 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Выбор режима сварки
|
|
При рельефной сварке основные параметры режима те же, что и при точечной I CВ, Р СВ и t СВ .
Величина сварочного тока I CВ, и усилие сжатие электродов Р зависят от металла изделия, соотношения толщин и числа рельефов.Форма, размеры и число рельефов зависят от конструкции, размеров и материала детали.
| |||||||||||||||||
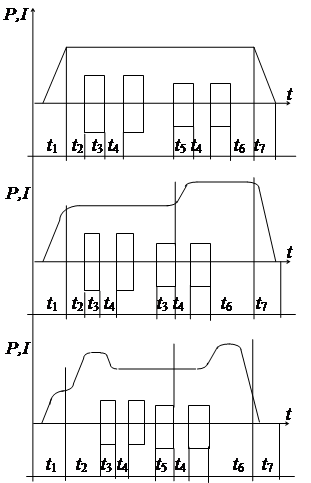 | |||||||||||||||||
Рис. 6. Циклограммы работы машины
Рис. 7. Нагрузочные характеристики по ступеням: раствор 230 мм
 |
Рис. 8. Принципиальная схема охлаждения
При сварке листовых конструкций из сталей и титановых сплавов обычно применяют круглые штампованные рельефы, приведенные на рис. 9.
 |
Рис. 9. Круглый штампованный рельеф
В большинстве рекомендаций указан ток и усилие сжатия на каждый рельеф, которые увеличиваются прямо пропорционально числу рельефов свариваемых одновременно.
Продолжительность сварки t СВ одинакова для всех рельефов и определяется только толщиной свариваемых деталей и их материалом.
Конструкция электродов для рельефной сварки зависит от типа соединения и конструкции изделия. Размер их рабочей поверхности обычно не имеет существенного значения для концентрации тока, т.к. форма и площадь контакта определяется формой самих свариваемых поверхностей в месте соприкосновения.
Рельефную сварку, так же как и точечную, можно осуществлять на режимах разной жесткости.
В табл. 1 и 2 приведены ориентировочные режимы рельефной сварки.
Соединения при рельефной сварке могут быть с расплавленным ядром и в твердом состоянии.
Диаметр d Р и высоту h Р круглых штампованных рельефов, для нахлесточных соединений, наиболее часто встречающихся в практике, можно выбрать по таблицам (табл. 1) или ориентировочно подсчитать, пользуясь следующими соотношениями в зависимости от толщины детали d (рис. 9).
d Р= 2d + 0,75; h Р = 0,4d + 0,25
В этом случае получается диаметр литого ядра соединения
d Я= (1,2¸1,5) d Р
Для сварки тонколистовых низкоуглеродистых сталей плотность тока и давление, рассчитанные на минимальный диаметр литого ядра, в зависимости от жесткости режима колеблются соответственно в пределах 150-190А/мм2 и 60-130 МПа (табл. 1).
Таблица 1
Режимы рельефной сварки низкоуглеродистой стали (на один рельеф)
| Толщина каждой | Размер рельефа, мм | Минимальный диаметр | Режим сварки | |||
| детали d, мм | диаметр d Р | высота h Р | литого ядра d Я | продолжительность сварочного тока t СВ, с | усилие Р СВ, даН | сила сварочного тока I СВ, кА |
| 0,6 | 0,5 | 2,5 | 0,06 | |||
| 0,8 | 2,5 | 0,5 | 0,06 | 6,6 | ||
| 0,7 | 0,16 | |||||
| 1,2 | 0,8 | 0,16 | 8,8 | |||
| 1,5 | 0,9 | 0,2 | 10,3 | |||
| 1,8 | 5,5 | 0,26 | 11,3 | |||
| 5,5 | 0,28 | 11,8 | ||||
| 2,5 | 1,3 | 0,32 | ||||
| 1,55 | 0,38 | |||||
| 3,5 | 1,6 | 0,44 | 15,3 | |||
| 1,7 | 0,5 |
Таблица 2
Ориентировочные режимы сварки стержней диаметром d "в крест"
и усилие среза соединения Р СР
| d, мм | 4,5 | 7,5 | 10,5 | 12,5 | ||||
| Р СЖ, даН | ||||||||
| t СВ, период | ||||||||
| I СВ, кА | 3,1 | 6,2 | 8,5 | 11,3 | 16,0 | 20,8 | 28,8 | |
| Р СР, даН |
При сварке деталей разной толщины (в пределах 1:3) рельефы выдавливают в детали большей толщины, а режим устанавливают по меньшей толщине, что улучшает симметрию зоны проплавления.
При большей разности толщин не всегда удается добиться равномерного проплавления. В этом случае лучшие результаты получаются, если вместо штампованных рельефов применять промежуточную вставку — концентратор. При сварке многорельефных соединений целесообразна модуляция переднего фронта импульса, уменьшающая вероятность начальных выплесков.
На практике широко используется сварка "в крест", арматуры железобетонных конструкций, различных сеток, решеток и других деталей. Сварка сопровождается значительной пластической деформацией металла стержней в процессе их совместной осадки. Соединение обычно формируется в твердом состоянии.
Дата публикования: 2015-10-09; Прочитано: 317 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
