 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Приборы для сортировки объектов из ферромагнитных материалов
|
|
Приборами с проходными преобразователями можно контролировать прутки, проволоку, трубы, различные заготовки на стадии из изготовления. Наибольшее распространение для этих целей нашли приборы типа ЭМИД (ЭМИД-3;-4 и др.), а также выпускаемые вместо них ВС-10П.
Ими контролируют как изделия простой формы (прутки, трубы), так и более сложной (болты, шатуны, валы, зубчатые колеса, звездочки и т.д.). При контроле используют два дифференциально включенных преобразователя – измерительный и компенсационный.
Сортировку по свойствам осуществляют методом сравнения контролируемого изделия с контрольным образцом, специально отобранным, например, из проверяемой партии.
На выходе двух трансформаторных преобразователей возникает напряжение, амплитуда и фаза которого определяется разницей свойств контролируемого изделия и контрольного образца.
Изменение этого напряжения можно наблюдать на экране электроннолучевой трубки в виде кривой. Свойства контролируемого объекта можно оценить несколькими способами:
1. по форме этой кривой на экране ЭЛТ.
2. по фазе кривой (например, по отклонению максимума относительно центральной вертикальной оси экрана).
3. по отклонению кривой от горизонтальной оси, но чаще – по амплитуде кривой.
4. по сочетанию нескольких параметров на экране.
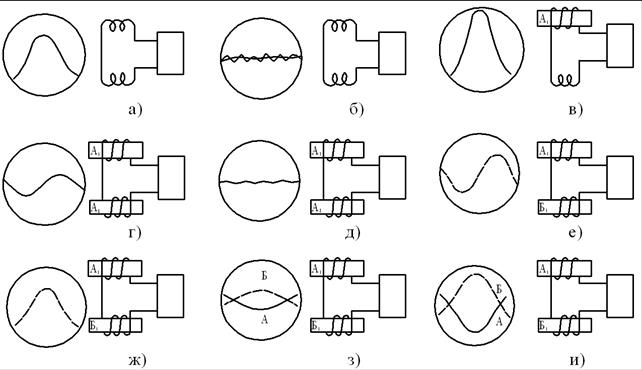
Рис. Вид электрического сигнала на экране электронно-лучевой трубки прибора при настройке.
С помощью указанных выше приборов можно сортировать детали по химическому составу, термообработке, структуре, глубине цементированного слоя, по глубине обезуглероженного слоя.
После выбора преобразователей, величины тока, контрольных образцов, положения изделий, в преобразователе, выполняют настройку прибора.
Рассмотрим настройку прибора для разделения деталей, выполненных из сплавов А и Б.
Рисунок.
При отсутствии деталей в приборе, на экране прибора наблюдается синусоида (рис а). Компенсаторами её выравнивания в прямую линию, но при максимальной чувствительности прибора вместо прямой может наблюдаться синусоида с небольшой амплитудой более высокой частоты, чем ранее наблюдаемая (рис б). При невысокой чувствительности прибора в компенсационный преобразователь помещают контрольный образец А1 из сплава А. На экране появляется кривая (рис в).
При помещении во второй преобразователь изделия А2 из того же сплава А кривая уменьшается по амплитуде и изменяется по фазе (рисунок 2). Компенсаторами её выравнивает практически в прямую линию (рис. д). Затем вместо изделия А2 из сплава А в преобразователь помещают изделие Б1 из сплава Б (рис. е). Кривую, отражающую отличие свойств метала деталей А2 и Б1 перемещают в центр экрана так, чтобы максимум кривой находился в плоскости симметрии экрана (рис ж).
После этого компенсаторами добиваются показаний, изображенных на рисунке з, т. е чтобы при помещении в преобразователь детали из сплава А кривая была вогнутой на экране ЭЛТ, а при помещении детали из значительное влияние оказывает структура материала. Из-за различия структуры при контроле сплава Б – выпуклой. Затем, увеличивают чувствительность прибора так, чтобы указанные кривые занимали весь экран.
На результаты контроля изделий одной марки стали можно получить несколько полос разброса (рис. а).


а) б)
Рис. Полосы разброса кривых электрических сигналов на экране электронно-лучевой трубки прибора:
а– до отжига; б – после отжига;
1 – мелкодисперсный перлит и феррит;
2 - пластинчатый перлит и феррит;
3 – сорбит и феррит.
После отжига структура становится практически однородной во всех трех случаях (рис. б).
Дата публикования: 2015-10-09; Прочитано: 362 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
