 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Выбор вида и opганизационной формы производственноrо процесса сборки изделий
|
|
На основе изучения назначения изделия, его сборочных и рабочих чертежей, а также намеченного объема выпуска изделия в целом и его сборочных единиц выбирают вид и организационную форму процесса сборки. На рис. 13.2 по казаны возможные организационные формы производственного процесса сборки.
По виду производственного процесса сборка может быть поточной и
непоточной, каждую из которых разделяют на стационарную и подвижную. Поточную подвижную сборку осуществляют с периодическим и непрерывным движением собираемого объекта. При большом числе подлежащих изготовлению изделий или их сборочных единиц следует выяснить экономичность использования поточной сборки. если конструкция изделия обладает достаточной жесткостью базирующей детали и сравнительно небольшой массой. то целесообразно выбрать подвижную сборку с непрерывным перемещением собираемого изделия.
В противном случае следует остановиться на подвижной сборке с периодическим перемещением собираемого изделия.
Изделия большой массы при относительно небольшом их числе экономично собирать с использованием поточной сборки с периодически перемещающимися бригадами рабочих от oднoгo собираемого объекта к дpyгoму.
С уменьшением числа изделий, подлежащих изготовлению, когда использование поточной сборки становится неэкономичным, следует применять непоточную сборку с перемещающимися объектами. При единичном изготовлении изделий или небольшом их числе используют непоточную стационарную сборку.
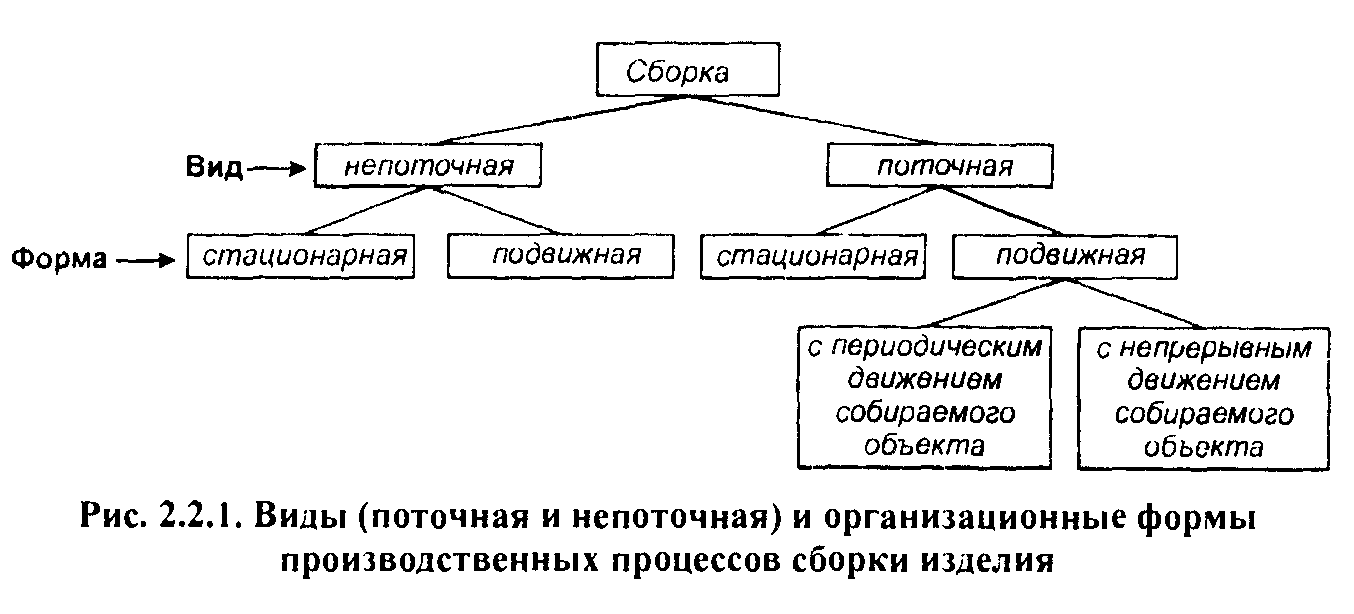
Рисунок 13.2 – Виды и организационные формы сборки
Непоточная стационарная сборка характеризуется неизменным положением собираемого объекта на одном рабочем месте, которое оснащают необходимой оснасткой, и сборку выполняет один рабочий или бригада. Цикл сборки увеличивается, так как рабочие в большинстве случаев вынуждены работать последовательно. Неподвижность объекта позволяет свести к минимуму влияние на точность изделия упругих деформаций при недостаточно жесткой базирующей детали.
Для облегчения труда рабочие места или стенды обычно оборудуюуниверсальными приспособлениями и подъемно-транспортными средствами. Трудности организации ритмичной работы при работе бригадой обусловлены изменениями трудоемкости, цикла сборки, что порождает неравномерность ритма выпуска изделий.
Число рабочих мест или стендов для параллельной сборки одинаковых объектов

где То - расчетная трудоемкость всех переходов сборки одного объекта; Тс - расчетная трудоемкость переходов, выполнение которых совмещено во времени с друrими; Т - расчетный такт сборки.
Непоточную стационарную сборку экономично использовать в единичном и мелкосерийном производствах. С увеличением числа собираемых объектов целесообразно переходить к непоточной подвижной сборке.
Непоточная подвижная сборка характеризуется тем, что собираемый объект перемещается от oднoгo рабочего места к дpyгoму. Сборочные операции на каждом рабочем месте выполняют рабочий или бригада рабочих. При такой сборке значительно изменяется продолжительность операции, в связи с чем предусматривают межоперационные заделы.
Число рабочих мест, которые последовательно должен пройти собираемый объект,

где tп расчетное время, необходимое для перемещения собираемого объекта от одного рабочего места до последующего; g1 - число параллельных потоков, необходимых для параллельной сборки одинаковых собираемых объектов, в зависимости от объема выпуска;

где Топ.нб - продолжительность наиболее длительной сборочной операции.
Рабочие места оборудуют верстаками, стеллажами для сборочных единиц и деталей, монтажно-сборочным и контрольно-измерительными инструментами, транспортными средствами типа роликового конвейера, тележками различного рода. Непоточную подвижную сборку экономично использовать в серийном производстве.
Поточная стационарная сборка характеризуется тем, что собираемые объекты остаются на рабочих местах, а рабочие одновременно переходят от одних собираемых объектов к друrим через определенные промежутки времени. Каждый рабочий выполняет определенную операцию.
Число рабочих или бригад

где tр - расчетное время для перехода рабочих от oднoгo собираемого объекта к дpyroму; g2 - число параллельных потоков,

Основным преимуществом поточной стационарной сборки является работа с установленным тактом выпуска, что позволяет достигнуть высокoгo ритма выпуска изделий, Kopoткoгo цикла сборки, высокой производительности труда.
Поточную стационарную сборку экономично использовать в серийном производстве изделий, отличающихся недостаточной жесткостью базирующихся деталей, большими размерами и массой (например, aвтoбусы, тяжелые станки и т.д.). При дальнейшем увеличении объема вы-пуска изделий и сборочных единиц экономичной становится поточная подвижная сборка.
Поточная подвижная сборка характеризуется тем, что собираемый объект перемещается непрерывно или периодически через равные промежутки времени. Для перемещения собираемых объектов используются различного рода конвейеры: ленточные, цепные, штанговые, рамные и др.
При поточной сборке каждую рабочую позицию или участок, располагаемый вдоль конвейера, оборудуют всеми приспособлениями для сборки, сборочно-монтажным и измерительным инструментом. стеллажами для сборочных единиц и деталей, необходимых по ходу сборки.
В случае сборки с непрерывным перемещением собираемого объекта каждый рабочий проводит сборку, перемещаясь со скоростью движения конвейера на длину сборочной позиции, и затем возвращается в исходное положение. В связи с этим скорость движения конвейера, лимитируемая физиологическими возможностями человека,

где L - длина собираемого объекта в направлении движения конвейера; l1 - промежуток между собираемыми объектами, необходимый для удобства сборки: g3 - число параллельных потоков, необходимых для параллельной сборки объектов в зависимости от заданного объема выпуска.
При снижении скорости конвейера увеличивается число параллельных потоков

где t пl - расчетное время. необходимое рабочему для возвращения в исходное положение после выполнения операции.
Число рабочих мест или позиций при сборке:
с непрерывным движением собираемого объекта

с периодическим движением собираемого объекта

Длина рабочей части конвейера

Поточную сборку с перемещением собираемых объектов отличает от сборки других видов более высокая производительность, наименьший цикл, равномерный ритм выпуска продукции и более высокие технико-экономические показатели, К недостаткам следует отнести 'значительные первоначальные затраты на изготовление и установку сборочного оборудования. Поточную подвижную сборку экономично использовать в крупносерийном и массовом производстве изделий.
Из Bceгo приведенного разнообразия форм организации производственнoгo процесса сборки при разработке технологического процесса сборки надо выбирать наиболее эффективную для конкретных условий производства. Решающим фактором является количество изделий, подлежащих изготовлению с учетом нижеследующих рекомендацийЖ
1. При больших количествах подлежащих изготовлению изделий или их сборочных единиц следует выяснить экономичность использования поточного вида сборки. Если конструкция изделия обладает достаточной жесткостью базирующей детали и отличается сравнительно небольшой массой, целесообразно выбрать подвижную сборку с непрерывным перемещением собираемого изделия; в противном случае следует остановиться на подвижной сборке с прерывистым перемещением собираемогo изделия.
2. Изделия большой массой при относительно небольших количествах экономично собирать с использованием поточного вида сборки и с периодически перемещающимися бригадами рабочих от oднoгo собираемого объекта к дpyгoму,
3. С уменьшением количества изделий, подлежащих изготовлению, кoгдa использование поточного вида сборки становится не экономичным, следует применить непоточный вид сборки с перемещающимися объектами.
4. При единичном изготовлении машин или малых их количествах приходится использовать непоточный вид стационарной сборки.
Дата публикования: 2015-09-18; Прочитано: 972 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
