 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
2 страница. 537. Самая тяжелая фракция первичной перегонки нефти:
|
|
537. Самая тяжелая фракция первичной перегонки нефти:
а) Мазут
б) Бензин
в) Керосин
г) Лигроин
д) Соляровое масло
538. Наиболее легколетучий компонент нефти:
а) Бензин
б) Мазут
в) Керосин
г) Лигроин
д) Соляровое масло
539. Температура кипения бензиновой фракции нефти:
а) 30-1600С
б) 160-2000С
в) 200-3000С
г) 300-3500С
д) 350-4000С
540. Температура нагрева нефти в трубчатой печи первичной перегонки:
а) 320-3900С
б) 420-4500С
в) 200-3000С
г) 250-3000С
д) 130-1600С
541. Температура кипения керосиновой фракции нефти:
а) 200-3000С
б) 160-2000С
в) 30-1600С
г) 300-3500С
д) 350-4000С
542. Вторичная перегонка мазута проводится под вакуумом с целью:
а) Снижения температуры перегонки и предотвращения разрушения молекул углеводородов
б) Повышения температуры перегонки
в) Повышения скорости процесса
г) Улучшения условий массообмена
д) Получения чистого бензина
543. Температура нагрева мазута в трубчатой печи вторичной перегонки:
а) 400-4200С
б) 320-3900С
в) 200-3000С
г) 250-3000С
д) 130-1600С
544. Технологический критерий эффективности химического производства:
а) Степень превращения
б) Качество продукта
в) Себестоимость продукта
г) Капитальные затраты
д) Рентабельность
545. Технологический критерий эффективности химического производства:
а) Выход продукта
б) Качество продукта
в) Прибыль
г) Срок окупаемости
д) Срок службы аппарата
546. Экономический критерий эффективности химического производства:
а) Срок окупаемости производства
б) Степень превращения
в) Выход продукта, селективность
г) Качество продукта
д) Срок службы аппарата
547. Экономический критерий эффективности химического производства:
а) Себестоимость продукта
б) Степень превращения
в) Выход продукта
г) Степень превышения ПДК газовых выбросов
д) Срок службы аппарата
548. Экологический критерий эффективности химического производства:
а) Воздействие газовых выбросов на состояние здоровья населения
б) Степень превращения
в) Прибыль
г) Себестоимость продукта
д) Срок службы аппарата
549. Жидкий катализатор – это:
а) HNO3
б) BF3
в) Ag
г) Pt
д) V2O5
550. Твердый катализатор – это
а) Fe2O3
б) H2SO4
в) H3PO4
г) NO + NO2
д) NH4OH
551. Если параметры реакционной смеси изменяются по длине реактора, то этот реактор:
а) Идеального вытеснения
б) Идеального смешения
в) Периодического действия
г) Непрерывного действия
д) Стационарный
552. Давление синтеза метанола на цинк-хромовом катализаторе:
а) 20-30 МПа
б) 5-10 МПа
в) 50-60МПа
г) 1-2 МПа
д) 0,1 МПа
553. Давление синтеза метанола на медьсодержащем катализаторе:
а) 5-10 МПа
б) 20-30 МПа
в) 50-60МПа
г) 1-2 МПа
д) 0,1 МПа
554. Температура синтеза метанола на цинк-хромовом катализаторе:
а) 350-4000С
б) 220-2800С
в) 550-6000С
г) 500-5200С
д) 130-1500С
555. Температура синтеза метанола на медьсодержащем катализаторе:
а) 220-2800С
б) 350-4000С
в) 550-6000С
г) 500-5200С
д) 130-1500С
556. Для синтеза метанола применяется:
а) Циклическая схема
б) Схема с открытой цепью
в) Разомкнутая схема
г) Перекрестная схема
д) Комбинированная схема
557. Недостаток циклической схемы синтеза аммиака и метанола:
а) Накопление примесей в синтез-газе от цикла к циклу
б) Низкая температура процесса
в) Низкая производительность колонны синтеза
г) Низкая кратность циркуляции
д) Недостаточная герметичность аппаратуры
558. Содержание метанола в контактном газе после колонны синтеза:
а) 4%
б) 14%
в) 20%
г) 50%
д) 25%
559. Содержание аммиака в газовой смеси после колонны синтеза:
а) 15-20%
б) 4-6%
в) 8-10%
г) 50%
д) 25-30%
560. В операторной схеме каждый элемент изображен в виде:
а) Технологического оператора
б) Прямоугольника
в) Блоков
г)Условного общепринятого изображения
д) Круга
561. Промотор платинового катализатора окисления аммиака:
а) Pd
б) V2O5
в) Ni
г) Fe2O3
д) AL2O3
562. Промотор железного катализатора синтеза аммиака:
а) AL2O3
б) V2O5
в) Ni
г) Fe2O3
д) Pd
563. Промотор железного катализатора синтеза аммиака:
а) К2O
б) V2O5
в) Ni
г) Fe2O3
д) Pd
564. Константа равновесия для реакции
N2 + 3H2 «2NH3 определяется как:
а) 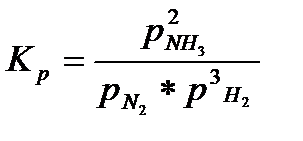
б) 
в) 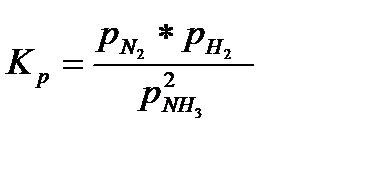
г) 
д) 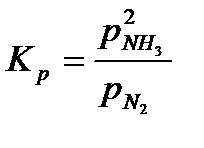
565. Лимитирующая стадия синтеза аммиака:
а) Хемосорбция азота на поверхности катализатора
б) Диффузия молекул азота и водорода к поверхности катализатора
в) Десорбция аммиака с поверхности катализатора
г) Поверхностная химическая реакция
д) Диффузия аммиака с поверхности катализатора в газовую фазу
566. Если параметры процесса изменяются по длине реактора, то этот реактор:
а) Идеального вытеснения
б) Идеального смешения
в) Периодического действия
г) Непрерывного действия
д) Стационарный
567. Содержание ионов кальция и магния в жесткой воде:
Более 6 мг-экв/л
Не более 6 мг-экв/л
3 – 6 мг-экв/л
Не менее 3 мг-экв/л
Более 10 мг-экв/л
568. Обжиг колчедана описывается суммарным уравнением реакции:
а) 4FeS2+1102®8SO2+2Fe2O3
б) S2+202®2SO2
в) 4FeS+702®4SO2+2Fe2O3
г) 2FeS2®2FeS+S2
д) 2SO2+02®2SO3
569. Первая стадия обжига колчедана:
а) 2FeS2®2FeS+S2
б) S2+202®2SO2
в) 4FeS+702®4SO2+2Fe2O3
г) 4FeS2+1102®8SO2+2Fe2O3
д) 2SO2+02®2SO3
570. Примеси обжигового газа, вызывающие отравление катализатора окисления диоксида серы:
а) Мышьяк, фтор
б) Селен, теллур
в) Углекислый газ
г) Сероводород
д) Аммиак
571. Подготовка обжигового газа к контактному окислению SO2 необходима для:
а) Очистки от каталитических ядов
б) Получения оксидов селена и теллура
в) Охлаждения газа
г) Нагревания газа
д) Выделения SO3
572. Подготовка обжигового газа к контактному окислению SO2 необходима для:
а) Очистки от каталитических ядов мышьяка и фтора
б) Получения оксидов селена и теллура
в) Охлаждения газа
г) Очистки от каталитических ядов сероводорода
д) Очистки от каталитических ядов диоксида углерода
573. Концентрация башенной серной кислоты:
а) 75%
б) 92,5%
в) 20%
г) 99%
д) 20% своб. SO3
574. Концентрация олеума:
а) 20% своб. SO3
б) 92,5%
в) 20%
г) 99%
д) 75%
575. Состав азеотропной смеси водного раствора серной кислоты:
а) 98,3% Н2SO4
б) 68,4% Н2SO4
в) 92,5% Н2SO4
г) 20% своб. SO3
д) 99%
576. Метод ускорения процесса обжига колчедана:
а) Измельчение колчедана, турбулизация потока
б) Применение высоких температур и катализатора
в) Увеличение линейной скорости газового потока
г) Проведение процесса при повышенном давлении
д) Уменьшение линейной скорости газового потока
577. Для обеспечения оптимальной температуры обжига колчедана необходимо:
а) Отводить часть теплоты реакции встроенным охлаждающим змеевиком
б) Подводить тепло встроенным теплообменником
в) Отводить часть теплоты реакции охлаждающей водяной рубашкой
г) Подводить тело паровой рубашкой
д) Проводить процесс в адиабатических условиях
578. Для сухой очистки газа после обжига колчедана применяют:
а) Циклон
б) Промывные башни
в) Сушильные башни
г) Мокрый электрофильтр
д) Рукавный фильтр
579. Для сухой очистки газа после обжига колчедана применяют:
а) Сухой электрофильтр
б) Промывные башни
в) Сушильные башни
г) Мокрый электрофильтр
д) Рукавный фильтр
580. Содержание пыли в обжиговом газе после сухой очистки:
а) не более 50 мг/м3
б) не более 20 мг/м3
в) не более 100 мг/м3
г) не менее 30 мг/м3
д) 155 мг/м3
581. Для мокрой очистки газа после обжига колчедана применяют:
а) Промывные башни
б) Сухой электрофильтр
в) Циклон
г) Мокрый электрофильтр
д) Рукавный фильтр
582. Подготовка к контактному окислению газа, полученного при сжигании серы, включает:
а) Осушку воздуха, подаваемого на сжигание серы
б) Получение оксидов селена и теллура
в) Очистку от каталитических ядов сероводорода
г) Очистку от каталитических ядов мышьяка и фтора
д) Очистку от каталитических ядов
583. Концентрация серной кислоты, орошающей первую промывную башню:
а) 70-75%
б) 20-25%
в) 92-93%
г) 98-99%
е) 5-10%
584. Температура серной кислоты, орошающей сушильную башню:
а) 28-300С
б) 130-1500С
в) 300-3500С
г) 5-100С
д) 60-700С
585. Оптимальная концентрация серной кислоты, подаваемой в моногидратный абсорбер:
а) 98,3%
б) 99%
в) 92,5%
г) 75%
д) 25%
586. Для очистки сточных вод от крупнодисперсных взвесей применяется:
а) Отстаивание
б) Флотация
в) Коагуляция
г) Ионный обмен
д) Дистилляция
587. Для очистки сточных вод от высокодисперсных взвесей применяется:
а) Флотация
б) Осветление
в) Коагуляция
г) Ионный обмен
д) Дистилляция
588. Для очистки сточных вод от крупнодисперсных взвесей применяется:
а) Осветление
б) Флотация
в) Коагуляция
г) Ионный обмен
д) Дистилляция
589. Для очистки сточных вод от растворимых неорганических соединений применяется:
а) Ионный обмен
б) Флотация
в) Коагуляция
г) Осветление
д) Дистилляция
590. Для очистки сточных вод от растворимых неорганических соединений применяется:
а) Нейтрализацию
б) Флотация
в) Коагуляция
г) Осветление
д) Дистилляция
591. Для очистки сточных вод от растворенных газов применяется:
а) Адсорбция
б) Флотация
в) Коагуляция
г) Осветление
д) Ионный обмен
592. Для очистки сточных вод от органических соединений применяется:
а) Окисление
б) Флотация
в) Коагуляция
г) Осветление
д) Отстаивание
593. Лимитирующая стадия гетерогенно – каталитического процесса:
а) Адсорбция реагента на внутренней поверхности катализатора
б) Внутренняя диффузия
в) Внешняя диффузия
г) Химическая реакция
д) Отвод газообразного продукта из зоны реакции
594. Гетерогенно – каталитический процесс отличается от гетерогенного наличием стадии:
а) Адсорбции реагентов на поверхности катализатора
б) Подвода реагентов из объема газовой фазы к поверхности катализатора
в) Диффузии реагентов через поры твердого продукта
г) Интенсивного перемешивания
д) Отвода продукта через пограничный газовый слой
595. Укажите азотное удобрение:
а) Карбамид
б) Аммофос
в) Нитроаммофос
г) Нитрат калия
д) Аммонизированный суперфосфат
596. Химический метод очистки сточных вод:
а) Нейтрализация
б) Фильтрация
в) Отстаивание
г) Адсорбция
д) Осветление
597. Известкование воды производится для снижения:
а) Бикарбонатной щелочности
б) Общей щелочности
в) Некарбонатной щелочности
г) Основности
д) Содержания ионов железа
598. Умягчение воды - процесс удаления из воды ионов:
а) Кальция и магния
б) Алюминия и железа
в) Алюминия и меди
г) Хлора
д) Натрия
599. Для устранения постоянной жесткости используют:
а) Кальцинированную соду
б) Поваренную соль
в) Кипячение
г) Суперфосфат
д) Хлорид кальция
600. Основные компоненты синтез-газа:
а) Н2 и СО
б) Н2 и СН4
в) С2Н2 и СО
г) С4Н2 и СО2
д) Н2 и Н2О
601. Температура кристаллизации безводной 100%-ной серной кислоты:
а) 10,70С
б) 15,60С
в) 250С
г) 400С
д) 50,20С
602. Природный газ перед конверсией подвергают очистке от:
а) Сернистых соединений
б) Углекислого газа
в) Фтористых соединений
г) Влаги
д) Ароматических соединений
603. Для очистки природного газа от сернистых соединений применяют:
а) Гидрирование
б) Никелирование
в) Нейтрализацию
г) Окисление
д) Конверсию
604. Температура первой стадии очистки природного газа от сернистых соединений:
а) 350-4000С
б) 200-2400С
в) 120-1500С
г) 550-6000С
д) 250-2800С
605. Давление первой стадии очистки природного газа от сернистых соединений:
а) 2-4 МПа
б) 1,2-1,4 МПа
в) 0,73 МПа
г) 30 МПа
д) 10-15 МПа
606. Катализатор первой стадии очистки природного газа от сернистых соединений:
а) Al-Co-Mb
б) Al-Ni-Fe
в) Ni-Cu-Fe
г) Fe-Ni
д) Cu-Co
607. Вторая стадия очистки природного газа от сернистых соединений:
а) Хемосорбция поглотителем на основе оксида цинка
б) Хемосорбция поглотителем на основе оксида магния
в) Хемосорбция поглотителем на основе оксида железа
г) Хемосорбция поглотителем на основе железа
д) Хемосорбция поглотителем на основе активированного угля
608. Кислородная конверсия природного газа описывается уравнением реакции:
а) CH4+0,5O2=CO+2H2O
б) CH4+H2O=CO+3H2
в) CO+ H2O=CO2+H2
г) ZnO+ H2S=ZnS+H2O
д) CO2+2RNH2+H2O=(RNH3)2CO3
609. Паровая конверсия природного газа описывается уравнением реакции:
а) CH4+H2O=CO+3H2
б) CH4+0,5O2=CO+2H2O
в) CO+ H2O=CO2+H2
г) ZnO+ H2S=ZnS+H2O
д) CO2+2RNH2+H2O=(RNH3)2CO3
610. Температура парокислородной конверсии метана:
а) 8000С
б) 1500С
в) 3000С
г) 3500С
д) 600С
611. Катализатор парокислородной конверсии метана:
а) Никелевый
б) Кобальтовый
в) Медный
г) Железный
д) Ванадиевый
612. Температура конверсии оксида углерода на железо-хромовом катализаторе:
а) 450-5000С
б) 150-1800С
в) 200-3000С
г) 550-6500С
д) 60-1000С
613. Температура конверсии оксида углерода на цинк-хром-медном катализаторе:
а) 200-3000С
б) 150-1800С
в) 450-5000С
г) 550-6500С
д) 60-1000С
614. Катализатор конверсии оксида углерода, проводимой при температуре 450-5000С:
а) Железо-хромовый
б) Цинк-хром-медный
в) Никелевый
г) Кобальтовый
д) Ванадиевый
615. Низкотемпературный катализатор конверсии оксида углерода:
а) Цинк-хром-медный
б) Железо-хромовый
в) Никелевый
г) Кобальтовый
д) Ванадиевый
616. Наиболее распространенный способ очистки азотоводородной смеси от СО2 :
а) Раствором моноэтаноламина
б) Раствором поташа
в) Водой
г) Метанолом
д) Раствором едкого натра
617. Температура моноэтаноламиновой очистки азотоводородной смеси от СО2:
а) 25-400С
б) 150-1800С
в) 200-3000С
г) 100-1200С
д) 60-1000С
618. Параметр технологического режима:
а) Температура
б) Качество продукта
в) Степень превращения
г) Селективность
д) Скорость процесса
619. Параметр технологического режима:
а) Давление
б) Качество продукта
в) Степень превращения
г) Селективность
д) Скорость процесса
620. Параметр технологического режима:
а) Концентрация
б) Качество продукта
в) Степень превращения
г) Селективность
д) Скорость процесса
621. Параметр технологического режима:
а) Линейная скорость потоков
б) Качество продукта
в) Степень превращения
г) Селективность
д) Скорость процесса
622. Принцип, определяющий основные закономерности химической кинетики-
общая скорость процесса определяется:
а) Скоростью самой медленной стадии
б) Пропорционально применяемому давлению
в) Пропорционально продолжительности процесса
г) Скоростью диффузионных процессов
д) Скоростью масообмена
623. Принцип, определяющий основные закономерности химической кинетики-
общая скорость процесса:
а) Пропорциональна концентрации реагирующих веществ
б) Пропорциональна применяемому давлению
в) Пропорционально продолжительности процесса
г) Определяется скоростью диффузионных процессов
д) Определяется скоростью массообмена
624. Химическое равновесие (w1 и w2 -скорости прямой и обратной реакций) определяется как:
а) w1=w2
б) w1¹w2
в) w1<w2
г) w1>w2
д) w1³w2
625. Как определяется константа равновесия:
а) Отношением констант скоростей прямой и обратной реакций
б) Отношением констант скоростей обратной и прямой реакций
в) Отношением скоростей реакций
г) Отношением скоростей прямой и обратной реакций
д) Отношением констант скоростей побочных реакций
626. Фактор, влияющий на химическое равновесие:
а) Температура
б) Скорость реакции
в) Объем реагентов
г) Энтальпия
д) Энтропия
627. Фактор, влияющий на химическое равновесие:
а) Давление
б) Скорость реакции
в) Объем реагентов
г) Энтальпия
д) Энтропия
628. Фактор, влияющий на химическое равновесие:
а) Концентрация
б) Скорость реакции
в) Объем реагентов
г) Энтальпия
д) Энтропия
629. Один из признаков классификации реакторов:
а) Гидродинамический режим
б) Условия теплообмена
в) Выход и качество продукта
г) Расходные коэффициенты и расход энергии
д) Селективность и активность
630. Один из признаков классификации реакторов:
а) Температурный режим
б) Условия теплообмена
в) Выход и качество продукта
г) Расходные коэффициенты и расход энергии
д) Селективность и активность
631. Один из признаков классификации реакторов:
а) Способ организации процесса
б) Условия теплообмена
в) Выход и качество продукта;
г) Расходные коэффициенты и расход энергии
д) Селективность и активность
632. По гидродинамическому режиму реакторы подразделяются на:
а) Смешения и вытеснения
б) Адиабатические и изотермические
в) Периодические и непрерывные
г) Стационарные и нестационарные
д) Емкостные и башенные
633. По температурному режиму реакторы подразделяются на:
а) Изотермические и адиабатические
б) Смешения и вытеснения
в) Периодические и непрерывные
г) Стационарные и нестационарные
д) Емкостные и башенные
634. По способу организации процесса реакторы подразделяются на:
а) Периодические и непрерывные
б) Стационарные и нестационарные
в) Емкостные и башенные
г) Смешения и вытеснения
д) Адиабатические и изотермические
635. Основные технологические операторы:
а) Химическое превращение, межфазный массообмен, смешение, разделение
б) Нагревание, сжатие, изменение агрегатного состояния
в) Химическое превращение, нагревание, охлаждение
г) Химическое превращение, охлаждение, изменение агрегатного состояния
д) Нагревание, расширение, межфазный массообмен
636. Вспомогательные технологические операторы:
а) Нагревание (охлаждение), сжатие (расширение), изменение агрегатного состояния
б) Химическое превращение, межфазный массообмен, смешение
в) Химическое превращение, нагревание, охлаждение
г) Химическое превращение, охлаждение, изменение агрегатного состояния
д) Нагревание (охлаждение), межфазный массообмен
637. Цель анализа ХТС:
а) Выявление структурных особенностей, определение порядка расчета элементов ХТС и получение количественных оценок ее основных свойств
б) Обеспечение наиболее высоких технико-экономических показателей ХТС
в) Создание новых и совершенствование действующих ХТС, определение порядка расчета элементов ХТС
г) Обеспечение оптимального технологического режима ХТС
д) Обеспечение наибольшей производительности ХТС
638. Цель синтеза ХТС:
а) Проектирование новой и реконструкция действующей ХТС
б) Выявление структурных особенностей элементов ХТС
в) Обеспечение наиболее высоких технико-экономических показателей ХТС
г) Обеспечение оптимального технологического режима ХТС
д) Обеспечение наибольшей производительности ХТС
639. Технологическая топология:
а) Порядок соединения отдельных аппаратов в технологической схеме
б) Порядок соединения вспомогательных аппаратов в технологической схеме
в) Порядок соединения основных аппаратов в технологической схеме
г) Порядок соединения аппаратов в функциональной схеме
д) Порядок соединения аппаратов в операторной схеме
640. Цель оптимизации ХТС:
а) Обеспечение наиболее высоких технико-экономических показателей ХТС
б) Определение порядка расчета элементов ХТС и получение количественных оценок ее основных свойств
в) Создание новых и совершенствование действующих ХТС
г) Обеспечение оптимального технологического режима ХТС
д) Обеспечение наибольшей производительности ХТС
641. Достоинства метода ДК-ДА производства H2SO4:
а) Высокая степень окисления SO2
б) Высокая концентрация H2SO4
в) Низкая температура окисления SO2
г) Низкий выход H2SO4
д) Малое количество примесей в газе
642. Концентрация H2SO4, обеспечивающая высокую степень абсорбции SO3:
а) 98,3%
б) 75%
в) 92,5%
г) 20%
д) 99%
643. Оптимальная температура первой стадии производства серной кислоты из колчедана:
а) 8000C
б) 5000C
в) 6000C
г) 7000C
д) 4400C
644. Объемная скорость газовой смеси при синтезе аммиака:
а) 15-25 тыс. ч-1
б) 5-10 тыс.ч-1
в) 30-40 тыс.ч-1
г) 50-100 тыс.ч-1
д) 45-50 тыс.ч-1
645. Абсорбция NO2 осуществляется при температуре:
а) 20-350С
б) 80-900С
в) 100-1500С
г) 400-4500
д) 850-9000С
646.Энергетическая характеристика твердого топлива:
а) Количества тепла, выделяемого при сжигания 1 кг топлива (КДж)
б) Количества тепла, выделяемого при сжигания 1 л топлива (КДж)
в) Влажность
г) Летучесть
д) Зольность
647. Энерготехнологическая система обеспечивает:
а) Полное использование сырья и энергии
б) Постоянство параметров процесса
в) Постоянство температуры процесса
г) Высокую спенеь превращения
д) Комплексное использование сырья
648. Температурный режим коксования угля:
а) 900-10500С
б) 300-5000С
в) 100-1500С
г) 400-4500С
д) 750-8000С
649. Печи, применяемые для коксования угля:
а) Коксовая
б) Шахтная
в) Барабанная
г) Кипящего слоя
д) Доменная
650. Термический крекинг нефти осуществляется при температуре:
а) 470 –5400С
б) 300-350 0С
в) 1550-16000С
г) 420-4400С
д) 550-6000С
651. Термический крекинг осуществляется при давлении:
а) 2-7 МПа
б) 1,5-2,0 МПа
в) 0,5-1,5 МПа
г) 10-15 МПа
д) 7,5-8,5 МПа
652. Температурный режим бензиновой фракции:
а) 30-1600С
б) 300-3500С
в) 450-5500С
г) 350-5000С
д) 200-2200С
653. Температурный режим лигроиновой фракции:
а) 1600-2000С
б) 300-3500С
в) 450-5500С
г) 350-5000С
д) 200-2200С
654. Температурный режим керосиновой фракции:
а) 2000-3000С
б) 300-3500С
в) 450-5500С
г) 1600-2000С
д) 30-1600С
655. Температурный режим соляровой фракции:
а) 300-3500С
б) 2000-3000С
в) 450-5500С
г) 1600-2000С
д) 30-1600С
Дата публикования: 2015-10-09; Прочитано: 269 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
