели 1Б140
Токарно-револьверный автомат модели 1Б140
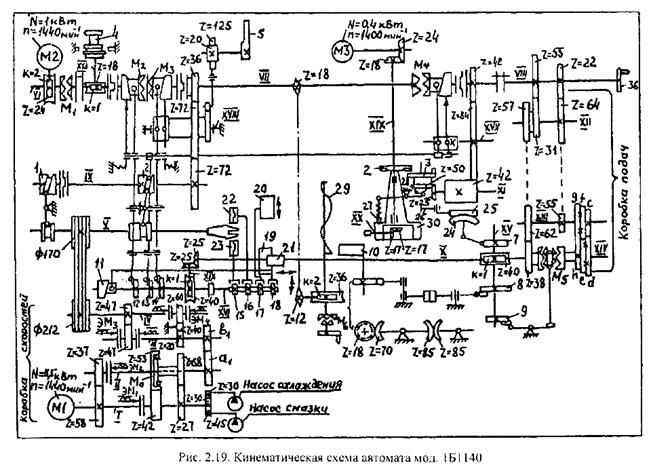
В качестве примера ниже рассматривается кинематика и устройство станка мод. 1Б140. Автомат предназначен для обработки деталей из прутков диаметром до 40 мм; наибольшая подача прутка -100 мм, наибольшая длина обточки 90 мм.
Кинематическая схема станка представлена на рис. 2.19. Обрабатываемый пруток подается через полый шпиндель Y и закреп ляется цанговым зажимом. Здесь уместно рассмотреть принцип работы механизма подачи и зажима прутка в токарных автоматах (рис. 2.20), который конструктивно может быть несколько различным в разных моделях. Механизм имеет две цанги: I - подающую и 2 - зажимную. Подающая цанга постоянно сжимает пруток 3 за счет упругости, зажимная закрепляет пруток при перемещении конусной втулки 4 вправо; при этом конус втулки воздействует на коническую часть цанги и сжимает ее с помощью тарельчатых пружин (на схеме не показаны).
 После отрезки готовой детали зажимная цанга 2 удерживает правый конец прутка, а подающая цанга 1 отходит влево, скользя по прутку, при этом происходит "набор материала" в соответствии с длиной выдвигаемой части прутка. Затем цанга 2 разжимает пруток, а цанга 1 подает его до упора, затем цанга 2 зажимает пруток. Пруток выдвинут на нужную длину, зажат - можно начинать обработку очередной заготовки.
После отрезки готовой детали зажимная цанга 2 удерживает правый конец прутка, а подающая цанга 1 отходит влево, скользя по прутку, при этом происходит "набор материала" в соответствии с длиной выдвигаемой части прутка. Затем цанга 2 разжимает пруток, а цанга 1 подает его до упора, затем цанга 2 зажимает пруток. Пруток выдвинут на нужную длину, зажат - можно начинать обработку очередной заготовки.
Дата публикования: 2014-11-04; Прочитано: 829 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
