 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Монтаж проводив і тросів
|
|
Спорудження ПЛ здійснюють поточним методом, при цьому монтаж проводив і тросів розбивають на етапи:
- розкатка проводив і тросів;
- з’єднання проводив і тросів;
- зборка гірлянд і підйом їх з проводами на проміжні опори;
- натяжка проводив і тросів і закріплення їх на анкерних опорах;
- закріплення проводив і тросів на проміжних опорах.
Розкатка проводив. Голі проводи для ПЛ доставляють на дерев’яних барабанах. Барабани з проводом встановлюють на спеціальному візку, за допомогою якого викону- ють одночасно розкатку декількох проводив і тросів (рис.1.4.7). Розкатку проводив з барабанів виконують за допомогою тракторів або автомашин і ведуть від одної анкерної опори до другої. Розкатку також можна виконувати з нерухомих пристроїв у вигляді домкратів, які встановлюються на початку лінії. Розкатка проводив малого перерізу на коротких лініях може також виконуватися вручну.

Рис.1.4.7. Розкатка проводив з використанням спеціального візка.
При розкатці проводив виявляються дефектні місця. В подальшому перед натягуван- ням проводу в цих місцях ставлять ремонтну муфту або пошкоджене місце вирізають і ставлять з’єднувач.
З’єднання проводив і тросів виконують затискачами і зварюванням.
З’єднання проводив виконують в наступному порядку:
- чистою серветкою, змоченою в бензині, очищують кінці проводив від бруду і
заводської змазки;
- змащують поверхню всіх проволок вазеліном або захисною змазкою;
- розплітають повивку проводу на довжині, що дорівнює довжині з’єднувача;
- стальною щіткою зчищають плівку окиси з поверхні проволок всіх повивок;
- внутрішню поверхню з’єднувача очищають від бруду чистою серветкою,
змоченою в бензині, і змащують її чистим вазеліном або захисною змазкою;
- стальним йоржиком очищають внутрішню поверхню з’єднувача і видаляють
ошурки чистою сухою серветкою;
- протирають поверхню проволок всіх повивок проводив;
- скручують проволоки в повивки;
- проводи, що з’єднують, разом з вкладишем вводять в овальну гільзу таким чином,
щоб кінці їх вийшли зі з’єднувача на 25 – 30 мм і спеціальними кліщами виконують насічки на гільзі в шаховому порядку в той послідовності, як указано цифрами на рис. 1.4.8, що проставлені в лунках, які створилися після обтиску. Так, наприклад, перший обтиск виконують в тому місці, де поставлена цифра 1, другий – там, де поставлена цифра 2 і т. д. Відстань між лунками К визначають по рискам, які вже нанесені на з’єднувачах при їх виготовленні.

Рис.1.4.8. Обтиск овальних з’єднувачів при монтажі сталеалюмінієвих проводив:
1 – провід, 2 – вкладиш.
Після обтиску перевіряють відсутність тріщин на з’єднувальному затискачі. При наявності тріщин з’єднання виконують наново.
Глибина обтиску повинна відповідати розміру M (табл.1.4.1).
Операцію з’єднання сталеалюмінієвих і мідних проводив виконують також за
допомогою монтажного гідравлічного пресу шляхом опресування овальних з’єднувачів по технології, аналогічній як при обтисканні кліщами.
Глибина опресування повинна відповідати розміру M (табл.1.4.2).
Конструкція монтажного гідравлічного пресу показана на рис. 1.4.9.

Рис.1.4.9. Монтажний гідравлічний прес, що використовується при монтажі ПЛ:
1 – захоплювачі пресу; 2 – насос з ручним приводом і клапанами; 3 – бак для робочої рідини; 4 – вентиль для спуску робочої рідини з пресу в бак; 5 – труба, що з’єднує насос з пресом; 6 – прес; 7 – заглушка; 8 – верхня матриця; 9 – нижня матриця; 10 – ящик для інструменту.
Для підвищення механічної міцності з’єднання проводив використовують з’єднувачі, що монтуються скручуванням. Весь процес підготовки з’єднання аналогічний для з’єднан- ня обтиском. Після вводу проводив в з’єднувач його закладають в пристосування для скручування (рис.1.4.10), закріплюють в затискачах і поворотом планшайби за допомогою воротка виконують скручування з’єднувача відповідно монтажній інструкції.
Зовнішній вигляд отриманого з’єднання показано на рис. 1.4.11.

Рис.1.4.10. Пристосування для з’єднання проводив способом скручування овального з’єднувача: 1 – нерухомий затискач; 2 – рухомий затискач; 3 – планшайба; 4 – основа.

Рис.1.4.11. Зовнішній вигляд з’єднання.
З’єднання проводив обтиском і опресуванням мають достатню механічну міцність, але електричний опір перехідного контакту в цих з’єднаннях з часом збільшується. Це приво- дить до підвищеного нагріву їх струмом, і якщо своєчасно не будуть прийняті міри по відновленню контакту, то проводи в місці з’єднання можуть перегріватися, втратити свою механічну міцність і обірватися, тому при експлуатації ліній з такими з’єднаннями приходиться виконувати періодичний контроль нагріву з’єднувачів і дефектні затискачі замінювати новими.
Для того щоб уникнути погіршення контакту, використовують зварювання кінців проводив, що з’єднуються обтиском або опресуванням (рис.1.4.12 і 1.4.13). Зварювання кінців проводив виконують за допомогою термітних патронів.

Рис.1.4.12. Схема з’єднання проводив в прольоті: а, б – сталеалюмінієвих і мідних проводив, в – сталеалюмінієвих проводив. 1 – скорочений овальний затискач, 2 – провід лінії, 3 – допоміжний провід (шунт), 4 – овальний затискач.

Рис.1.4.13. Зовнішній вигляд з’єднання: а – за допомогою одного з’єднувача, б – за допомогою двох з’єднувачів з шунтом.
Таблиця 1.4.1. Допуски на обтиск кліщами овальних з’єднувачів.
| Переріз проводу, мм2 | Розміри «М» по великому овалу затискача, мм | |||
| Алюміній | Мідь | Сталеалюміній | Сталь | |
| 10,5 ±1 12,5 ±1 14,0 ±1 16,5 ±1 19,5 ±1 23,0 ±1 26,0 ±1 30,0 ±1 33,5 ±1 --- | 10,5 ±0,5 12,0 ±0,5 14,5 ±0,5 17,5 ±0,5 20,5 ±0,5 21,0 ±0,5 27,5 ±0,5 31,5 ±0,5 --- --- | --- --- 17,5 ±1 20,5 ±1 25,0 ±1 29,0 ±1 33,0 ±1 36,0 ±1 39,0 ±1 43,0 ±1 | --- --- 16,0 ±0,5 18,0 ±0,5 22,0 ±0,5 --- --- --- --- --- |
Таблиця 1.4.2. Допуски на опресування пресом овальних з’єднувачів.
| Переріз проводу, мм2 | Розміри «М» по великому овалу затискача, мм | ||
| Алюміній | Мідь | Сталеалюміній | |
| 10,0 ±1 12,5 ±1 15,0 ±1 18,5 ±1 22,0 ±1 26,0 ±1 29,5 ±1 --- --- | 10,0 ±0,5 12,5 ±0,5 15,0 ±0,5 18,5 ±0,5 22,0 ±0,5 26,0 ±0,5 29,5 ±0,5 --- --- | --- --- 16,0 ±1 19,0 ±1 23,0 ±1 28,0 ±1 30,0 ±1 35,0 ±1 39,0 ±1 |
При з’єднанні зварюванням механічна міцність з’єднання складає 25 – 50%, а для сталеалюмінієвих 30 – 70% міцності цілого проводу.
ДБН допускає не більше одного з’єднання в прольоті на кожен провід або трос.
Відповідно вимогам ДБН ПЛ бракується в наступних випадках:
- геометричні розміри затискачів не відповідають вимогам монтажної інструкції;
- на поверхні з’єднувача або затискача виявлено тріщини, механічні пошкодження
або сліди значної корозії;
- падіння напруги або електричний опір на ділянці з’єднання перевищує більше ніж в
1,2 рази падіння напруги або електричний опір на ділянці проводу тої ж довжини;
- кривизна опресованого з’єднувача більше 3% його довжини;
- стальне осердя з’єднувача розташоване несиметрично відносно корпусу з’єднувача
по довжині.
Натягування проводив і тросів. Провисання проводу, натягнутого між двома опорами (стріла провисання), залежить від маси проводу і зусилля, з яким він натягнутий (тяжіння проводу). Стріли провисання для даної лінії при даних температурах повітря вказують в проекті.
Стріла провисання проводу або тросу не повинна відрізнятися від вказаної в проекті більше ніж на ±5%. Різниця в регулюванні проводив різних фаз відносно друг друга не повинна бути більше 10% відстані між ними, що приведена в проекті.
Натягування проводив ПЛ до 10 кВ виконують лебідкою або автомашиною.
При натягуванні проводив і тросів анкерні опори, яки не розраховані на режим одностороннього тяжіння з даним тяговим зусиллям, повинні бути тимчасово розчалені спеціальними відтяжками або укріплені додатковими підкосами.
Стрілу провисання вивіряють візуванням (рис.1.4.14), яке для ліній напругою вище 1000 В слід виконувати в прольотах, розташованих в кожній третині анкерної ділянки, якщо її довжина більше 3 км. На анкерних ділянках меншої довжини візування виконують в прольотах, які знаходяться на ближній і дальній відстанях від тягового механізму.


а)
б)
Рис.1.4.14. Установка стріли провисання
безпосереднім візуванням – а, криві мон-
тажних стріл провисання проводу А-70,
ІІ район ожеледності – б.
Провід при регулюванні натягу підганяють під лінію візування не знизу, а зверху. Команда про припинення натягу подається в той момент, коли відбувається перетяжка проводу на 0,3—0,6 м. Після того як в цьому положенні провід залишався протягом 3 – 5 хвилин, його опускають до лінії візування.
До проекту ПЛ надаються криві монтажних стріл провисання проводив (рис.1.4.14), а також відомість прольотів, відповідно яким візують проводи. Якщо така відомість відсутня або довжина прольоту по місцевим умовам суттєво (більше 5 – 7 м) відрізня- ється від запроектованої, то стріла провисання fx (м) буде визначатися формулою:

lx – фактична довжина прольоту, м; f i l – відповідно стріла провисання і довжина прольоту по таблицям або по кривим монтажних стріл провисання, м.
Закріплення проводив. Після того як відрегульовані стріли провисання, проводи кріплять до ізоляторів спочатку на анкерних, а потім на проміжних опорах. До штирьових ізоляторів проводи прикріпляють за допомогою спеціальних затискачів або проволокою (рис.1.4.15 – 1.4.17).
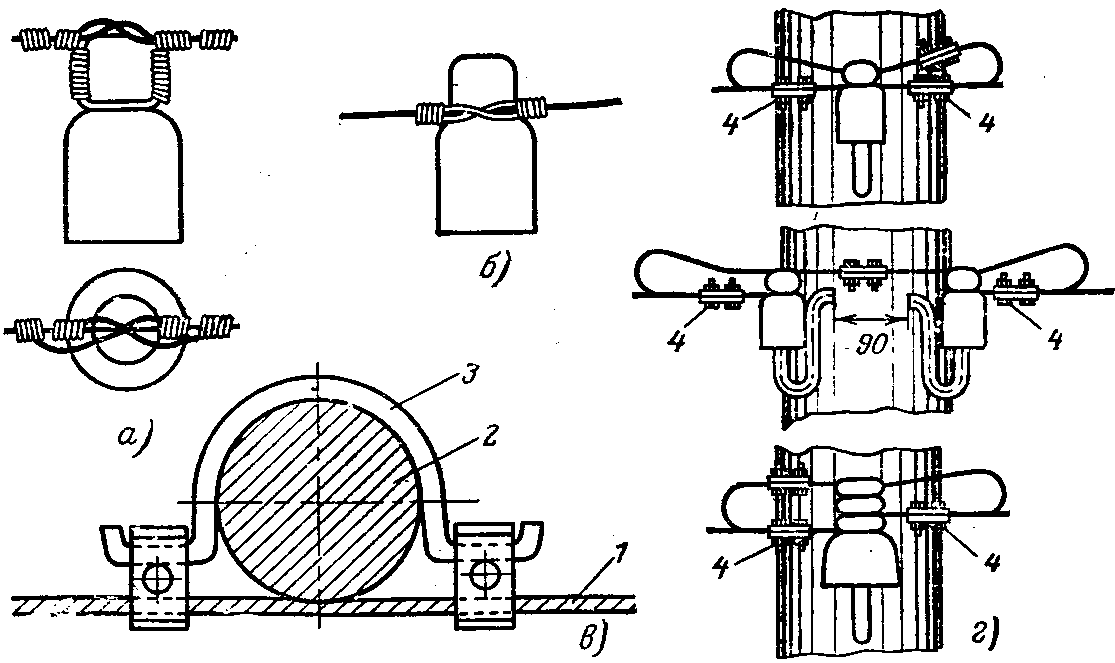
Рис.1.4.15. Прив’язка проводив до штирьових ізоляторів ПЛ до 1000 В.
а – головна, б – бокова, в – прив’язка за допомогою скоб, г – в плашкових затискачах, 1 – провід, 2 – ізолятор, 3 – скоба, 4 – затискач.
Прив’язку алюмінієвого проводу до ізолятору виконують алюмінієвою проволокою, стального – оцинкованою м’якою. Для мідних проводив використовують мідну проволоку. При прив’язуванні проводив до ізоляторів проволокою необхідно слідкувати за тім, щоб не пошкодити плоскогубцями проводу і в’язальної проволоки.

Рис.1.4.16. Закріплення проводив на штирьових ізоляторах проміжних опор:
а – одиночна прив’язка на шийці ізолятору, б – подвійна прив’язка на шийці ізолятору, в – прив’язка на головці ізолятору.
Більш надійною являється бокова прив’язка, яка менше пошкоджується при вібрації проводив. На рис.1.4.17 приведена рекомендована бокова прив’язка алюмінієвих і ста-леалюмінієвих проводив для ПЛ 6 – 10 кВ. При цьому проводи захищають від стирання об ізолятор підмоткою проволокою.
Прив’язку проводу починають від точки О, яка співпадає з серединою в’язальної проволоки. Правий кінець проволоки іде по лінії а1 і закріплюється трьома витками на проводі, потім іде по лінії а і закріплюється на лівій стороні проводу. Аналогічно лівий кінець іде по лінії b і b1.

Рис.1.4.17. Бокова в’язка проводив до штирьових ізоляторів ПЛ 6 – 10 кВ.
1 – щільна підмотка; 2 – три витка; 3 – десять витків.
Дата публикования: 2014-11-19; Прочитано: 1593 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
