 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Характеристика армирования предварительно напряженных аэродромных плит
|
|
Для армирования изделий применяют арматурные сетки, изготовленные из горячекатаной арматурной стали периодического профиля класса А-240, А-300, Вр-400 и предварительно напряженные стержни А-800 по ГОСТ 5781-82.Монтажно-стыковые изделия должны изготавливаться из стали класса А-240 марок Ст 3сп, Ст 3пс и Вр-400[6].Расположение арматуры (продольной и поперечной, сеток, скоб и монтажно-стыковых изделий) в плитах должно соответствовать указанному на рисунке 1.4.1[4].
Спецификация арматурных изделий и выборка стали на одну плиту приведены в таблицах 1.4.1 и 1.4.2. Схема армирования изделий приведена на рисунке 1.4.1
Таблица 1.4.1 – Спецификация арматурной стали на плиту ПАГ-20V
| Наименование арматурного изделия | Количество | Масса,кг |
| Стержень напрягаемый | 101,6 | |
| Сетка С3 | 50,6 | |
| Сетка С5 | 48,16 | |
| Петля М-3 | 10,76 | |
| Петля М-4а | 20,08 | |
| Спираль | 1,56 | |
| Скоба К3 | 0,72 | |
| Скоба К6 | 0,21 | |
| Итого: | 233,70 |
Таблица 1.4.2 – Выборка стали на одно изделие
| Вид стали | Расход стали, кг |
| Арматура напрягаемая класса А800 ГОСТ 5781- 82 Æ14 | 101,6 |
| Арматура стержневая класса А300 ГОСТ 5781- 82Æ10 | 48,88 |
| Проволочная арматура класса Вр-I ГОСТ 6727- 80 Æ5 Æ3 | 50,60 1,82 |
| Арматура стержневая класса А240 ГОСТ 5781- 82 Æ10 Æ18 Æ22 | 3,72 9,60 9,52 |
| Полоса общего назначения из стали Ст3пс5-1(свариваемая) | 8,00 |
| Общий расход стали: | 233,70 |

Рисунок 1.4.1 – Схема армирования плиты ПАГ 20V

Рисунок 1.4.2- Сетка С3
Таблица 1.4.3– Спецификация арматуры на одну сетку С3
| № Поз. | Наименование | Количество | Масса, кг |
| 8 А300(ø10 А-II), ГОСТ 25912.4; L = 1980 5 Вр400(ø5 Вр-I), ГОСТ 25912.4; L = 750 | 12,22 0,43 |
Рисунок 1.4.3- Сетка С5
Таблиц а 1.4.4 – Спецификация арматуры на одну сетку С5
| № Поз. | Наименование | Количество | Масса, кг |
| 5 Вр400(ø5 Вр-I), ГОСТ 25912.4; L = 4560 5 Вр400(ø5 Вр-I), ГОСТ 25912.4; L = 1960 | 24,8 |
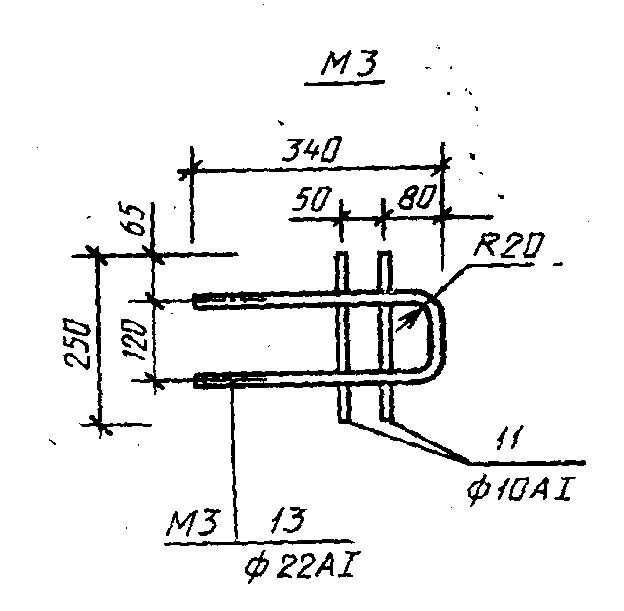
Рисунок 1.4.4- Монтажно- стыковое изделие М3
Таблица 1.4.5 – Спецификация арматуры на одно изделие М3
| № Поз. | Наименование | Количество | Масса, кг |
| 10А240(ø10 А-I), ГОСТ 25912.4; L =250 22А240(ø22 А-I), ГОСТ 25912.4; L =800 | 0.31 2.38 |
Рисунок 1.4.4- Монтажно- стыковое изделие М4-а
Таблица 1.4.5 – Спецификация арматуры на одно изделие М4-а
| № Поз. | Наименование | Количество | Масса, кг |
| 18А240(ø18 А-I), ГОСТ 25912.4; L =600 10 А240(ø10 А-I), ГОСТ 25912.4; L =250 Ст3пс5 – 1 ГОСТ 103;L=200 | 1,20 0,31 8,0 |

Рисунок 1.4.5- Спираль
Таблица 1.4.6 – Спецификация арматуры на одну спираль
| № Поз. | Наименование | Количество | Масса, кг |
| 3Вр400(ø3 Вр-I), ГОСТ 25612.4; L = 200 | 0,065 |


Рисунок 1.4.7- Скоба К3 Рисунок 1.4.8- Скоба К6
Таблица 1.4.8 – Спецификация арматуры на одну скобу К3
| № Поз. | Наименование | Количество | Масса, кг |
| 5 Вр400(ø5 Вр-I), ГОСТ 25912.4; L = 280 | 0,040 |
Таблица 1.4.9– Спецификация арматуры на одну скобу К6
| № Поз. | Наименование | Количество | Масса, кг |
| 3 Вр400(ø3 Вр-I), ГОСТ 25912.4; L = 270 | 0,014 |

Рисунок 1.4.9-Стержень напрягаемый 14А800(ø14 А-V) ГОСТ 25914.1 L=6250 мм.
1.4.2 Характеристика армирования свай
Сваи армируются пространственным каркасом.
В качестве продольной напрягаемой арматуры должна применяться:
Высокопрочная арматурная проволока периодического профиля класса Вр 1400(Вр-II) ГОСТ 7348-81 [6].
В качестве конструктивной арматуры (спирали, сетки, хомуты) - проволоку обыкновенную периодического профиля класса Вр 240(Вр-I) по ГОСТ 6727 [7], стержневую горячекатаную гладкую класса А 240(А-I) по ГОСТ 5781[6].
Голова сваи должна быть усилена сетками марок С35.
Острие сваи должно быть усилено приставным каркасом марок КО35.
Монтажные петли должны изготавливаться из горячекатаной арматурной стали класса А-I марок ВСЗсп2 и класса А-I марки 10ГТ по ГОСТ 5781[6]
Сталь марки ВСЗпс2 не допускается применять для изготовления монтажных петель в сваях, подъём и транспортирование которых осуществляется при температуре минус 40°С.
Сетки, петли, а так же внутренняя спираль и приставной каркас острия должны быть привязаны к основному каркасу сваи вязальной проволокой. Штыри устанавливаются после формования бетона.
Сварные арматурные изделия должны удовлетворять требованиям
ГОСТ 10922-90 [8].
Расположение арматуры (продольной и поперечной, сеток головы сваи, каркасов острия, петель и штырей) в сваях должно соответствовать указанному на рисунке 1.4.2. Спецификация арматурных изделий и выборка стали на одну сваю приведены в таблицах 1.4.3 и 1.4.4.

а - зона расположения продольной арматуры при 8 и более проволок, канатов.
Рисунок 1.4.2 – Армирование свай
Таблица 1.4.10 - Спецификация арматурных изделий на одну сваю[5]
| Номер позиции | Наименование | Количество | Масса,кг | |
| Продольная арматура Вр1400(Вр-II) | 5,1 | |||
| Спираль Сп8-35 | 6,9 | |||
| Сетки головы С35 | 3,0 | |||
| Петля П7 | 3,2 | |||
| Штырь Ш1 | 0,1 | |||
| Каркас острия КО35 | 1,7 | |||
| Итого: | 20,0 | |||
Таблица 1.4.11 - Выборка стали на одно изделие [5]
| Вид стали | Расход стали, кг |
| Арматура стержневая класса А240 (А – I) ГОСТ 5781- 82 Æ14 | 3,2 |
| Арматура стержневая класса А240 (А – I) ГОСТ 5781- 82 Æ10 | 1,1 |
| Проволочная арматура класса Вр400 (Вр – I) ГОСТ 6727- 80 Æ5 | 10,6 |
| Проволочная арматура класса Вр1400 (Вр – II) ГОСТ 6727- 80 Æ5 | 5,1 |
| Итого: | 20,0 |
Таблица 1.4.12 – Ведомость стержней и выборка стали на спираль марки
Сп 8-35
| Эскиз |  ,
мм ,
мм
| Кол-во витков | Длина, мм | Масса, кг |
| 6,9 |
Таблица 1.8 – Ведомость стержней на один элемент (сетки головы, каркас острия, петли, штырь)
| Марка элемента | Эскиз или сечение | Диаметр, мм, класс | Длина l, мм | Кол-во | a1 | a2 | l1 | l2 |
| мм | ||||||||
| С35 | 
| 5ВI | ||||||
| КО35 | 
| 10AI | ||||||
| 5BI | - | - | - |
Продолжение таблицы 1.8
Дата публикования: 2015-11-01; Прочитано: 1507 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
