 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Ванная сварка под флюсом однорядной арматуры
|
|
6.2.1. Конструкция и размеры стыкового соединения арматурных стержней типа С5-Мф должна соответствовать приведенной на рис.6.2 и в табл.6.1*.
*Здесь и ниже на рисунках и таблицах приведены условные обозначения нескольких типов соединений по ГОСТ 14098-91, конструкции которых и исходные размеры идентичны. Технология сварки таких соединений описана в соответствующих разделах с последующей ссылкой на необходимый рисунок и таблицу.
Примечание. Ванная сварка в инвентарных формах термомеханически упрочненной арматуры классов Ат-IIIС и Ат-IVС запрещается из-за локального разупрочнения стели, (снижение временного сопротивления на один класс прочности).

Рис. 6.2. Конструкция горизонтального стыкового соединения, выполняемого в инвентарных съемных формах (типа С5-Мф, С6-Мп и С7-Рв)
Таблица 6.1
| Размеры в мм | ||||||||||
| Обозначение типа соединения, способа сварки | Класс арматуры | dн | d'н / dн | l 1 | l 2 | a -10° | b | l | h 1 | h 2 |
| С5-Мф, | A-I | 20-40 | 0,5-1,0 | 12-20 12-16 | 5-12 | 90° | 10-15° | £1,5 d н £1,2 dн | £0,15 d н £0,05 dн | £0,2 dн £0,05 dн |
| С6-Мп, | A-II | |||||||||
| С7-Рв | A-III |
Примечания: 1. Размеры в знаменателе относятся к одноэлектродной сварке.
2. При отношении d'н / dн < 1 линейные размеры относятся к стержню большего диаметра.

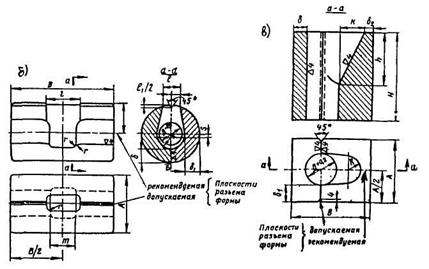

Рис.6.3. Конструкции инвентарных медных форм
Формы для сварки горизонтальных - а, б и вертикальных - в, г соединений арматуры, выполненные из заготовок прямоугольного и цилиндрического сечения
Для механизированных способов сварки в горизонтальном положении размеры r = 3 мм; m» 20-22 мм; S» 4 мм; для ручной дуговой одиночным электродом S = 0
6.2.2. Конструкции и размеры инвентарных медных (медь любых марок) или графитных (графит марок ЭЭГ, ЭГI, ППГ, ГМЗ) форм должны соответствовать приведенным на рис.6.3 и табл. 6.2.
Таблица 6.2
| Положение стержней в пространстве | Диаметры стыкуемых стержней, мм | Размеры призматических/цилиндрических инвентарных медных форм | |||||||||
| А | В | Н | D | н | l = l 1 | R | d | d1 | d2 | ||
| не менее | не менее | ||||||||||
| Горизонтальное | 70/80 | 23,5 | - | ||||||||
| 25,5 | |||||||||||
| 28,5 | |||||||||||
| 32,5 | |||||||||||
| 36,5 | |||||||||||
| 90 95 | 80/100 | 90/100 | 41,5 45,5 | 22 24 | - | ||||||
| Вертикальное | 23,5 23,5 | ||||||||||
| 28,5 | |||||||||||
| 32,5 | |||||||||||
| 36,5 | |||||||||||
| 41,5 | |||||||||||
| 45,5 |
Примечания: 1. При изготовлении инвентарных форм из графита размеры А и В следует увеличить на 25-30%.
2. При износе внутренних размеров форм допускается использовать их для сварки арматуры следующего за первоначальным диаметром, изменив размеры А, В, Н, d, d1.
3. Для сварки между собой стержней различного диаметра (d1 < d2) размеры медных форм следует принимать по диаметру большего из свариваемых стержней, обеспечив со стороны меньшего диаметра герметичность во избежание вытекания расплавленного шлака и металла.
6.2.3. При сварке горизонтальных соединений стержней допускается применять медные скобы (желобчатые формующие подкладки) в сочетании с медными вкладышами, устанавливаемыми слева и справа от зазора между торцами арматуры (рис.6.4).

Рис.6.4 Схема сборки медной желобчатой скобы-подкладки 1 и медных вкладышей-ограничителей плавильного пространства 2 при подготовке к ванной сварке стержней 3
6.2.4. Закрепление инвентарных форм на стержнях следует выполнять струбцинами или вязальной проволокой или зажимными приспособлениями любой конструкции. Проскальзывание по арматуре инвентарных форм в горизонтальном и вертикальном направлении или сдвиг половинок составных форм по отношению друг к другу не допускается.
6.2.5. Между внутренней поверхностью инвентарных форм и наружными поверхностями стержней не должно быть зазоров. При наличии зазора на стержни, отступя 5-10 мм от их торцов, следует наматывать шнуровой асбест, обеспечивая плотное прилегание к стержням половинок форм после их закрепления.
6.2.6. Для сварки горизонтальных соединений стержней рекомендуется применять разделку торцов с двухсторонним скосом и прямую разделку (рис.6.2). Сварку стержней с прямым скосом могут выполнять сварщики высшей квалификации, при этом для предохранения поверхности медных и графитных форм от подплавления в момент возбуждения дуги рекомендуется засыпать в зазор между торцами стержней 2-3 г сухой измельченной, очищенной от масла и грязи стружки, приготовленной из арматуры того же класса.
6.2.7. Конструкция и размеры стыкового соединения вертикальных стержней типа С8-Мф должны соответствовать приведенным на рис.6.5 и в табл.6.3.

Рис.6.5. Конструкция вертикального стыкового соединения выполняемого в инвентарных съемных формах (типы С8-Мф, С9-Мп и С10-Рв)
Таблица 6.3
| Размеры в мм | |||||||||||||
| Обозначение типа соединения, способа сварки | Класс арматуры | dн | d'н / dн | l 1 | l 2 | z | a -10° | b | b 1 | b 2 | l | h 1 | h 2 |
| С8-Мф, С9-Мп, С10-Рв | A-I A-II A-III | 20-40 | 0,5-1,0 | 5-15 3-10 | 8-20 | 90° | 40-50° | 10-15° | 20-25° | £2 dн | £25 £15 | £0,15 dн £0,05 dн |
Примечания: 1. При ручной дуговой одноэлектродной сварке и сварке порошковой проволокой разделку с обратным скосом нижнего стержня производить не следует, то же относится к стержням диаметром ³ 32 мм.
2. Размеры в знаменателе относятся к одноэлектродной сварке.
3. При отношении d' 1/ dн < 1 линейные размеры относятся к стержню большего диаметра.
6.2.8. Для сварки вертикальных соединений рекомендуется применять прямую разделку нижнего стержня. На время освоения процесса механизированной сварки допускается использовать разделку нижнего стержня со скосом "на себя". Разделка нижнего стержня с обратным уклоном ("от себя") допускается при условии, что сварку таких соединений будут выполнять сварщики, имеющие удостоверения на право производства таких работ.
Размеры вертикальных инвентарных форм приведены в табл.6.2.
На горизонтальные и вертикальные соединения арматуры инвентарные формы следует устанавливать на подготовленные для сварки концы стержней таким образом, чтобы были выдержаны установочные размеры, приведенные на рис.6.6.

Рис.6.6. Установочные размеры при сборке инвентарных форм для сварки стыковых соединений арматуры
а - горизонтальных; б - вертикальных:
1 - стыкуемые стержни; 2 - элементы инвентарной формы; 3 - флюс.
6.2.9. Применительно к широко распространенным полуавтоматам общего назначения параметры режима сварки одинарных горизонтальных и вертикальных соединений стержней должны соответствовать приведенным в табл.6.4.
6.2.10. Перед началом сварки в форму следует засыпать дозу флюса в количестве, приведенном также в табл.6.4. Если в процессе сварки начинается разбрызгивание жидкого шлака, флюс следует добавлять порциями, равными ~ 1/3 первоначальной дозы.
6.2.11. Рекомендуемую дозу флюса следует засыпать в форму единовременно перед сваркой. В тех случаях, когда рекомендуемое количество флюса не умещается в плавильном пространстве формы, его остаток следует досыпать после полного расплавления первоначальной дозы.
6.2.12. При сварке в медных формах с увеличенным (в результате износа) размером плавильного пространства количество флюса должно быть увеличено с тем, чтобы глубина шлаковой ванны, измеряемая как толщина закристаллизовавшегося после остывания стыка шлака, соответствовала данным, приведенным в табл.6.4.
Таблица 6.4
| Диаметры арматурных стержней, мм | Диаметр проволоки, мм | Скорость подачи проволоки, м/ч | Начальное напряжение дуги, В | Сварочный ток, А | Длина сухого вылета электрода, мы | Глубина шлаковой ванны, мм | Доза флюса, г |
| 20-25 | 280-310 | 38-42 | 300-400 | 30-60 | 10-15 | ||
| 28-32 | 270-400 | 40-44 | 350-450 | 30-80 | |||
| 36-40 | 460-500 | 42-46* | 400-500 | 40-80 | |||
| 20-25 | 180-200 | 40-42 | 400-450 | 30-60 | 10-15 | ||
| 28-32 | 250-270 | 42-44 | 440-480 | 30-80 | |||
| 36-40 | 2,5 | 310-340 | 44-46* | 460-500 | 40-80 |
*Начальное напряжение дуги при сварке вертикальных соединений стержней рекомендуется повысить на 2-3 В.
Примечания: 1. Напряжение холостого хода преобразователя следует устанавливать на 2-5 В выше приведенного начального напряжения.
2. При сварке вертикальных стержней после заполнения плавильного пространства примерно на 50% напряжение дуги следует понизить до 36-35 В (41-39 В), а затем, когда шлаковая ванна достигнет уровня на 5-10 мм ниже верхней кромки инвентарной формы, - до 30-27 В (35-34 В). Величины в скобках относятся к стержням диаметрами 36-40 мм.
Техника сварки под флюсом
6.2.13. Для образования стыкового соединения одинарных горизонтальных стержней следует:
погрузить конец электродной проволоки во флюс и касанием в точке К (рис.6.7) возбудить дугу. Не допускается производить возбуждение дуги путем замыкания электродной проволоки на элементы медной формы;
проплавить нижнюю часть торца одного стержня (рис.6.7,а), сообщая проволоке колебательные движения, показанные на рисунке стрелками. Расплавив нижнюю часть торца одного стержня, переместить конец проволоки на нижнюю часть второго стержня и проплавить его;
после образования ванны жидкого металла и шлака путем быстрых перемещений конца сварочной проволоки по краям шлаковой ванны у торцов стержней (рис.6.7,б) постепенно заполнить плавильное пространство. Приближать проволоку к стенкам инвентарных форм не рекомендуется;
закончить сварку путем перемещения конца электродной проволоки по периметру ванны, при этом не допускается ее приближение к центру плавильного пространства (рис.6.7,в).

Рис.6.7. Техника ванной сварки под флюсом стыковых соединений горизонтальных стержней
1 - стержни; 2 - жидкий металл; 3 - шлак
а - на начальном этапе расплавления нижней части торцов стержней; б - при установившемся процессе; в - на конечном этапе; К - точки касания сварочной проволокой стержней для возбуждения дуги.
6.2.14. Для образования стыкового соединения вертикальных стержней следует:
возбудить дугу в точке К и проплавить торец нижнего стержня, перемещая конец сварочной проволоки поперечными колебательными движениями в сторону, противоположную сварщику (рис.6.8,а);
после образования ванны жидкого металла и шлака заполнить металлом всю разделку соединения. При этом колебательные движения конца проволоки в районе скоса верхнего стержня следует чередовать с круговыми движениями по периметру ванны (рис.6.8,б);
на заключительном этапе процесса (рис.6.8,в) сварочную проволоку следует направлять под минимальным углом к вертикали возможно ближе к поверхности верхнего стержня (положение I), сообщая концу проволоки полукруговые движения. Заканчивать сварку следует, удаляя проволоку от поверхности стержня (в положении II) и сообщая ее концу движение по периметру шлаковой ванны у стенок формы.

Рис.6.8. Техника ванной сварки под флюсом стыковых соединений вертикальных стержней диаметром £ 32 мм
а - расплавление торца нижнего стержня; б - расплавление торца верхнего стержня; в - окончание сварки;
К - точка касания сварочной проволокой стержня для возбуждения дуги; I - место расположения сварочной проволоки параллельно оси стержня; II - место окончания сварки;
1 - стыкуемые стержни; 2 - место закрепленной медной формы; 3 - флюс или жидкий шлак; 4 - сварочная проволока; 5 - наплавленный металл.
Техника сварки вертикальных соединений стержней с разделкой верхнего и нижнего стержня аналогична приведенной выше (рис.6.9,а,б,в).

Рис.6.9.Техника винной сварки под флюсом стыковых соединений вертикальных стержней диаметром ³32 мм
а - расплавление торца нижнего стержня; б - расплавление торца верхнего стержня; в - окончание сварки;
1-5 и К - то же, что на рис. 6.8
Сварку вертикальных соединений стержней при разделке нижнего стержня с обратным уклоном следует начинать со стороны, удаленной от сварщика, т.е. в точке, показанной на рис.6.10. Проплавлять торец нижнего стержня следует поперечными колебательными движениями проволоки, постепенно передвигая ее "на себя". После этого сварку следует продолжать также, как и при прямой разделке нижнего стержня.

Рис.6.10. Техника ванной сварки под флюсом стыковых соединений вертикальных стержней диаметром £ 32 мм (при разделке нижнего стержня с обратным уклоном)
а, б, в и 1-5, К - то же, что на рис.6.8
6.2.15. В случаях, когда после окончания сварки наблюдается вздутие корки металла или появляется усадочная раковина, следует при достижении жидким шлаком уровня верхней кромки инвентарной формы прерывать, а после приобретения шлаком темно-вишневого цвета снова на короткое время возобновить процесс сварки.
6.2.16. Применительно к специализированным полуавтоматам с переменной скоростью подачи электродной проволоки (например, типа ЦЦФ-502) параметры режимов сварки стыковых соединений горизонтальных и вертикальных стержней следует принимать в соответствии с данными, приведенными в табл.6.5.
Таблица 6.5
| Диаметры арматурных стержней, мм | Напряжение дуги, В | Сварочный ток, А, на этапах процесса сварки | Доза флюса, a1г | Глубина шлаковой ванны, мм | ||
| I1 | I2 | I3 | ||||
| 34-38 | 180-200 | 350-400 | 550-600 | 10-15 | ||
| 36-40 | 200-220 | |||||
| 38-42 | 220-250 | 400-450 |
Примечание. I1, I2, I3 - значения сварочных токов, соответствующие первой, второй и третьей скорости подачи сварочной проволоки.
6.2.17. При сварке стыковых соединений стержней полуавтоматами с переменной скоростью подачи следует перемещать конец электродной проволоки на различных этапах сварки в последовательности, изложенной в пп.6.2.13 и 6.2.14. При этом расплавление нижних участков торцов стержней при сварке горизонтальных соединений и торцов стержней в начале процесса при сварке вертикальных соединений следует производить на первой скорости подачи электродной проволоки. Переключать полуавтомат на вторую скорость следует после расплавления первоначальной дозы флюса. Дальнейшее заполнение плавильного пространства необходимо продолжать на второй скорости подачи электродной проволоки. Третью скорость следует включать в конце сварки в целях снижения температуры ванны расплавленного металла и предотвращения подрезов стыкуемых стержней. Время сварки на третьей скорости должно составлять для соединения вертикальных стержней 5-10 с, а для соединений горизонтальных стержней - 10-18 с. При наличии усадочной раковины после заполнения плавильного пространства рекомендуется еще раз включить первую скорость на 4-6 с и заполнить усадочную раковину. Сварку вертикальных соединений стержней диаметрами 20-25 мм допускается выполнять, не включая третью скорость.
Дата публикования: 2015-10-09; Прочитано: 1364 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
