 |
Главная Случайная страница Контакты | Мы поможем в написании вашей работы! | |
Комплексное использование апатитовых руд
|
|
Часто апатитовые руды содержат, кроме апатитов, ряд ценных минералов, которые практически могут быть полностью использованы для различных производств.
Для структуры минерально-сырьевой базы бывшего СССР характерна узкая сырьевая специализация регионов, ориентированная на эксплуатацию крупных месторождений при низкой комплексности использования недр.
В современных условиях дезинтеграции страны вопросы устранения узкой сырьевой специализации регионов, повышения ресурсного потенциала по видам сырья, которое ранее ввозилось из других республик, приобретают особое значение.
Наиболее быстрый и малозатратный способ частичного, а иногда и полного решения этой проблемы – это повышение комплексности использования сырья отрабатываемых месторождений. Так, из Хибинских апатитовых руд можно помимо апатита извлекать нефелин, сфен, эгирин и титаномагнетит.
Нефелиновый концентрат, содержащий 29 % алюминия, 20 % окислов натрия и калия и 43 % кремнезема, является ценнейшим сырьем для получения алюминия, производства стекла, цемента, бесхлорных удобрений, кальцинированной соды. Почти все эти продукты получаются в процессе производства главного компонента нефелина – алюминия. Для этой цели разработан и уже успешно применяется на ряде заводов метод спекания с попутным получением цемента и содопродуктов. Кольским филиалом АН СССР разработан также азотно-кислотный способ комплексной переработки нефелинового концентрата с одновременным получением глинозема, кальцинированной соды, поташа и кремнеземистого остатка, который может найти применение в производстве цемента, строительных материалов и др.
Сфеновый концентрат – это исходное сырье для получения двуокиси титана, себестоимость которой в данном случае может быть минимальной. Кроме того, этот концентрат может быть использован для производства нового стеклокерамического материала – ситалла и химически стойкого стекла.
В настоящее время достигнуты хорошие показатели переработки сфенового концентрата на титановые пигменты и наполнители.
Эгириновый концентрат может быть полезен как добавка при производстве керамических изделий, глазурей, стекловолокна, новых строительных материалов (пенокерамзита и др.).
Титаномагнетитовый концентрат, содержащий около 15 % TiO2, может быть переработан предварительным восстановлением и затем электроплавкой с получением чугуна и титанового шлака, пригодного для получения пигментной TiO2.
Возможны две схемы флотационного выделения нефелина из хвостов апатитовой флотации: обратная флотация (с переводом в пену примесей и получением нефелинового концентрата в виде камерного продукта) и прямая флотация (с получением нефелинового концентрата в виде пенного продукта).
Хвосты апатитовой флотации после классификации и частичного обесшламливания флотируются в сильнощелочной среде (рН = II),создаваемой едким натром. В качестве собирателя используют мыло сырого талового масла (МСТМ). Иногда к нему добавляют сульфатное мыло.
В хвостах обратной флотации концентрируется нефелин, разубоженный продуктами его разрушения и полевыми шпатами.
Близкая флотируемость минералов, содержащих в разных количествах алюминий,– нефелина, гидрослюд и полевого шпата – обусловила зависимость содержания глинозема в нефелиновом концентрате от отношения количества кислоторастворимого алюминия (содержащегося в нефелине) к общему количеству алюминия.
Кроме содержания полевых шпатов, получение нефелина обратной флотацией ухудшается при повышении крупности хвостов апатитовой флотации. Этим дополнительно осложняются условия ведения последней. Чем бедней хвосты апатитовой флотации по нефелину, тем тоньше они должны быть измельчены.
Определенный эффект достигается при дофлотации чернового концентрата с переводом в пену нефелина. После активации нефелина ионами Ca2+ (при добавлении хлористого кальция в сильно щелочной среде – pH > 11,0), флотация осуществляется с помощью МСТМ. Здесь от нефелина отделяется значительная часть полевых шпатов.
Одним из наиболее перспективных способов выделение нефелина является его прямая флотация собирателем катионного типа при добавлении кремнефтористого натрия и небольшого времени его контакта с пульпой.
Разделить сфен и эгирин с помощью флотации очень трудно. Исследовательские работы, проведенные на предприятии «Апатит» Г.А. Головановым, А.Д. Масловым и др., показали, что удовлетворительные результаты разделения могут быть получены при оптимальном рН среды и применении определенных сочетаний реагентов-регуляторов. Селективной флотации сфена удается достичь при использовании в качестве реагентов-регуляторов (рН = 7–9) уксусно-кислого свинца, кремнефтористого натрия или магния и сульфитно-целлюлозного щелока. При флотации в кислой среде (рН = 2–2,5) избирательно действуют алкилсульфат натрия и хлористый натрий. Удовлетворительно флотирует сфен от эгирина собиратель ИМ-50 в присутствии кремнефтористового натрия или магния. При этом получают сфеновый концентрат, содержащий 25–28 % TiO2 при извлечении 85 %.
Был решен вопрос комплексного обогащения ийолит-уртитовых руд [38] (содержание P2O5 было меньше 1,5 %, а сфена – около 5 %). Причем, применение обычного реагентного режима с использованием
МСТМ в щелочной среде при активации темноцветных минералов катионами кальция не позволило получить нефелиновый концентрат с содержанием глинозема 27,5 % из-за большого количества здесь эгирина (более 40 %). Только предлагаемая технологическая схема с предварительным выделением апатита и использованием при обратной флотации нефелина сульфонатов в сочетании с МСТМ позволила получить качественные нефелиновый и сфеновый концентраты. Аналогичная технология проверена при комплексном обогащении текущих хвостов АНОФ-2. Результаты положительны.
Нами проведены исследования по комплексному использованию эгирин -апатитового типа руды и апатизированных ийолитов Маймеча-Котуйской провинции.
Эгирин-апатитовые руды представляют собой новый, ранее неизвестный, перспективный тип фосфатного сырья. В исследуемых эгиринитах содержится 8–32 % апатита, превалирующим нерудным минералом является моноклинный пироксен (58–62 %). Часть руд содержит еще до 28 % полевого шпата. Пироксен представлен эгирин-авгитом и эгирином.
Апатитизированные ийолиты содержат до 40 % апатита, исследуемая проба – 6,4 % апатита. Преобладающими минералами являются нефелин (28–30 %), слюда (21–22 %) и пироксен (31–33 %). В обломках измененных ийолитов зерна апатита слегка замещаются франколитом. Основная масса пироксена представлена эгирин-диопсидом.
Особенности физических и физико-химических свойств поверхностей минералов эгирин-апатитового типа руд, а также тонкая вкрапленность апатита обусловили необходимость применения флотационного способа обогащения.
Удовлетворительное раскрытие зерен апатитовых эгиринитов происходит при измельчении до 50 % класса –0,074 мм. В качестве регулятора флотации принята сода, в качестве депрессора – жидкое стекло.
Испытаны такие собиратели, как мыло дистиллированного таллового масла, кубовые остатки спиртов, высшие жирные спирты, технические жирные кислоты. Последний оказался наиболее эффективным.
С целью повышения показателей основной флотации и эффективности перечисток исследовали действие оксиэтилированных алкифенолов (ОП-4) и оксиэтилированных синтетических спиртов (ОКС-1).
Применение 0П-4 и ОКС-1 в основной флотации резко снижает устойчивость флотационной пены, повышает ее минерализацию, а также увеличивает селективность процесса в основной и перечистных операциях и обеспечивает получение концентратов с содержанием 34–39,9 % P2O5 при извлечении 81–96 %.
Проведены исследования по замене токсичного и трудно биологически разлагаемого реагента ОП-4, используемого в цикле апатитовой флотации при обогащении апатито-нефелиновой руды. Показана эффективность его замены оксиэтилированными алкилфенолами типа Неонола с более высокой степенью оксиэтилирования [38]. Установлено их значительно большее диспергирующие действие по отношению к кальциевым мылам карбоновых кислот, что позволяет эффективнее флотировать апатит при повышенном содержании катиона кальция в пульпе. Рекомендуемые реагенты характеризуются более высокой биоразлагаемостью в сточных водах и водоемах, имеют меньшую стоимость. На АНОФ-2 ОАО «Апатит» были проведены сравнительные промышленные испытания ОП-4 и Неонола АФ 9-10 при флотации апатита в условиях 80 %-го водооборота. В результате была показана возможность получения равных технологических показателей при меньшем на 15–20 % расходе Неонола. Неонол АФ 9-10 был внедрен на ОАО «Апатит». Его использование повышает экономическую эффективность и экологическую безопасность апатитового производства.
Камерный продукт апатитовой флотации, в основном, представлен эгирин-авгитом и полевым шпатом. Выделение последних может быть осуществлено несколькими методами, в частности, магнитной сепарацией в сильном поле и флотацией.
Из исследуемых сульфонатов [16] наиболее флотоактивным оказался ВАС-1 с молекулярной массой 460. Несмотря на достаточную технологическую проработку процесса получения ВАС-1 и его апробацию при флотации апатито-нефелиновых руд, создание промышленного производства имело трудности из-за дефицитности исходного сырья, а также нахождения его за пределами России (Горловский химический завод, Украина). Совместное применение жирнокислотного собирателя и высокомолекулярных алкилбензолсульфонатов (ВАС-1, ПАБС) для флотации темноцветных минералов по предлагаемой технологии, включающей в себя доизмельчение крупной фракции хвостов апатитовой флотации и введение второй контрольной флотации апатита, позволяет повысить качество нефелинового концентрата более чем на 1% и получать коллективный концентрат темноцветных минералов с содержанием P2O5 не более 0,7 %.
Предложена схема комплексного извлечения полезных компонентов из апатитовых эгиринитов с нижеприведенным режимом при нижеследующем расходе реагентов, г/т:
Основная флотация апатита:
| 200–500 200–1000 100–160 200–600 |
| сода жидкое стекло ОКС-1 ТЖК |
Перечистая флотация апатита:
I перечистка – ОКС-1 10
II перечистка – ОКС-1 10
Флотация слюды:
сода 500
АНП-14 500
Флотация эгирина:
NaOH 200
ТЖК 1000
керосин 500
Режим магнитной сепарации:
сила тока, А 2,5
При этом получают апатитовый концентрат с содержанием 34–39,9 % Р2О5, 0,38–0,19 % Fе при извлечении 81–94 % Р2О5; эгириновый – с содержанием эгирина 92–96 % при извлечении 68–86 % и полевошпатовый – с содержанием последнего 96 % при извлечении 91 %.
Апатитизированные ийолиты обогащались по гравитационно-флотационной схеме с целью полного и качественного выделения слюды. Крупная слюда из исходной руды извлекалась концентрацией на столах, мелкая – флотацией катионным реагентом АНП-14 из хвостов апатитовой флотации.
Апатит выделялся методом флотации из тяжелой фракции концентрационных столов, измельченной и объединенной с классом –0,3 мм от исходной руды. Использовались традиционные реагенты – сода, жидкое стекло, ТЖК, оптимальный расход которых, соответственно, составил – 500, 1000 и 600 г/т.
Флотация пироксена велась с применением соды (500 г/т), МДТМ (1000 г/т) и керосина (500 г/т). Камерный продукт пироксеновой флотации содержал 87–88 % нефелина (28,6 % Аl2O3). Чтобы повысить содержание в нем Аl2O3 до кондиционного 29 %, он обрабатывался гашеной известью (800 г/т СаО, рН = 11,7). Флотация велась без добавления собирателя.
В результате исследований была рекомендована гравитационно-флотационная схема комплексного обогащения ийолитов месторождения Маган, позволяющая получать апатитовый концентрат с содержанием Р2О5 36,7 %, Fе – 0,25 % при извлечении Р2О5 87%; слюдяной – с содержанием слюды 93 % при извлечении 76 %; пироксеновой – с содержанием пироксена 95 % при извлечении 99 %; нефелиновый – с содержанием Аl2O3 29,8 % при извлечении Аl2O3 49 % (нефелина 70 %).
Таким образом, из апатитовых руд Маймеча-Котуйской провинции можно получить апатитовый, нефелиновый, эгириновый, слюдяной и полевошпатовый концентраты. Области использования апатитового, нефелинового и эгиринового концентрата описаны в начале этого параграфа.
Слюдяной концентрат может найти применение в строительстве, резиновой и электронной промышленности, в радиотехнике и электронике.
Полевошпатовый концентрат соответствует ГОСТу для изготовления изделий из темноцветного стекла.
Помимо рассмотренных выше минералов в апатитовых рудах могут содержаться довольно редкие из них. Например, в рудах Чуктуконского месторождения кроме фосфатных и железосодержащих минералов присутствуют в значительных количествах флоренсит, гояцит, моноцит и пирохлор.
Разработанная схема (рис. 8.3) позволяет получать фосфатный, черновой ниобиевый концентраты и редкометалльный продукт.
Разработанные схемы можно упростить, используя флотационные колонны [39].
Флотационная колонна обеспечивает эффективную перечистку концентрата основной флотации в одну операцию вместо трех по существующей технологии. В колонной флотомашине создаются благоприятные условия для флотации крупных зерен апатита, что приводит к снижению его потерь с крупными классами. Энергетические затраты при эксплуатации колонных флотомашин будут существенно ниже по сравнению с механическими и пневмомеханическими флотомашинами. В заключении отмечено, что по результатам испытаний фирмой изготовителем СРТ (Канада) рассчитаны параметры промышленных колонных флотомашин и гарантирован рост извлечения Р2О5 на 1 %.
Проведенные исследования, описанные в работе [46], позволяют сделать следующие выводы: основная масса складируемых пород не претерпевает изменений минерального состава и может рассматриваться как источник сырья отсроченного пользования; для промстоков хвостохранилище играет роль фильтра, задерживающего до 98 % взвесей; основным фактором загрязнения окружающей среды является ветровая эрозия дневной поверхности хвостохранилища.
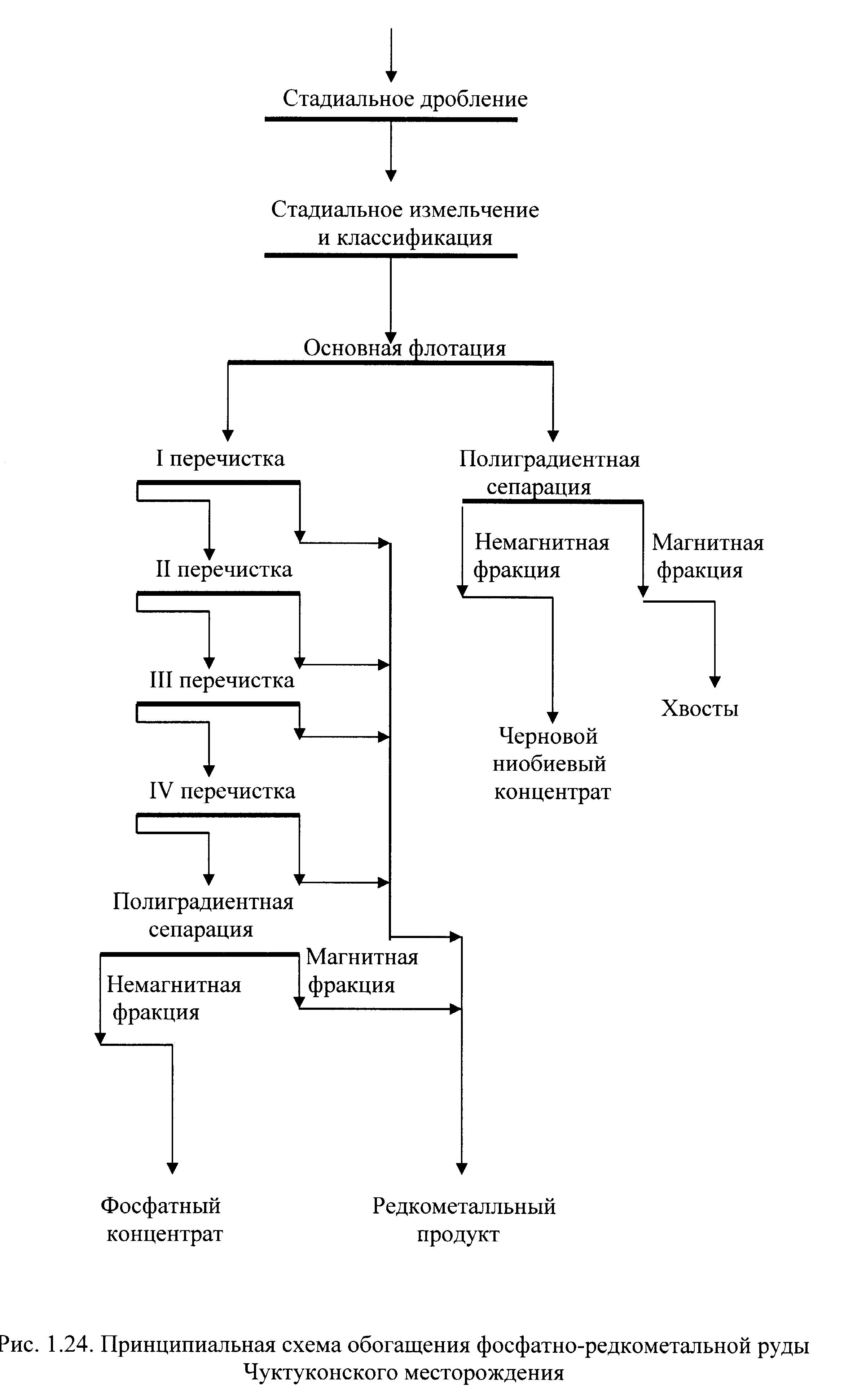
Рис. 8.3. Принципиальная схема обогащения фосфатно-редкометалльной руды Чуктуконского месторождения
Дата публикования: 2014-08-30; Прочитано: 3160 | Нарушение авторского права страницы | Мы поможем в написании вашей работы!
