 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Дуговая сварка крестообразных соединений арматуры
|
|
4.2.1. Конструкция крестообразного соединения арматуры, выполняемая ручной дуговой сваркой прихватками типа КЗ-Рр, приведена на рис.4.7 и в табл.4.4.
Примечание. Соединения типа КЗ-Рр допускаются только при отсутствии оборудования с учетом положений, изложенных в п.4.2.2.
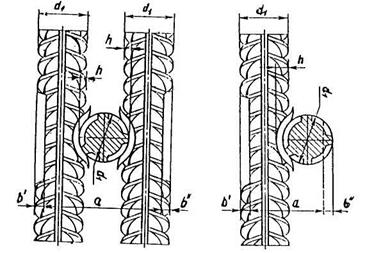
Рис.4.6. Схема крестообразных соединений, выполняемых контактной точечной сварки
а - двух стержней; б - трех стержней

Рис.4.7. Конструкция крестообразного соединения арматуры типа К3-Рр
Таблица 4.4
| Размеры в мм | |||||
| Обозначение типа соединения, способа сварки | Класс арматуры | Марка стали | dн, d'н | l | b |
| К3-Рр | А-I | - | 10-40 | 0,5 d'н, но не менее 8 | 0,3 d'н, но не менее 6 |
| А-II | Ст5пс | 10-18 | |||
| Ст5сп | 10-28 | ||||
| 10ГТ | 10-32 | ||||
| A-III | 25Г2С | 10-28 | |||
| Ат-IIIС | Ст5пс, Ст5сп | 10-32 | |||
| At-IVC | 25Г2С, 28C, 27 ГС | ||||
| At-IVK | 08Г2С, 10ГС2 | ||||
| At-V | 20ГС |
Примечания: 1. Значение временного сопротивления срезу в соединениях КЗ-Рр не нормируется.
2. Эксплуатационные характеристики этих соединений при растяжении рабочих стержней приведены в приложении 2.
4.2.2. Сварные соединения типа К3-Рр в арматурных стеках, каркасных и иных изделиях являются нерасчетными и должны обеспечивать конструктивные размеры изделий и их транспортабельность вплоть до бетонирования.
4.2.3. Дуговую сварку таких соединений следует выполнять электродами, приведенными в разделе 3.3 и приложении 5, рекомендованными для сварки соответствующих классов и марок арматурной стали на минимальных токах, величина которых в зависимости от диаметра указана в паспортных данных на электроды.
4.2.4. Изделия с крестообразными соединениями, выполняемыми дуговой сваркой (прихватками), следует собирать в кондукторах, применяя электроды диаметром 4-5 мм, обеспечивая прижатие пересекающихся стержней таким, чтобы отсутствовали зазоры между ними (рис.4.7). Выполнение дуговых прихваток должно производиться "короткой дугой" (сопровождаться "сухим" характерным потрескиванием) с незначительным перемещением электрода вдоль места соприкосновения стержней арматуры и заканчиваться постепенным уменьшением длины дуги, без образования кратера - источника возникновения кристаллизационных трещин.
4.2.5. Крестообразные соединения стержней могут выполняться также механизированной сваркой самозащитной порошковой проволокой характеристики которой приведены в табл.3.1. Сварочные полуавтоматы следует выбирать исходя из рекомендаций табл.6 приложения 6.
4.2.6. Допускается механизированная сварка крестообразных соединений стержней проволокой сплошного сечения в среде углекислого газа.
4.2.7. Техника сварки для всех приведенных технологических процессов примерно одинакова и в значительной мере зависит от квалификации и индивидуальных возможностей рабочего-сварщика.
Основным следует считать то, что в случае, если изделие (сетка, каркас) расположены в горизонтальной плоскости, верхними и, как правило, нерабочими стержнями, должны быть стержни меньшего диаметра. Электрод (сварочную проволоку) следует располагать под углом α ≈ 30-40° к горизонтальной плоскости, направляя его торец в угол, образованный пересекающимися стержнями, перемещая торец электрода на величину l = 0,5 d'н, но не менее 8 мм. Такие швы-прихватки накладываются с двух сторон стержня меньшего диаметра арматуры.
Если по техническим условиям производства арматурное изделие собирается, а затем сваривается в вертикальном положении, сварку следует выполнять со стороны рабочей арматуры, т.е. со стороны арматуры большего диаметра. В этом случае оба шва-прихватки выполняются в вертикальной плоскости справа и слева от рабочей арматуры. Швы накладываются снизу вверх, кратеры тщательно завариваются. В том случае, если выполнить сварку оказывается невозможным, швы наплавляются со стороны меньшего стержня, но при этом нижний шов приходится наплавлять в потолочном положении. Сварка таких соединений требует высокой квалификации работающих.
4.2.8. В виде исключения крестообразные соединения могут быть выполнены дуговой сваркой электродами или в среде CO2 и при этом обеспечить расчетную прочность соединений при восприятии растягивающих и срезывающих усилий. Для обеспечения условия, при котором  , необходимо, соблюдая приведенные в п.4.2.7 положения, выполнить по ГОСТ "замкнутые" валиковые швы, охватывающие стержень меньшего диаметра по всему "периметру" в местах пересечения продольной и поперечной арматуры. "Замкнутые" валиковые швы целесообразно выполнять, кантуя изделие так, чтобы сварка расчетных швов велась в достаточно удобном для исполнителя положении.
, необходимо, соблюдая приведенные в п.4.2.7 положения, выполнить по ГОСТ "замкнутые" валиковые швы, охватывающие стержень меньшего диаметра по всему "периметру" в местах пересечения продольной и поперечной арматуры. "Замкнутые" валиковые швы целесообразно выполнять, кантуя изделие так, чтобы сварка расчетных швов велась в достаточно удобном для исполнителя положении.
4.2.9. Не допускается сварка крестообразных соединений стержней с нормируемой прочностью при отрицательной температуре.
Дата публикования: 2015-10-09; Прочитано: 1805 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
