 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Порядок виконання роботи. Кінематичний аналіз, настроювання та наладка токарно-гвинторізного верстата моделі 16к20.
|
|
ПРАКТИЧНА РОБОТА № 2
Кінематичний аналіз, настроювання та наладка токарно-гвинторізного верстата моделі 16К20.
з дисципліни: Металорізальні верстати та автоматичні лінії
Виконав
Студент групи ОМ-31
Перевірив
Волобуєва Г. В.
Київ 2015
Практична робота №2
Кінематичний аналіз, настроювання та наладка токарно-гвинторізного верстата моделі 16К20
МЕТА РОБОТИ
1.1 Навчитись на практиці робити нескладні розрахунки для нарізання різьб та обточування конічних поверхонь.
1.2 Навчитися встановлювати поворотну частину супорту, задню бабку і отримувати заданий конус.
1.3 Навчитися встановлювати гітару змінних коліс, потрібний різьбовий інструмент та нарізати спеціальні метричні різьби.
2 ОБЛАДНАННЯ ТА ІНСТРУМЕНТ
2.1Універсальний токарно-гвинторізний верстат.
2.2 Пристрій для закріплення деталі.
2.3Токарні різці.
2.4 Вимірювальний інструмент.
2.5 Набір ключів.
Основні вузли і їх призначення
Основні вузли токарно-гвинторізного верстата16К20 і органи його керування зазначені на рисунку 2.
Основними його вузлами є станина; передня (шпиндельна) бабка, у якій може бути розміщена коробка швидкостей; коробка подач; супорт із різцетримачем і фартухом; задня бабка.
Станина служить для монтажу всіх основних вузлів верстата і є його основою. Найбільш відповідальною частиною станини є напрямні, по яких переміщаються каретка супорта і задня бабка.
Передня бабка закріплена на лівому кінці станини. У ній знаходиться коробка швидкостей верстата, основною частиною якої є шпиндель.
Задня бабка служить для підтримки оброблюваної заготівлі при роботі в центрах, а також для закріплення інструментів при обробці отворів (свердлів, зенкерів, розгорнень) і нарізання різьб (мітчиків, плашок).
Коробка подач служить для передачі обертання від шпинделя чи від окремого приводу ходовому валу чи ходовому гвинту, а також для зміни їх частоти обертання для одержання необхідних подач чи кроку при нарізанні різьб. Це досягається зміною передаточного відношення коробки подач.
Фартух призначений для перетворення обертального руху ходового вала і ходового гвинта в прямолінійний поступальний рух супорта.
Супорт служить для закріплення різального інструмента і надання йому рухів подачі. Супорт складається з каретки (нижніх салазок), що переміщається по напрямних станини і поперечних салазок, що сковзають по напрямних каретки, поворотної частини з напрямними, по яких переміщається різцева каретка (верхня каретка). Поворотну частину супорта можна встановлювати під кутом до лінії центрів верстата.

Рисунок 2 – Токарно-гвинторізний верстат 16К20 і органи його керування:
А — передня (шпиндельна) бабка; Б - супорт; В - задня бабка; Г - фартух;
Д - станина; Е - коробка подач; 1 - рукоятка керування фрикційною муфтою головного приводу; 2 - варіатор подачі, кроку різьб і відключення механізму подачі; 3 - варіатор подачі і типу різьби; 4 - варіатор подачі і кроку різьби; 5 - перемикач на ліву чи праву різьбу; 6 - рукоятка установки нормального чи збільшеного кроку різьби і положення при розподілі на заходи різьби (багатозахідної); 7 і 8 - рукоятки установки частоти обертання шпинделя; 9 - автоматичний вимикач; 10 - лампа сигнальна; 11 - включення насоса ЗОР; 12 - покажчик навантаження верстата; 13 - ручне переміщення поперечних салазок супорта; 14 - регульоване сопло ЗОР; 15 - місцеве освітлення; 16 - рукоятка повороту і затиску ріізцетримача; 17 - рукоятка переміщення верхніх салазок супорта; 18 - рукоятка включення двигуна прискореного ходу; 19 - рукоятка керування переміщеннями каретки і салазок супорта; 20 - затиск піноли задньої бабки; 21 - рукоятка закріплення задньої бабки на станині; 22 - маховичок переміщення піноли задньої бабки; 23 - рукоятка включення і відключення муфти головного приводу; 24 - рукоятка включення і відключення рознімної гайки ходового гвинта; 25 - включення подачі; 26 - гвинт закріплення каретки на станині; 27 - кнопкова станція двигуна головного приводу; 28 - рукоятка включення і вимикання рейкової шестірні; 29 - маховичок ручного переміщення каретки супорта.
Нарізання спеціальної різьби або різьби з підвищеною точністю і багатозаходних різьб
Різьба може бути однозахідною чи багатозахідною. У багатозахідній різьбі відстань, обмірювана уздовж осі, між однойменними точками того самого витка, називають ходом різьби. В однозаходній різьбі крок Т і хід S однакові, у багатозахідних - різні. Хід різьби завжди дорівнює кроку, помноженому на число заходів, тобто S = Tk.
Багатозахідну різьбу будь-якого профілю починають нарізати так, як і однозахідну різьбу з кроком, рівним довжині ходу Tk. Нарізавши перший захід на повний профіль, відводять різець від заготівки і, надаючи ходовому гвинту зворотний хід, повертають супорт у початкове положення. Потім, при нерухомому ходовому гвинті, повертають деталь при двохзахідній різьбі на половину оберту, при трьохзахідній на 1/3 оберту, чи, у загальному випадку, для багато західних різьб - на 1/Z оберту. Після цього нарізають другий захід різьби і т.д. На верстаті 16К20 мається спеціальний ділильний пристрій для нарізання багатозахідних різьб. Він складається з фланця з рискою, укріпленого на корпусі перехідної бабки, і кільця з розподілами, насадженого на передній кінець шпинделя. Кільце має на периферії 60 розподілів.
При нарізанні спеціальної різьби або різьби з підвищеною точністю рух на ходовий гвинт передається напряму і налагодження гітари змінних коліс виконується по формулі
 ,
,
де Т – крок різьби, яка нарізається
3.4.3 Обробка конусів
Ha токарних верстатах обробляють поперечним зміщенням задньої бабки, одночасним включенням двох рухів подач, поворотом верхніх салазок супорта супорта, за допомогою конусної чи копірной лінійки, широким різцем.
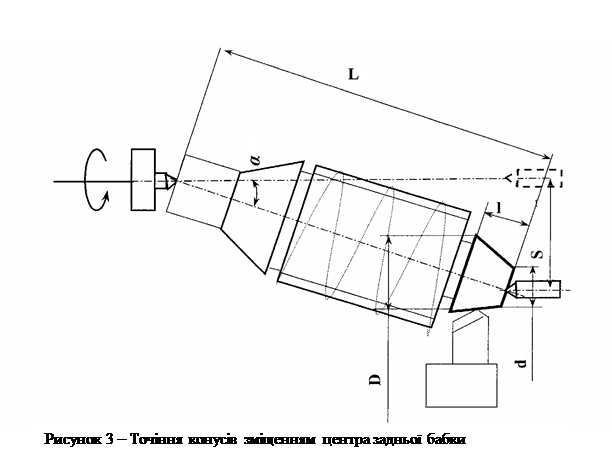
Спосіб точіння конусів зміщенням задньої бабки застосовують при точінні положистих конусів (рисунок 3) на деталях, закріплених у центрах. Необхідна величина зміщення задньої бабки  .
.
Кут конусності:

 Точіння конусів поворотом верхніх салазок супорта (рисунок 4) застосовують при обробці точних зовнішніх і внутрішніх конусів невеликої довжини. У цьому випадку різцеві салазки повертають на кут, який дорівнює половині кута при вершині конуса, і надають їй переміщення.
Точіння конусів поворотом верхніх салазок супорта (рисунок 4) застосовують при обробці точних зовнішніх і внутрішніх конусів невеликої довжини. У цьому випадку різцеві салазки повертають на кут, який дорівнює половині кута при вершині конуса, і надають їй переміщення.
|

Кут повороту верхніх салазок супорту визначається по формулі
ЗАВДАННЯ
4.1 Вивчити улаштування та управління токарно-гвинторізного верстата, виписати основні вузли верстата.
4.2 Виконати розрахунок гітари змінних коліс, підібрати змінні шестерні для отримання необхідного кроку однозахідної різьби, використовуючи п’ятковий набір, згідно таблиці 1. Налагодити верстат на нарізання однозахідної різьби.
4.3 Виконати розрахунок гітари змінних коліс, підібрати зміни шестерні для отриманнянеобхідного кроку, використовуючи п’ятковий набір. Описати метод налагодження двох- та трьохзахідної різьби. Налагодити верстат на нарізання двох- та трьохзахідної різьби.
4.4 Визначити кут повороту та налагодити верстат на обточування конічної поверхні поворотом верхньої частини супорта.
4.5 Визначити величину зміщення центру задньої бабки S, кут конусності та налагодити верстат на обточування конічної поверхні зміщенням центру задньої бабки.
Таблиця 1 – Вихідні дані до лабораторної роботи
| № вар | Т одно-західної спеціаль- ної різьби | Т двох-західної різьби | Т трьох-західної різьби | Точіння конусів поворотом верхніх салазок супорту | Точіння конусів зміщенням центра задньої бабки | |||||
| d | D | l | d | D | L | l | ||||
| в мм | ||||||||||
| 0,75 | 2,2 | 1,05 | 43,2 | |||||||
| 0,95 | 0,95 | 1,7 | 36,5 | 50,8 | ||||||
| 1,5 | 0,75 | 1,2 | 56,3 | 78,5 | 44,2 | 48,7 | ||||
| 1,3 | 1,75 | 2,2 | 128,8 | 21,2 | 82,6 | 92,5 | ||||
| 1,15 | 1,05 | 1,4 | 58,2 | 88,7 | 18,5 | 115,6 | 125,6 | |||
| 0,8 | 1,45 | 1,85 | 91,4 | 121,9 | 56,3 | 67,3 | ||||
| 1,6 | 1, 5 | 0,85 | 53,8 | 50,3 | 180,8 | 195,2 | ||||
| 1,7 | 2,1 | 70,5 | 90,3 | 48,4 | 150,8 | 165,7 | ||||
| 1,75 | 1,95 | 1,25 | 66,3 | 88,8 | 24,6 | 148,7 | 155,1 | |||
| 1,1 | 1,35 | 1,95 | 28,8 | 40,9 | 32,8 | 182,6 | 192,6 | |||
| 1,9 | 1,9 | 1,55 | 58,2 | 88,7 | 30,4 | 45,6 | 60,7 | |||
| 1,45 | 1,1 | 2,05 | 61,4 | 81,9 | 49,5 | 156,3 | 167,83 | |||
| 1,15 | 1,35 | 13,1 | 23,2 | 41,9 | ||||||
| 1,05 | 0,85 | 0,9 | 55,8 | |||||||
| 1,7 | 1,8 | 36,3 | 58,5 | 53,7 | ||||||
| 1,2 | 2,1 | 1,65 | 18,8 | 87,6 | 97,5 | |||||
| 2,2 | 0,9 | 2,3 | 45,2 | 68,7 | 120,6 | 130,6 | ||||
| 1,4 | 1,8 | 0,75 | 31,4 | 51,9 | 29,4 | 60,3 | 72,3 | |||
| 1,85 | 1,65 | 0,95 | 111,4 | 30,2 | 85,7 | 100,2 | ||||
| 0,85 | 1,85 | 1,5 | 26,8 | 55,8 | 70,7 | |||||
| 2,1 | 2,3 | 1,3 | 66,3 | 98,5 | 69,7 | 75,1 | ||||
| 1,25 | 1,15 | 58,18 | 41,5 | 87,9 | 102,6 | |||||
| 1,95 | 1,2 | 0,8 | 35,2 | 58,7 | 50,6 | 70,7 | ||||
| 1,55 | 1,55 | 1,6 | 39,4 | 61,9 | 46,6 | 66,3 | 77,83 | |||
| 2,05 | 1,6 | 143,2 | 19,9 | |||||||
| 1,35 | 0,8 | 1,75 | 22,5 | 65,8 | ||||||
| 0,9 | 1,25 | 1,1 | 156,3 | 178,5 | 45,7 | 63,7 | 70,4 | |||
| 1,8 | 1,4 | 1,9 | 25,8 | 49,4 | 33,3 | 92,6 | 102,5 | |||
| 1,65 | 2,05 | 1,45 | 158,2 | 188,7 | 27,5 | 45,6 | 60,6 | |||
| 2,3 | 1,3 | 90,4 | 111,9 | 77,3 | 92,3 |
ПОРЯДОК ВИКОНАННЯ РОБОТИ
5.1 Вивчити і описати основні вузли верстата і їх призначення.
5.2 Виконати розрахунок гітари змінних коліс  для отримання необхідного кроку для нарізання спеціальної метричної однозахідної різьби. Перевірити умову зачеплення по формулам
для отримання необхідного кроку для нарізання спеціальної метричної однозахідної різьби. Перевірити умову зачеплення по формулам
а + b≥ с + (15... 20)
5.3 Описати метод налагодження верстату на нарізання однозахідної метричної спеціальної різьби.
5.4 Виконати розрахунок змінних коліс для отримання необхідного кроку при нарізанні двох західної різьби. Перевірити умову зачеплення по формулам
а + b≥ с + (15... 20)
5.5 Виконати розрахунок змінних коліс для отримання необхідного кроку при нарізанні трьохзахідної різьби. Перевірити умову зачеплення по формулам
а + b≥ с + (15... 20)
5.6 Описати метод налагодження верстату на нарізання багатозахідної метричної різьби.
5.7 Визначити кут повороту верхніх салазок супорту для методу обточування конусів поворотом верхніх салазок супорту по формулі
5.8 Виконати розрахунок величини зміщення центру задньої бабки S для налагодження верстата на обточування конічної поверхні зміщенням центру задньої бабки по формулі
S =
5.9 Визначити кут конусності для налагодження верстата на обточування конічної поверхні зміщенням центру задньої бабки по формулі
5.10 Налагодити верстат:
- на нарізання одно західної різьби;
- на нарізання двох західної різьби;
- на нарізання трьох західної різьби;
- на обточування конічної поверхні поворотом верхніх салазок супорта;
- на обточування конічної поверхні зміщенням центру задньої бабки.
6 ПИТАННЯ ДЛЯ САМОПЕРЕВІРКИ
6.1 Що розуміється під кінематичним настроюванням верстата?
6.2 Для чого необхідні органи настроювання верстата?
6.3 Що таке рівняння кінематичного балансу?
6.4 Яким образом виводиться формула настроювання і навіщо вона потрібна?
6.5 Які ви знаєте способи підбора чисел зубів змінних зубчастих коліс?
6.7 Які основні вузли верстата і їх призначення?
6.8 Які рухи виконуються на верстаті?
6.9 Як передається рух на ходовий гвинт при нарізанні спеціальної різьби або різьби з підвищеною точністю?
6.10 Як одержують багатозахідну різьбу?.
6.11 Способи точіння конусів.
6.12 Призначення копіювально-конусної лінійки.
7 ЗМІСТ ЗВІТУ
7.1 Тема і мета роботи
7.2 Опис основних вузлів верстата
7.3 Розрахунки для налагодження верстата на нарізання спеціальних і багатозахідних різьб.
7.4 Розрахунки для налагодження верстата при точінні конусів зміщенням центру задньої бабки і поворотом верхніх салазок супорту.
7.5 Креслення налагодження верстата на точіння конусів зміщенням центру задньої бабки і поворотом верхніх салазок супорту.
7.6 Висновок.
ЛІТЕРАТУРА
1. Чернов Н.Н. Металлорежущие станки.-М.: Машиностроение, 1988.
2. Локтева С.Е. Станки с программным управлением и промышленные роботы. –М.: Машиностроение, 1986.
3. Локтева С.Е. Станки с программным управлением. –М.: Машиностроение, 1979.
Дата публикования: 2015-11-01; Прочитано: 1703 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
