 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Литье в кокиль. Кокилъное литье – способ получения фасонных отливок в металлических формах – кокилях
|
|
Кокилъное литье – способ получения фасонных отливок в металлических формах – кокилях.
При получении отливок в кокиле заполнение формы сплавом и его затвердевание происходит без какого-либо внешнего воздействия, т.е. посредством свободной заливки расплавленного металла в многократно используемые металлические формы.
Кокиль – металлическая литейная многократно используемая форма, состоящая из двух или более частей в зависимости от сложности конфигурации отливки.
Кокили изготавливают из чугуна, стали, медных и алюминиевых сплавов. Полости в отливках получают с помощью песчаных, оболочковых или металлических стержней.
По наличию разъемных частей и расположению в пространстве поверхности раздела различают кокили неразъемные (вытряхные) (a) и разъемные со стержнями, с охлаждением или без него.
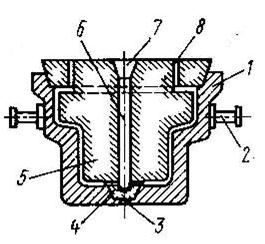
Рис. 1.28. Конструкция вытряхного (неразъеменого) кокиля для олюминиевой отливки: 1 – корпус кокиля, 2 – цапфы для поворота кокиля при выбивке отливки, 3 – вентиляционные отверстия, 4 – стержневая вставка, 5 – стержень с верхним нрибовидным знаком, 6 – стояк, 7 – литниковая воронка, 8 – выпоры.
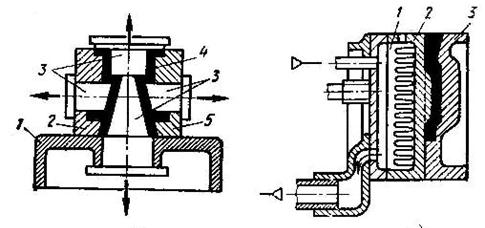
а) б)
Рис. 1.29. Конструкции кокилей: а ) – разъемного со стержнями: 1 – плита основания кокиля. 2 –левая полуформа, 3 – металлические стержни, 4 – отливка, 5 – правая полуформа; б ) – с водяным охлаждением левой полуформы: 1- полость в левой полуформе для подачи в нее воды, 2 – левая полуформа, 3 – правая полуформа
Технологический процесс литья в кокиль требует специальной подготовки кокиля к заливке, и включает следующие операции:
очистку рабочей поверхности кокиля от остатков отработанного покрытия, загрязнений и ржавчины;
нанесение (пульверизатором или кистью) на предварительно подогретые рабочие поверхности кокиля специальных теплоизоляционных слоев и противопригарных красок;
нагрев или охлаждение кокиля до оптимальной (для каждого сплава) температуры в пределах 115—475 ° С;
сборку формы;
заливку расплава в форму;
охлаждение отливок до установленной температуры выбивки;
разборку кокиля с извлечением отливки.
Для удаления воздуха и газов из рабочих полостей кокилей широко используют естественные зазоры между элементами формы — разъемные и неразъемные стыки деталей кокиля. По этим стыкам устраивают газоотводные (вентиляционные) каналы глубиной 0,2—0,5 мм, выполняя их в виде рисок-насечек или тонких щелей. Глубокие полости вентилируются через специально устанавливаемые в стенках кокиля вентиляционные пробки и игольчатые вставки, имеющие газоотводные зазоры.
Благодаря более высоким теплофизическим характеристикам, стальной кокиль быстрее, чем песчаные формы, отводит теплоту. Температуропроводность стальной формы примерно в 40 раз больше, чем формы из сухой песчаной смеси  Кроме того, удельная объемная теплоемкость алюминиевого сплава вдвое больше теплоемкости песчаной формы и вдвое меньше удельной объемной теплоемкости кокиля. В частности, в результате действия всех этих факторов время остывания от температуры заливки до температуры начала кристаллизации при переходе от песчаной формы к кокилю сокращается более, чем в 600 раз.
Кроме того, удельная объемная теплоемкость алюминиевого сплава вдвое больше теплоемкости песчаной формы и вдвое меньше удельной объемной теплоемкости кокиля. В частности, в результате действия всех этих факторов время остывания от температуры заливки до температуры начала кристаллизации при переходе от песчаной формы к кокилю сокращается более, чем в 600 раз.
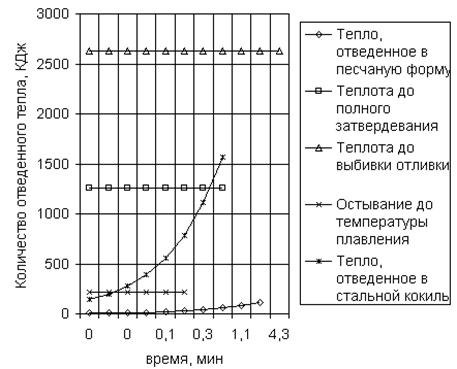
Рис. 1.30. Зависимости количества тепла, отведенного в стальной кокиль и в песчаную форму
На рис. 1.30 представлены зависимости количества теплоты, отведенного в песчаную и стальную литейные формы от времени. Расчеты проводились по формуле (1.48).
За равное время в металлическую форму отводится значительно большее количество теплоты, чем в песчаную.
Так (см. табл.1.2) коэффициенты аккумуляции тепла  сухой песчаной смеси и стали, соответственно, равны 0,49 и 13,24
сухой песчаной смеси и стали, соответственно, равны 0,49 и 13,24  , т.е. при прочих равных условиях в стальной кокиль будет отводится в 27 раз больше теплоты, чем в форму из сухой песчаной смеси (рис.1.30).
, т.е. при прочих равных условиях в стальной кокиль будет отводится в 27 раз больше теплоты, чем в форму из сухой песчаной смеси (рис.1.30).
При литье в металлические формы кристаллизация алюминиевой отливки происходит за очень малое время. При этом наиболее быстро кристаллизация осуществляется при прочих равных условиях при литье холодный стальной кокиль. При предварительном подогреве кокиля скорость кристаллизации отливки уменьшается (рис.1.31).
На рис. 1.31. представлены результаты расчета зависимости толщины затвердевшего слоя от времени (см. формулу 1.40) от времени для различных материалов и состояний литейной формы.
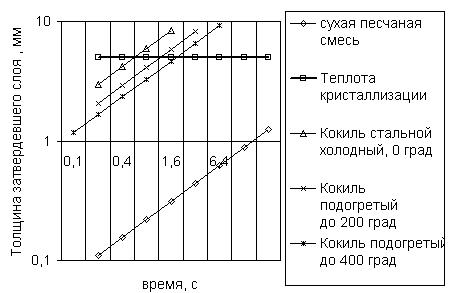
Рис. 1.31. Влияние материала литейной формы (стальной кокиль и сухая песчаная смесь) и температуры ее подогрева на зависимости толщины затвердевшего слоя от времени при литье алюминиевого кубика размерами 100 мм*100 мм*100 мм
С помощью толкателей извлекают отливки из кокиля. Металлический стержень извлекается из отливки до ее удаления из кокиля. После этого отливки подвергаются обрубке, в случае необходимости – очистке или термической обработке.
Операции технологического процесса литья в кокиль обычно механизированы и автоматизированы.
Наибольшую стойкость кокили имеют при изготовлении отливок из легкоплавких сплавов, имеющих, соответственно, меньшую температуру заливки металла в форму: цинковые, алюминиевые и магниевые сплавы. Наименьшую стойкость имеют кокили при изготовлении крупных стальных отливок.
Для повышения стойкости кокилей и регулирования скорости отвода тепла в крупносерийном и массовом производствах применяют литье в облицованные кокили. В этом случае кокиль выполняет роль опорной, упрочняющей части литейной формы. Рабочие поверхности литейной формы перед каждой заливкой покрываются (облицовываются) слоем песчано-смоляной смеси (толщиной 6-8 мм). Облицованные кокили исключают опасность быстрого охлаждения металла и связанные с этим недостатки. Этим методом изготавливают, например, из высокопролчного чугуна коленчатые валы дизельных двигателей [15].
Стойкость кокилей зависит от температуры заливки литейного сплава и размеров отливки (табл. 1.5, рис. 1.32) [15].
Таблица 1.5.
Рациональные температуры заливки различных сплавов
| Сплавы: | Цинко-вые | Алюми- Ниевые | Магниевые | Медные | Чугун | Сталь |
| Темпе-ратура залив-ки, °С: | 420 -480 | 660 -770 | 680-780 | 1000 - 1180 | 1280 - 1400 | 1420 - 1560 |
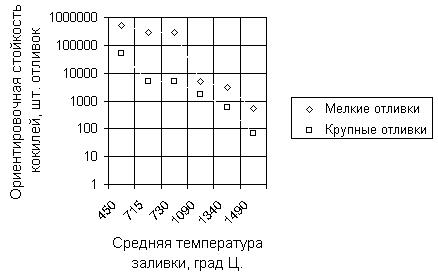
Рис. 1.32. Зависимости ориентировочной стойкости кокилей от температуры заливки сплавов (см. табл. 1.5.)
В связи с высокой скоростью затвердевания при литье в кокиль тонкостенных отливок возникают проблемы. В частности поверхности чугунных отливок отбеливаются, т.е. в поверхностном слое образуется цементит  , поверхности стальных легированных отливок - закаливаются, жидкотекучести сплава недостаточно для заполнения узких полостей литейной формы, увеличиваются усадочные раковины, возникают трещины в отливках и т.д.
, поверхности стальных легированных отливок - закаливаются, жидкотекучести сплава недостаточно для заполнения узких полостей литейной формы, увеличиваются усадочные раковины, возникают трещины в отливках и т.д.
Скорость отвода теплоты, а, следовательно, и интенсивность затвердевания отливки, а также ее отдельных частей регулируют температурой предварительного подогрева кокиля и толщиной теплоизоляционной краски.
Чтобы уменьшить слишком быстрый отвод тепла непосредственно после заливки в него расплавленного металла, кокиль предварительно нагревают. Однако это уменьшает теплоемкость кокиля. Поступающее в него тепло дополнительно прогревает кокиль, в связи с чем скорость отвода тепла со временем уменьшается. При изготовлении крупных отливок, чтобы сохранить скорость отвода тепла, а, следовательно, и скорость кристаллизации металла на оптимальном уровне, а также обеспечить возможность отвода большего количества тепла от охлаждаемого расплава и отливки, начиная с определенного момента времени, кокиль принудительно охлаждают проточной водой или продувкой воздухом (см. рис 1.29,б).
Охлаждение отливок и формы осуществляют до достижения температуры выбивки, соответствующей 0,6-0,8 температуры плавления сплава.
Преимуществами кокильного литья являются: возможность многократного использования форм; удобства автоматизации процесса труда; хорошие механические свойства отливок, обусловленные их мелкозернистой структурой, формирующейся в условиях интенсивного теплообмена между отливкой и кокилем; высокая геометрическая точность размеров и малая шероховатость поверхности отливок; снижение припусков на механическую обработку; сокращение расхода формовочной смеси.
Высокая прочность кокиля позволяет изготовлять отливки с точными размерами, меньшими припусками на механическую обработку, чем при литье в песчаные формы.
Литье в кокиль обеспечивает точность размеров отливок 5-8 класса и шероховатость поверхности 4-6 класса, что близко к показателям отливок, изготавливаемых по выплавляемым моделям и под давлением. Литьем в кокиль получают отливки из чугуна, стали, алюминиевых, магниевых и других сплавов в серийном и массовом производствах.
Недостатками литья в кокиль являются: трудоемкость изготовления кокилей, их высокая стоимость, отсутствие податливости, особенно при получении сложных фасонных отливок из легированных сталей и тугоплавких металлов. Кокильное литье применяется в массовом и серийном производстве для изготовления отливок из чугуна, стали, цветных сплавов с толщиной стенок от3 до100 мм, массой от нескольких граммов до нескольких сотен килограммов.
Дата публикования: 2014-10-25; Прочитано: 2243 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
