 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Экономические факторы обработки резания
|
|
Время необходимое для обработки одной заготовки называется штучным временем.
 tшт=tо+ tв+ tоб+ tп
tшт=tо+ tв+ tоб+ tп
tо – основное (технологическое или машинное) время, то есть время, затраченное на работу резания, в процессе которого идет изменение размеров, формы, свойств обрабатываемой заготовки.
tв – вспомогательное время необходимое для включения и выключения станка, подачи, установку и снятие заготовки.
tоб – время обслуживания рабочего места и поддержание оборудования, приспособлений, инструментов в рабочем состоянии.
 tп – время на отдых рабочего, то есть время регламентированных перерывов, отнесенное к одной заготовке.
tп – время на отдых рабочего, то есть время регламентированных перерывов, отнесенное к одной заготовке.
Производительность Q работы за определенный промежуток времени об-ратно пропорциональна штучному времени.
Т – прдолжительность определенного отрезка времени (смена и т.п.) в единицу штучного времени tшт.
Сумма tо+tв – называется оперативным временем и составляет до 90% штучного времени. Снижение его оперделяет возможность повышения производительности.
Сумма tоб+tп – называется дополнительным (прибавочным) временем, и определя-ется по нормативам.
 Lp - длина расчетного пути инструмента
Lp - длина расчетного пути инструмента
i – число рабочих ходов (проходов)
n – число оборотов шпинделя
So – подача на оборот.
Основное технологическое время топри резании определяется как частное от деления расчетного пути на скорость относительного перемещения инструмента и заготовки.
Расчетный путь Lp помимо длины обрабатываемой части заготовки включает дополнительное перемещение на врезание и перебег инструмента.
 l1 – путь врезания инструмента
l1 – путь врезания инструмента
l – длина обрабатываемой части заготовки
l2 – перебег инструмента
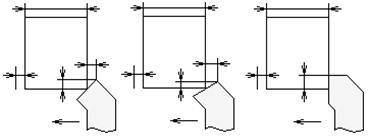 |








 Врезание зависит от конфигурации инструмента и глубины резания.
Врезание зависит от конфигурации инструмента и глубины резания.




 Величина перебега определяется габаритами инструмента и заготовки. Она нужна для гарантированного окончания обработки заданной поверхности.
Величина перебега определяется габаритами инструмента и заготовки. Она нужна для гарантированного окончания обработки заданной поверхности.


 z – глубина припуска,
z – глубина припуска,
 t – глубина резания,
t – глубина резания,
 i – число рабочих ходов (проходов).
i – число рабочих ходов (проходов).
Cкорость резания V тем больше, чем больше глубина



 резания.
резания.
 Основное (машинное) время уменьшается с ростом элементов режима резания, то есть с ростом скорости резания, увеличением подачи и глубины резания. В идеале число рабочих ходов i равно единице.
Основное (машинное) время уменьшается с ростом элементов режима резания, то есть с ростом скорости резания, увеличением подачи и глубины резания. В идеале число рабочих ходов i равно единице.
Дата публикования: 2014-11-18; Прочитано: 450 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
