 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
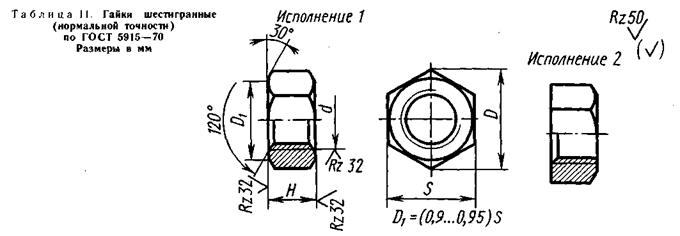
Размеры в мм
|
|
| . Шаг резьбы | 0,02—0,4 | 0,45—0,6 | 0,7—0,8 | 1; 1,25 | 1,5; 1,75 | 2; 2,5 | 3; 3,5 | 4; 4,5 | 5-6 |
| Выход конца винта а | 0,4—1 | 0,5—1,5 | 1—2 | 1,5-2,5 | 2—3 | 3,5—4 | 3-5 | 4—7 | 6—10 |
|
| Номинальный диаметр резьбы d | (14) | (18) | (22) | (27) | ||||||||||
| Шаг резьбы. | ||||||||||||||
| крупный | 1,25 | 1,5 | 1,75 | 2,5 | 2,5 | 2,5 | 3,5 | |||||||
| мелкий | 0,75 | 1,25 | 1,25 | 1,5 | 1,5 | 1,5 | 1,5 | 1,5 | ||||||
| Размер «под ключ» S номи- | ||||||||||||||
| нальный | ||||||||||||||
| Диаметр описанной окружно- | 10,9 | 14,2 | 18,7 | 20,9 | 24,3 | 26,6 | 29,9 | 33,3 | 35,0 | 39,6 | 45,2 | 50,9 | 60,8 | 83,4 |
| сти D, не менее | ||||||||||||||
| Высота Н номинальная |
Примечание. Гайки с размерами, заключенными в скобки, применять не рекомендуется.
Таблица 12. .Шайбы по ГОСТ 11371—78 и шайбы увеличенные по ГОСТ 6958—78
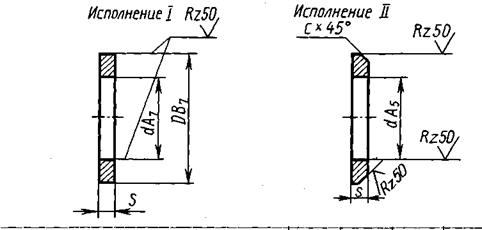
| Обо- | |||||||
| зна- | Диаметр стержня крепежной детали | ||||||
| чение | |||||||
| d | Шайбы по ГОСТ 11371—78 | 6,4 | 8,4 | 10,5 | |||
| Шайбы увеличенные по ГОСТ 6958—78 | 6,4 | 8,4 | 10,5 | ||||
| D | Шайбы по ГОСТ 11371—78 | 12,5 | |||||
| Шайбы увеличенные по ГОСТ 6958—78 | |||||||
| S | Шайбы по ГОСТ 11371—78 | 1,6 | 1,6 | 2,0 | 2,5 | 2,5 | |
| Шайбы увеличенные по ГОСТ 6958—78 | 1,6 | 2,0 | 2,5 | 3,0 | 4,0 | ||
| с | Высота фаски по ГОСТ 11371—78 | — | — | — | — | — | — |
| Высота фаски по ГОСТ 6958—78 | 0,4 | 0,5 | 0,6 | 0,8 | 0,8 | 1,0 |
П р и м е ч а ни е. Пример условного обозначения — шайба, исполнение 1 диаметром 12 мм, из материала подгруппы Q0 покрытием
по группе 5 ГОСТ 1759—70, условленной толщины:. Шайбы 12 — 005 ГОСТ 11371—78.
| Таблица 13. Шпильки ГОСТ 22032—76 |
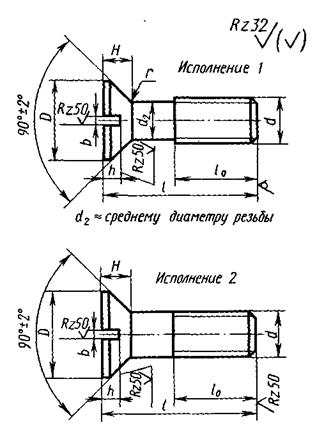
Таблица 14. Винты с потайной головкой
ГОСТ 17475—80
|
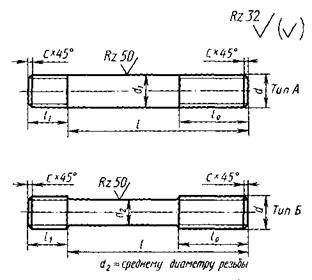
| Длина шпильки / | Номинальный диаметр резьбы d | , мм | ||||
| (без резьбового | ||||||
| ввинчиваемого конца /), мм | ||||||
| Длина резьбового конца сбега резьбы, мм | U без | |||||
| — | — | — | ||||
| — | — | — | ||||
| — | — | — | ||||
| — | — | — | ||||
| 26. | ||||||
Примечание. Длина U ввинчиваемого резьбового кон-
ца d = d для резьбовых отверстий в стальных, бронзовых и
латунных деталях с достаточной пластичностью; li = \,25d для
резьбовых отверстий в деталях из ковкого и серого чугуна;
/i = 2d для резьбовых отверстий в деталях из мягких сплавов.
| Обозна- | Размеры | , мм | |||||
| чение | |||||||
| d | |||||||
| D | 7,4 | 11,0 | 14,5 | 21,5 | 23,5 | ||
| И | 6,0 | 5,5 | 6,5 | ||||
| Ь | 1,0 | 1,6 | 2,5 | ||||
| h | 1,1 | 1,5 | 2,0 | 2,5 | 3,5 | ||
| г | 0,35 | 0,6 | 1,1 | 1,6 | 1,6 | 1,6 |
Таблица 15. Определение длины резьбы винта.
Размеры в мм
| Номиналь- | |||
| ный диаметр резьбы d | Длина винта 1 | Длина | резьбы /о |
| Винты с потайной г | оловкой | ||
| (ГОСТ 17475— | S0) | ||
| От 7 до 70 | С 20 по | 70= 14 | |
| » 8» 70 | » 25 * | 70= 18 | |
| » 12» 70 | » 32» | 70 = 22 | |
| » 20» 70 | » 38» | 85 = 26 | |
| > 22» 85 | » 42» | 85=30 | |
| » 25» 90 | » 48» | 90= 34 | |
| » 30» 95 | » 55» | 95= 38 |
| Номиналь- | ||
| ный диаметр резьбы d | Длина винта / | Длина резьбы /0 |
| Винты с цилиндрической головкой (ГОСТ 1491—80) | ||
| От 4 до 70 | С 18 по 70= 14 | |
| » 6» 70 | » 22» 70= 18 | |
| » 12» 70 | » 28» 70 = 22 | |
| » 18» 70 | » 32» 70 = 26 | |
| » 22» 85 | » 35» 85 = 30 | |
| » 25» 90 | » 40 > 90 = 34 | |
| » 30 * 90 | » 45» 95 = 38 | |
| Винты с полукруглой (ГОСТ 17473— | головкой | |
| От 4 до 70 | С 18 по 70= 14 | |
| » 7» 70 | » 22» 70= 18 | |
| » 12» 70 | » 28» 70 = 22 | |
| » 18» 70 | » 32» 70 = 26 | |
| » 22» 85 | » 35» 85 = 30 | |
| » 25» 90 | » 40» 90 = 34 | |
| » 30 » 95 | » 45» 95 = 38 |
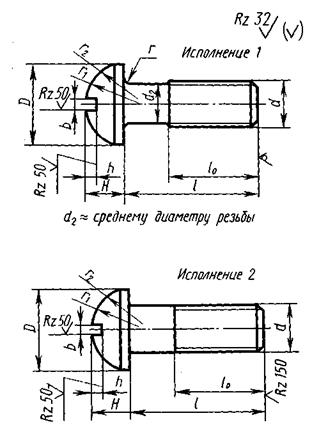
Таблица 16. Винты с цилиндрической
головкой ГОСТ 1491—80
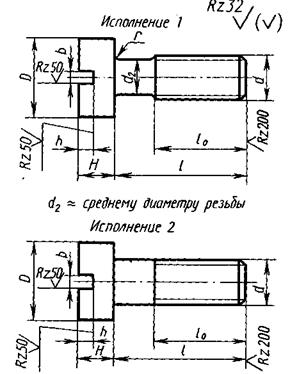
Таблица 17. Винты с полукруглой головкой
(нормальной точности). Конструкция
и размеры ГОСТ 17473—80
| Обозначение | Размеры, | мм | |||||
| d | . 6 | ||||||
| D | |||||||
| H | 2,8 | 4,2 | 5,6 | 9,5 | |||
| b | 1,0 | 1,6 | 2,5 | ||||
| h | 1,8 | 2,5 | 3.5 | 4,2 | 4,5 | ||
| r | 0,35 | 0,6 | 1,1 | 1,1 | 1,6 | 1,6 | 1,6 |
| Радиус | |||||||
| сферы го- | |||||||
| ловки: | |||||||
| Г\ | 6,4 | 9,6 | 12,8 | ||||
| Гг | 3,2 | 4,8 | 6,4 | 9,5 | 1 1 |
| Обозначение | Размеры, | мм | |||||
| d | |||||||
| D | 7,0 | 18,0 | 24,0 | ||||
| И | 2,8 | 5,0 | 6,0 | 7,0 | 8,0 | 9.0 | |
| b | 1,0 | 1,6 | 2,5 | 3,0 | 3,0 | 4.0 | |
| h | 1,4 | 2,5 | 3,5 | 3,5 | 4,0 | ||
| г | 0,35 | 0,6 | 1,1 | 1,1 | 1,6 | 1,6 | 1,6 |
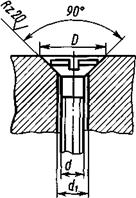
Таблица 18. Места под потайные головки винтов. ГОСТ 12876—67. Размеры в
|

|
| d | d, | D |
| 4,5 | 8,3 | |
| 6,6 | 12,3 | |
| 16,5 | ||
| 15,0 | ||
| d | d, | D | // |
| 4,5 | 8,3 | 2,8 | |
| 6,6 | 12,3 | ||
| 11,0 | |||
| 15,0 | |||
|
|
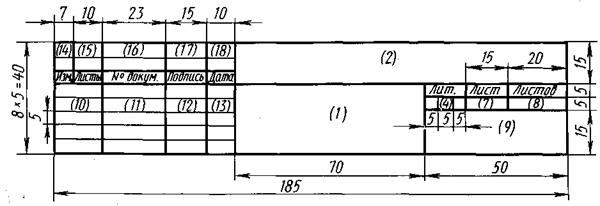
Рис. 76. Основная надпись спецификации (1-й лист):
/ — наименование изделия, сборочной единицы; 2 — обозначение документа (номера граф 3, 5, 6 отсутствуют; 4 — лите-
ра, присваиваемая данному чертежу (У — учебный чертеж); 7 — порядковый номер.листа (на документах, состоящих
из одного листа, не заполняется); 8 — общее количество листов документа; 9 —наименование учебного заведения,
выпускающего данный документ, шифр заочника и номер его учебной группы; 10 — характер работы, выполняемой
лицом, подписывающим документ; // — фамилии лиц, подписывающих документ; 12 — подписи лиц, фамилии которых
указаны в графе 11; 13 — дата подписания документа
находит на изображение детали и заканчи-
вается точкой. Затем следует заполнить ос-
новную надпись (см. рис. 2).
В верхнем левом углу чертежа дать прямо-
угольник 70Х14 и указать в нем обозначение
чертежа в перевернутом виде.
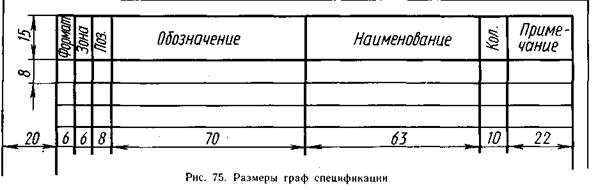
Выполните спецификацию по ГОСТ 2.108—
68* (рис. 73, 75, 76). Спецификация — доку-
мент, определяющий состав сборочной еди-
ницы, комплекса или комплекта. Специфика-
ция является обязательным, основным доку-
ментом. Ее составляют на отдельных листах
формата 297X210.
В графе «Наименование» указывают наиме-
нование каждого раздела в следующем по-
рядке: «Документация»; «Комплексы»; «Сбо-
рочные единицы»; «Детали»; «Стандартные из-
делия»; «Прочие изделия»; «Материалы»;
«Комплекты». Наличие тех или иных разде-
лов определяется составом специфицируемого
изделия. Наименование каждого раздела ука-
зывают в виде заголовка и подчеркивают
тонкой линией. Под заголовком и над ним про-
пускают строчку. В разделе «Стандартные из-
делия» стандартные изделия записывают в по-
рядке алфавита. В случае когда изделий од-
ного наименования несколько и они изготов-
лены по разным стандартам, запись ведется в
порядке возрастания номеров стандартов.
Для первого (титульного) листа спецификации
основная надпись выполняется по ГОСТ
2.104—68* (форма 2), для последующих лис-
тов—по ГОСТ 2.104—68. (форма 2а).
Дата публикования: 2014-11-18; Прочитано: 517 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
